You might also like
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Working Guide to Drilling Equipment and OperationsFrom EverandWorking Guide to Drilling Equipment and OperationsRating: 5 out of 5 stars5/5 (9)
- LPG CylindersDocument21 pagesLPG Cylindersafic219473100% (2)
- Gas Cylinder Rules 2016Document22 pagesGas Cylinder Rules 2016mahendran33% (3)
- 49 CFR Ch. I (10-1-04 Edition) 180.205: 180.205 General Requirements For Re-Qualification of CylindersDocument4 pages49 CFR Ch. I (10-1-04 Edition) 180.205: 180.205 General Requirements For Re-Qualification of CylindersjohnneracalNo ratings yet
- Ci Fi Gibraltar n115Document6 pagesCi Fi Gibraltar n115FlorianNo ratings yet
- 49 CFR 173.34 Cylinder Maintenance and Testing RequirementsDocument21 pages49 CFR 173.34 Cylinder Maintenance and Testing RequirementsJorfrank Mena100% (3)
- 02 Saip 01Document6 pages02 Saip 01malika_00No ratings yet
- Blasting & Painting Procedure For Structural Steel Rev.00Document16 pagesBlasting & Painting Procedure For Structural Steel Rev.00Hansel Francis64% (11)
- Pressure Testing of API TanksDocument7 pagesPressure Testing of API TanksRakesh Ranjan50% (2)
- F4.valve SpecificationDocument3 pagesF4.valve Specificationagarwal90raviNo ratings yet
- ROCEDURE - INSPECTION & TEST ValvesDocument10 pagesROCEDURE - INSPECTION & TEST Valvessabes26No ratings yet
- Type 3 Cylinder Inspection ManualDocument8 pagesType 3 Cylinder Inspection ManualnoljacNo ratings yet
- Hydrostatic TestDocument2 pagesHydrostatic TestzaliipinNo ratings yet
- Specification For Hydraulic Rail TensorDocument6 pagesSpecification For Hydraulic Rail TensorakkuNo ratings yet
- SP10277 Dot4baDocument11 pagesSP10277 Dot4baPhan VinhNo ratings yet
- Notice To Surveyors, Shipowners, Managers and Classification SocietiesDocument36 pagesNotice To Surveyors, Shipowners, Managers and Classification SocietieskdimosNo ratings yet
- Preservation Storage For Reciprocating CompressorDocument7 pagesPreservation Storage For Reciprocating CompressorSubbarayan Saravanakumar100% (1)
- QCP-12 Valve Leak Test Procedure PDFDocument21 pagesQCP-12 Valve Leak Test Procedure PDFIbrahim100% (3)
- Examen de Evaluación API 510Document10 pagesExamen de Evaluación API 510aecf_13100% (1)
- API 650 TanksDocument5 pagesAPI 650 TanksCemal NergizNo ratings yet
- DGSEngineering Circular 1 of 2022Document12 pagesDGSEngineering Circular 1 of 2022Audumbar BhoiNo ratings yet
- Shotcrete RequirementsDocument16 pagesShotcrete Requirementstinz_3100% (2)
- Cap562 5Document206 pagesCap562 5DavidGarcíaNo ratings yet
- Synthetic Rubber Proofed/Coated Fuel Pump Diaphragm Fabric-Specification (Document9 pagesSynthetic Rubber Proofed/Coated Fuel Pump Diaphragm Fabric-Specification (Ved PrakashNo ratings yet
- A Guide To The Implementation of API 653Document3 pagesA Guide To The Implementation of API 653Anbarasan PerumalNo ratings yet
- API - 650 Check List Tank InspectionDocument5 pagesAPI - 650 Check List Tank InspectionMijanur RahmanNo ratings yet
- App - Uncured PipeDocument6 pagesApp - Uncured PipeChristianNo ratings yet
- Specification of Butterfly Valves Gas and Air Application IPSS:1-06-012-02Document9 pagesSpecification of Butterfly Valves Gas and Air Application IPSS:1-06-012-02GopalMahantaNo ratings yet
- Spesifications For Surge VesselDocument9 pagesSpesifications For Surge VesselAnupamMishraNo ratings yet
