You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- 12 Utilizing UE and Vibration Analysis in A CBM ProgramDocument16 pages12 Utilizing UE and Vibration Analysis in A CBM ProgramErick VargasNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- 15 Finding and Eliminating Vacuum Leaks' in A Multiple-Effect Salt CrystallizerDocument46 pages15 Finding and Eliminating Vacuum Leaks' in A Multiple-Effect Salt CrystallizerErick VargasNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- 13 Results of Compressed Air Surveys at 2 Automobile ManufacturersDocument32 pages13 Results of Compressed Air Surveys at 2 Automobile ManufacturersErick VargasNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Oxygen-Free Copper in Wrought Forms For Electron DevicesDocument6 pagesOxygen-Free Copper in Wrought Forms For Electron DevicesErick Vargas100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Low Leaded Brass Rod, Bar and Shapes: Standard Specification ForDocument3 pagesLow Leaded Brass Rod, Bar and Shapes: Standard Specification ForErick VargasNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Numbering Metals and Alloys in The Unified Numbering System (UNS)Document7 pagesNumbering Metals and Alloys in The Unified Numbering System (UNS)Erick VargasNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Characterization of Coatings Using Conformable Eddy-Current Sensors Without Coating Reference StandardsDocument8 pagesCharacterization of Coatings Using Conformable Eddy-Current Sensors Without Coating Reference StandardsErick VargasNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Free-Cutting Bismuth Brass Rod, Bar and Wire: Standard Specification ForDocument5 pagesFree-Cutting Bismuth Brass Rod, Bar and Wire: Standard Specification ForErick VargasNo ratings yet
- Copper-Zinc-Tin-Bismuth Alloy Rod, Bar and Wire: Standard Specification ForDocument5 pagesCopper-Zinc-Tin-Bismuth Alloy Rod, Bar and Wire: Standard Specification ForErick VargasNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Flattening of Copper and Copper-Alloy Pipe and Tube: Standard Test Method ForDocument3 pagesFlattening of Copper and Copper-Alloy Pipe and Tube: Standard Test Method ForErick VargasNo ratings yet
- Understanding Structural Engineering - From Theory To Practice-2011 - Wai-Fah Chen - Salah El-Din E. El-MetwallyDocument272 pagesUnderstanding Structural Engineering - From Theory To Practice-2011 - Wai-Fah Chen - Salah El-Din E. El-MetwallyErick Vargas100% (5)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- ISO 16345-2014 Water-Cooling Towers-Testing and Rating of Thermal PerformanceDocument159 pagesISO 16345-2014 Water-Cooling Towers-Testing and Rating of Thermal PerformanceErick VargasNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- 0607 s09 QP 2 PDFDocument8 pages0607 s09 QP 2 PDFJoseph ThanaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Characteristics and Examples of Critical Regionalism in Modern ArchitectureDocument4 pagesCharacteristics and Examples of Critical Regionalism in Modern ArchitectureMahbuba MoumiNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
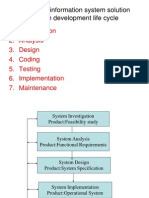
- Developing Information System SolutionDocument42 pagesDeveloping Information System SolutionAbhijeet Mahapatra71% (7)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Digital Radial Immunodiffusion RID Plate Reader - MKG298.1Document4 pagesDigital Radial Immunodiffusion RID Plate Reader - MKG298.1Paula MadureuraNo ratings yet
- 6 Maths NCERT Solutions Chapter 1 1 PDFDocument2 pages6 Maths NCERT Solutions Chapter 1 1 PDFJoshi ThomasNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- AKU Credential VerificationDocument2 pagesAKU Credential VerificationDavid RahulNo ratings yet
- Wilful Defaulter December Revised 11 03 2020Document77 pagesWilful Defaulter December Revised 11 03 2020S dasNo ratings yet
- SQLAccountWorkBook 5 (Answer Sheet)Document62 pagesSQLAccountWorkBook 5 (Answer Sheet)Muhammad HazlamiNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Aalco Metals LTD Aluminium Alloy 6063 T6 Extrusions 158Document3 pagesAalco Metals LTD Aluminium Alloy 6063 T6 Extrusions 158prem nautiyalNo ratings yet
- DGCA July 2017 Module 10Document4 pagesDGCA July 2017 Module 10SuryaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Six Months Industrial Training SWARAJDocument44 pagesSix Months Industrial Training SWARAJSingh KarandeepNo ratings yet
- TK Series Magnet Tracker PDFDocument21 pagesTK Series Magnet Tracker PDFAaron100% (1)
- WO2010057333A1 - A Stable Activated Glutaral Disinfectant and Its Preparation Method. - Google PatentsDocument6 pagesWO2010057333A1 - A Stable Activated Glutaral Disinfectant and Its Preparation Method. - Google PatentsAyu WinarniNo ratings yet
- R21 Curriculum EN PDFDocument301 pagesR21 Curriculum EN PDFAdriano Lima da SilvaNo ratings yet
- Route Venue FinalDocument52 pagesRoute Venue FinalYocobSamandrewsNo ratings yet
- Motoniveladora - G730Document6 pagesMotoniveladora - G730JorgeluisSantanaHuamanNo ratings yet
- How To Develop High PerformanceDocument2 pagesHow To Develop High Performancek.m.ariful islamNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Painting System No.: SSPC: The Society For Protective CoatingsDocument2 pagesPainting System No.: SSPC: The Society For Protective CoatingsanoopkumarNo ratings yet
- ElectricianSemIICITSQB PDFDocument82 pagesElectricianSemIICITSQB PDFmarvin2008No ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- HRM 412 TermpaperDocument25 pagesHRM 412 Termpaper2019-1-10-067No ratings yet
- IOS Configuration HSRPDocument7 pagesIOS Configuration HSRPaossereNo ratings yet
- Ultra Deep Underground Gold MinesDocument27 pagesUltra Deep Underground Gold MinesRenzo MisariNo ratings yet
- TUV SUD CE Certificate (1500V New Standard)Document3 pagesTUV SUD CE Certificate (1500V New Standard)iszlaitundeNo ratings yet
- 3D Electrocatalysts For Water Splitting: Kaustubh Saxena July 18, 2017Document21 pages3D Electrocatalysts For Water Splitting: Kaustubh Saxena July 18, 2017Yash BansodNo ratings yet
- Microwave Decontamination of ConcreteDocument8 pagesMicrowave Decontamination of ConcreteAndres ForeroNo ratings yet
- KC10 and KC10-FM Manual V1.1Document40 pagesKC10 and KC10-FM Manual V1.1Stoica DanielNo ratings yet
- Language Applied To Volcanic ParticlesDocument3 pagesLanguage Applied To Volcanic Particlesjunior.geologiaNo ratings yet
- A Survey On The Effects of Aggressive Marketing PRDocument4 pagesA Survey On The Effects of Aggressive Marketing PRROMEET PANIGRAHINo ratings yet
- 09NITK UG Course Contents 2011Document137 pages09NITK UG Course Contents 2011RajitKBhatNo ratings yet
- A Review of Programmable Logic Controllers in Control Systems EducationDocument10 pagesA Review of Programmable Logic Controllers in Control Systems EducationHondaMugenNo ratings yet