You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- General-Purpose Inverter TechnologiesDocument34 pagesGeneral-Purpose Inverter TechnologiesHoangvinh DuongNo ratings yet
- 26 - Modern Francis TurbineDocument50 pages26 - Modern Francis TurbineSaharsha GadariNo ratings yet
- In The Mechanism Shown Below, W2 20 Rad - S Clock-Wi...Document5 pagesIn The Mechanism Shown Below, W2 20 Rad - S Clock-Wi...HivélNo ratings yet
- A. Atoms: Engineering MaterialsDocument36 pagesA. Atoms: Engineering MaterialsAmpolNo ratings yet
- DTC P1760: Linear Solenoid For Line Pressure Control Circuit Malfunction (Shift Solenoid Valve SLT) Circuit DescriptionDocument3 pagesDTC P1760: Linear Solenoid For Line Pressure Control Circuit Malfunction (Shift Solenoid Valve SLT) Circuit DescriptionhitecNo ratings yet
- Sundesa v. Tejarah Int'l - ComplaintDocument108 pagesSundesa v. Tejarah Int'l - ComplaintSarah BursteinNo ratings yet
- Littelfuse Thyristor BTB12 600BW3 D Datasheet pdf-1372438Document7 pagesLittelfuse Thyristor BTB12 600BW3 D Datasheet pdf-1372438asperfudNo ratings yet
- Prelim Assignment OBTDocument2 pagesPrelim Assignment OBTPeter Paul DobNo ratings yet
- Difference Between MCB, MCCB, RCCB, ELCBDocument3 pagesDifference Between MCB, MCCB, RCCB, ELCBJaved HasanNo ratings yet
- Acoustic X Electronic System Part 2 AnswerDocument8 pagesAcoustic X Electronic System Part 2 AnswerDessNo ratings yet
- SVP2020 01 214 00199 PDFDocument7 pagesSVP2020 01 214 00199 PDFVikash KotteeswaranNo ratings yet
- Nanofiltration As A Pretreatment Step in Seawater Desalination: A ReviewDocument52 pagesNanofiltration As A Pretreatment Step in Seawater Desalination: A ReviewRaul RebolledoNo ratings yet
- Two-Way SlabsDocument178 pagesTwo-Way SlabsPaul Yvelt CésaireNo ratings yet
- You'Ve Got A Problem: DV DT C M V V T Time S, G, CDocument3 pagesYou'Ve Got A Problem: DV DT C M V V T Time S, G, CagusNo ratings yet
- Solar Dehydrator Final PaperDocument35 pagesSolar Dehydrator Final PaperElla Jane CabanagNo ratings yet
- Objective Questions Bank On Engineering Drawing For EseDocument53 pagesObjective Questions Bank On Engineering Drawing For EseHisham Feroz100% (1)
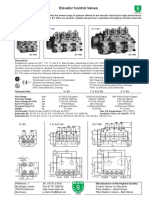
- Elevator Control Valves: EN ISO 9001Document6 pagesElevator Control Valves: EN ISO 9001Jibjab7No ratings yet
- HS 420Document1 pageHS 420sayed abotalibNo ratings yet
- Radiation Protection in Digital Radiology: Optimisation of Digital Fluoroscopy L04Document60 pagesRadiation Protection in Digital Radiology: Optimisation of Digital Fluoroscopy L04Valantina ShapelNo ratings yet
- Aircraft Structures Pure TorsionDocument60 pagesAircraft Structures Pure TorsionTarik Hassan ElsonniNo ratings yet
- KAS103T Maths I Model QP-2020-21Document2 pagesKAS103T Maths I Model QP-2020-21Tushar SaxenaNo ratings yet
- Hd4 / Uniair (Withdrawable, Removable, Fixed Versions) Hd4 / R, Hd4 / S, Hd4 / Unimix (Fixed Version)Document10 pagesHd4 / Uniair (Withdrawable, Removable, Fixed Versions) Hd4 / R, Hd4 / S, Hd4 / Unimix (Fixed Version)Raffaele RattiNo ratings yet
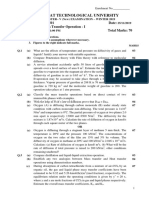
- Gujarat Technological UniversityDocument2 pagesGujarat Technological UniversityShivam PanchalNo ratings yet
- Topic 054 Linear Operators: Operator: in The Case of Vector Spaces and in Particular NormedDocument28 pagesTopic 054 Linear Operators: Operator: in The Case of Vector Spaces and in Particular NormedAsmara ChNo ratings yet
- Comparativo Cutmaster 82 Vs LincolnDocument1 pageComparativo Cutmaster 82 Vs LincolncarlosNo ratings yet
- References: ©james BuckwalterDocument33 pagesReferences: ©james BuckwalterrakeeNo ratings yet
- 11 Chemistry Notes - The S-Block ElementsDocument21 pages11 Chemistry Notes - The S-Block ElementsAishwary yadav100% (1)
- Chem Class 11 Notes For HydrogenDocument8 pagesChem Class 11 Notes For HydrogenAishahNo ratings yet
- Refrigeration 22.1Document29 pagesRefrigeration 22.1preceiuxNo ratings yet
- APEX Rev 02B EntireDocument133 pagesAPEX Rev 02B EntirePiman MiriNo ratings yet