- Es2184d - Cleaning and Flushing of Hydraulic Systems & ComponentsDocument9 pagesEs2184d - Cleaning and Flushing of Hydraulic Systems & Componentsferfilho100% (2)
- Reconditioning of ValvesDocument6 pagesReconditioning of ValvesPaul PhiliphsNo ratings yet
- A. Manufacturing ProcessDocument7 pagesA. Manufacturing ProcessPHILIPANTHONY MASILANGNo ratings yet
- Procedure Manual: Cast Valve ProductionDocument10 pagesProcedure Manual: Cast Valve ProductionParveen Kohli0% (1)
- Tank InspectionDocument6 pagesTank Inspectionangel onofre castelanNo ratings yet
- ASME B 31.3 2016 Process PipingDocument30 pagesASME B 31.3 2016 Process Pipingr.devendran25% (4)
- Method of Statement VBDocument9 pagesMethod of Statement VBAhmed IrakyNo ratings yet
- RP 147Document5 pagesRP 147kisan singhNo ratings yet
- Standard For Hydrostatic Tests of Steam Turbine Pressure PartsDocument14 pagesStandard For Hydrostatic Tests of Steam Turbine Pressure PartsecsuperalNo ratings yet
- API 653 Mach Exam 2022Document9 pagesAPI 653 Mach Exam 2022Amr mohamedNo ratings yet
- Saep 35Document6 pagesSaep 35hendraox3996No ratings yet
- Maintenance Procedure For Switchyard Equipment Volume-II (EHDocument39 pagesMaintenance Procedure For Switchyard Equipment Volume-II (EHbisas_rishiNo ratings yet
- Dot - 3E (Hse) : Specification For Seamless SteelDocument15 pagesDot - 3E (Hse) : Specification For Seamless SteelsajawalNo ratings yet
- Specifications For Concrete SleepersDocument28 pagesSpecifications For Concrete Sleepersgerfreecalls50% (2)
- API 650 & 653 Questions Closed Book With AnswersDocument7 pagesAPI 650 & 653 Questions Closed Book With AnswersRajesh Narula100% (6)
- 510 PC Oct04 Qar-Mid Closed PSJDocument12 pages510 PC Oct04 Qar-Mid Closed PSJCss SfaxienNo ratings yet
- Section 8. Operations and Maintenance: 8.250 Purging of Mains and ServicesDocument7 pagesSection 8. Operations and Maintenance: 8.250 Purging of Mains and ServicesAndrea HernandezNo ratings yet
- IRS T39 PSC SleepersDocument28 pagesIRS T39 PSC Sleepersradhakrishnang100% (2)
- Api 653 PDFDocument18 pagesApi 653 PDFAhmad Rizki100% (1)
- API 653 NotesDocument10 pagesAPI 653 Notesamine bouizarNo ratings yet
- Drift 005Document4 pagesDrift 005tofa01100% (1)
- FAT ProcedureDocument7 pagesFAT ProcedureOlek TybińskiNo ratings yet
- Elective Reporting FevidalDocument13 pagesElective Reporting FevidalMark Henry FevidalNo ratings yet
- Pneumatic TestDocument10 pagesPneumatic Testchitobarba19726762100% (3)
- Method Statemant HydroDocument8 pagesMethod Statemant Hydrojay_rajeshirkeNo ratings yet
- Disposal Requirements Volume2Document8 pagesDisposal Requirements Volume2mcemceNo ratings yet
- Cga TB 2.1980Document6 pagesCga TB 2.1980gabriela troncosoNo ratings yet
- Air Brake RDSO Report 0159 Rev - 0 Jan - 2013Document149 pagesAir Brake RDSO Report 0159 Rev - 0 Jan - 2013Niking Thomsan0% (1)
- Inspection of Storage Tank API - 650Document4 pagesInspection of Storage Tank API - 650Michael Albuquerque0% (1)
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- YFC-NATCON-TRANSPO-DXB Bus#2Document1 pageYFC-NATCON-TRANSPO-DXB Bus#2Cassy AbulenciaNo ratings yet
- Data Sheet-BackerrodDocument2 pagesData Sheet-BackerrodCassy AbulenciaNo ratings yet
- Tender Design: Chilled Water Pipes NetworkDocument1 pageTender Design: Chilled Water Pipes NetworkCassy AbulenciaNo ratings yet
- Section 232113 - Hydronic PipingDocument34 pagesSection 232113 - Hydronic PipingCassy AbulenciaNo ratings yet
- Tender Design: Chilled Water Pipes NetworkDocument1 pageTender Design: Chilled Water Pipes NetworkCassy AbulenciaNo ratings yet
- Data - Sheet-Backer Rod 6917Document2 pagesData - Sheet-Backer Rod 6917Cassy AbulenciaNo ratings yet
- Backer RodDocument2 pagesBacker RodCassy AbulenciaNo ratings yet
- 0 SignedDocument18 pages0 SignedCassy AbulenciaNo ratings yet
- INFR-CIVIL SPE-Process (Cover Page)Document3 pagesINFR-CIVIL SPE-Process (Cover Page)Cassy AbulenciaNo ratings yet
- O & M-GDL-002 - Rev 1Document8 pagesO & M-GDL-002 - Rev 1Cassy AbulenciaNo ratings yet
- Iiped PortfolioDocument17 pagesIiped PortfolioCassy AbulenciaNo ratings yet
- Iiped BrochureDocument6 pagesIiped BrochureCassy AbulenciaNo ratings yet
- Iiped 16 BN-01 E16161Document8 pagesIiped 16 BN-01 E16161Cassy AbulenciaNo ratings yet
- 2 - COMMENTS RESPONSE-signedDocument1 page2 - COMMENTS RESPONSE-signedCassy AbulenciaNo ratings yet
- KJ-124-O-EN-SPC-0004 Rev 01 - Fuel System Pipe CoatingDocument14 pagesKJ-124-O-EN-SPC-0004 Rev 01 - Fuel System Pipe CoatingCassy AbulenciaNo ratings yet
- Coating Repair KitDocument7 pagesCoating Repair KitCassy AbulenciaNo ratings yet
- Jan HHDocument21 pagesJan HHCassy AbulenciaNo ratings yet
- MAR-0022-R1 - Valve Chamber Piping PaintingDocument1 pageMAR-0022-R1 - Valve Chamber Piping PaintingCassy AbulenciaNo ratings yet
- Cover - MAR-0022-R1 - Valve Chamber Piping Painting-SignedDocument1 pageCover - MAR-0022-R1 - Valve Chamber Piping Painting-SignedCassy AbulenciaNo ratings yet
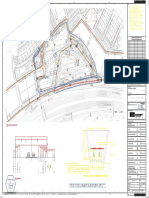
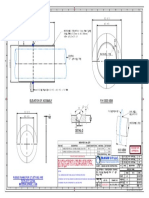
- Sample DrawingDocument1 pageSample DrawingCassy AbulenciaNo ratings yet
- Cavotec ApprovalDocument1 pageCavotec ApprovalCassy AbulenciaNo ratings yet
- 556 CoverDocument1 page556 CoverCassy AbulenciaNo ratings yet
- YFC Invitation LetterDocument1 pageYFC Invitation LetterCassy AbulenciaNo ratings yet
- MER 1 - Day 1 - 18 June 2022Document44 pagesMER 1 - Day 1 - 18 June 2022Cassy AbulenciaNo ratings yet
- Ancop Global Walk 2020 ThemeDocument1 pageAncop Global Walk 2020 ThemeCassy AbulenciaNo ratings yet
- July Youth Camp 2022Document15 pagesJuly Youth Camp 2022Cassy AbulenciaNo ratings yet
- MER2 June2019Document10 pagesMER2 June2019Cassy AbulenciaNo ratings yet
- MER2 June2019 June10 UpdateDocument18 pagesMER2 June2019 June10 UpdateCassy AbulenciaNo ratings yet
- MER2 June2019 May29updateDocument17 pagesMER2 June2019 May29updateCassy AbulenciaNo ratings yet
- MER2-June2019Document17 pagesMER2-June2019Cassy AbulenciaNo ratings yet
- Nokia 2690 RM-635 Service ManualDocument18 pagesNokia 2690 RM-635 Service ManualEdgar Jose Aranguibel MorilloNo ratings yet
- IES 2001 - I ScanDocument20 pagesIES 2001 - I ScanK.v.SinghNo ratings yet
- The Aerodynamics of ParachutesDocument78 pagesThe Aerodynamics of Parachutesstevehuppert50% (2)
- Conceptualizing On Structure Functionalism and Its Applications On Patriotism Study During Covid-19 Pandemic in MalaysiaDocument7 pagesConceptualizing On Structure Functionalism and Its Applications On Patriotism Study During Covid-19 Pandemic in MalaysiaMuhammadSyaqirAimanNo ratings yet
- MT4400 STRG Flo Amp ValveDocument7 pagesMT4400 STRG Flo Amp ValveBrian Careel0% (1)
- Full TextDocument167 pagesFull Textjon minanNo ratings yet
- Mecanica MD - AZG-UDocument29 pagesMecanica MD - AZG-UStefanoViganóNo ratings yet
- Kick-Ass Customer Service-Part 1Document3 pagesKick-Ass Customer Service-Part 1Mahfuzul Haque SujanNo ratings yet
- (Ebook) Reliability and Risk Issues in Large Scale Safety-Critical Digital Control Systems, Springer 2009Document314 pages(Ebook) Reliability and Risk Issues in Large Scale Safety-Critical Digital Control Systems, Springer 2009Lake HouseNo ratings yet
- FINAL ReportDocument48 pagesFINAL ReportMythri RangaswamyNo ratings yet
- Lubricants - McMaster-CarrDocument8 pagesLubricants - McMaster-CarrjeanyoperNo ratings yet
- How The Audiences Feel Closer and Connected To Their Culture With StorytellingDocument7 pagesHow The Audiences Feel Closer and Connected To Their Culture With Storytellingmarcelo quezadaNo ratings yet
- Chess AI: Competing Paradigms For Machine Intelligence: Shiva Maharaj Nick Polson Alex TurkDocument15 pagesChess AI: Competing Paradigms For Machine Intelligence: Shiva Maharaj Nick Polson Alex TurkDomingo IslasNo ratings yet
- Himachal Pradesh Staff Selection Commission Hamirpur - 177001Document2 pagesHimachal Pradesh Staff Selection Commission Hamirpur - 177001Verma JagdeepNo ratings yet
- Sect. 4 Tech Docum PC7 AutoLube - 1209 PDFDocument46 pagesSect. 4 Tech Docum PC7 AutoLube - 1209 PDFAlexis MikeNo ratings yet
- Da Insem AllDocument217 pagesDa Insem AllTECOA136TejasJadhavNo ratings yet
- P&G Interview QuestionsDocument2 pagesP&G Interview Questionssupu100% (3)
- SH5108 - 5 Occupational Health ProgrammeDocument34 pagesSH5108 - 5 Occupational Health Programmetaaouicha mujahidNo ratings yet
- PTN Guide Compilation by EmeraldchowDocument24 pagesPTN Guide Compilation by EmeraldchowMirzaNo ratings yet
- Pile Capacity - An Overview - ScienceDirect TopicsDocument15 pagesPile Capacity - An Overview - ScienceDirect TopicssurNo ratings yet
- Response 2000 IntroductionDocument24 pagesResponse 2000 IntroductionRory Cristian Cordero RojoNo ratings yet
- Beamforming For 4.9G/5G Networks: Exploiting Massive MIMO and Active Antenna TechnologiesDocument12 pagesBeamforming For 4.9G/5G Networks: Exploiting Massive MIMO and Active Antenna TechnologiesAymen Ben zinebNo ratings yet
- Samsung Galaxy Watch 5 Pro User ManualDocument131 pagesSamsung Galaxy Watch 5 Pro User Manualzyron100% (1)
- Re 150821Document2 pagesRe 150821francis puthuserilNo ratings yet
- Ultraviolet Flame Detector: Omniguard Model 660Document2 pagesUltraviolet Flame Detector: Omniguard Model 660carlosNo ratings yet
- Pepperl KFD2 STC4 EX1.20 DatasheetDocument2 pagesPepperl KFD2 STC4 EX1.20 DatasheetAhmed HusseinNo ratings yet
- Enterpreneurship Assignment 2Document8 pagesEnterpreneurship Assignment 2Khusbu JaiswalNo ratings yet
- ENGG 3150 Engineering Biomechanics Lab Guide 2006: University of Guelph School of EngineeringDocument13 pagesENGG 3150 Engineering Biomechanics Lab Guide 2006: University of Guelph School of Engineeringالقداري القداريNo ratings yet
- ENGLISH TOEFL Structure (3rd Exercise)Document5 pagesENGLISH TOEFL Structure (3rd Exercise)susannnnnnNo ratings yet
- PC-ABS Bayblend FR3010Document4 pagesPC-ABS Bayblend FR3010countzeroaslNo ratings yet