You might also like
- Cable Reel Leroy Somer - enDocument16 pagesCable Reel Leroy Somer - enEmerson BatistaNo ratings yet
- Feasibility Study and Detailed Design of Budhi Gandaki HPPDocument49 pagesFeasibility Study and Detailed Design of Budhi Gandaki HPPstormxeronNo ratings yet
- Service Manual: Transmission Electronic Controls APC100Document38 pagesService Manual: Transmission Electronic Controls APC100Emerson Batista100% (1)
- MFZP Pump HydacDocument9 pagesMFZP Pump HydacEmerson BatistaNo ratings yet
- Technical Guide Introduction To Liquid Pipeline Surge Relief Daniel en 43822 PDFDocument20 pagesTechnical Guide Introduction To Liquid Pipeline Surge Relief Daniel en 43822 PDFVrbank KrabNo ratings yet
- InstrDocument31 pagesInstrSergioGaldamesPérezNo ratings yet
- SM-800.40 FlexAirValve PDFDocument31 pagesSM-800.40 FlexAirValve PDFJIM CAMPBELLNo ratings yet
- Operating Instructions Generator AEG LDW DKBLDocument5 pagesOperating Instructions Generator AEG LDW DKBLEmerson Batista100% (1)
- Detroit Conference Update: The PR World Takes A Road Trip To TheDocument10 pagesDetroit Conference Update: The PR World Takes A Road Trip To TheWayne State PRSSANo ratings yet
- PCT 259645Document4 pagesPCT 259645Liquidstate glassNo ratings yet
- Numerical and Experiential Study of Motion Control Using Pressure FeedbackDocument7 pagesNumerical and Experiential Study of Motion Control Using Pressure Feedbackgil lerNo ratings yet
- Trane Engineers Newsletter - Mar2021Document8 pagesTrane Engineers Newsletter - Mar2021Raheem_kaNo ratings yet
- Pilot-Operated Safety Relief Valves A Simple, Effective Plant Upgrade - HP - Nov 2011 PDFDocument5 pagesPilot-Operated Safety Relief Valves A Simple, Effective Plant Upgrade - HP - Nov 2011 PDFonizuka-t2263No ratings yet
- Piping LossDocument4 pagesPiping LossKevin ParconNo ratings yet
- Val Control de Flujo Set StopDocument46 pagesVal Control de Flujo Set StopNatalia BeltránNo ratings yet
- TM 136 03Document34 pagesTM 136 03ahmsa.morsyNo ratings yet
- FC Mag - Characteristics and SizingDocument5 pagesFC Mag - Characteristics and SizingAhmed KhairiNo ratings yet
- CLA VAL 50-20-Install-Operation-and-Maintenance-ManualDocument28 pagesCLA VAL 50-20-Install-Operation-and-Maintenance-ManualChirasak PaksasornNo ratings yet
- Troubleshooting For Relief Valves Used in Hydraulic SystemsDocument3 pagesTroubleshooting For Relief Valves Used in Hydraulic SystemspradipNo ratings yet
- TypesDocument6 pagesTypesAhmed NagyNo ratings yet
- PCT 273380 PDFDocument4 pagesPCT 273380 PDFJuan Alejandro Cañas ColoradoNo ratings yet
- TT US LAandLMDocument13 pagesTT US LAandLMemad khademiNo ratings yet
- Designed To Withstand Even The Toughest Environments... : Let'S Discuss!Document11 pagesDesigned To Withstand Even The Toughest Environments... : Let'S Discuss!john fritz montillenNo ratings yet
- 10.troubleshooting For Relief Valves Used in Hydraulic SystemsDocument3 pages10.troubleshooting For Relief Valves Used in Hydraulic SystemsHamzaNoumanNo ratings yet
- MANTENIMIENTODocument17 pagesMANTENIMIENTOHENRY CAMILO QUINTERO ALBARRACINNo ratings yet
- BoulesDocument14 pagesBoulesAbedalkareem GhazalNo ratings yet
- GENERAL VALVE Four Way Diverter ValveDocument16 pagesGENERAL VALVE Four Way Diverter ValveLuis Miguel EstradaNo ratings yet
- What Pressure Relief Really MeansDocument6 pagesWhat Pressure Relief Really MeansWeam IssaNo ratings yet
- Fisher - Compressor Anti Surge ValveDocument3 pagesFisher - Compressor Anti Surge ValveAlexa MouawadNo ratings yet
- Jari Kirmanen, Metso Automatic Inc, Finland, Discusses The Applications For High End Intelligent Emergency ValvesDocument4 pagesJari Kirmanen, Metso Automatic Inc, Finland, Discusses The Applications For High End Intelligent Emergency ValvesJUAN CARLOSNo ratings yet
- Hydac Proportional Leak-Free Pressure Control ValveDocument4 pagesHydac Proportional Leak-Free Pressure Control ValveMaxNo ratings yet
- Tech ManualDocument44 pagesTech ManualJonathan Negrete OrtizNo ratings yet
- General Valve Four-Way Diverter BrochureDocument16 pagesGeneral Valve Four-Way Diverter BrochureOndRechTacLetMovNo ratings yet
- CT 140511Document3 pagesCT 140511sivaraman jaganathanNo ratings yet
- Balance of Plant - IntroductionDocument20 pagesBalance of Plant - IntroductionSwapanbasuNo ratings yet
- TM 61 02Document31 pagesTM 61 02SONER KULTENo ratings yet
- Watts Feed Water Pressure RegulatorDocument2 pagesWatts Feed Water Pressure Regulatordockmom4No ratings yet
- ValvesDocument17 pagesValvesAbdallah SayedNo ratings yet
- TM 90 01Document29 pagesTM 90 01juliancardona77No ratings yet
- SV Agco Bal S200 enDocument13 pagesSV Agco Bal S200 enLudi D. LunarNo ratings yet
- Priorety and Orbitrol CircuitDocument8 pagesPriorety and Orbitrol CircuitIslam ShoukryNo ratings yet
- Pressure Relief and Regulating Valves: ApplicationsDocument7 pagesPressure Relief and Regulating Valves: ApplicationsR.C.PerumalNo ratings yet
- RPA009 Counterbalance For Mechanical Stamping Presses-1500648620-1500648631Document2 pagesRPA009 Counterbalance For Mechanical Stamping Presses-1500648620-1500648631Albjana HaliliNo ratings yet
- High Performance Solutions: Belimo Pressure Independent Control ValvesDocument8 pagesHigh Performance Solutions: Belimo Pressure Independent Control ValvesDaniel FigueiredoNo ratings yet
- Pressure - Vacuum Relief Valve End of LineDocument62 pagesPressure - Vacuum Relief Valve End of LineHelena MartinsNo ratings yet
- Article Properly Size Control Valves Fisher en 38152Document4 pagesArticle Properly Size Control Valves Fisher en 38152Sergio Andres Villate UlloaNo ratings yet
- IOM-PA SeriesDocument4 pagesIOM-PA SeriesKike PadillaNo ratings yet
- Control Valves 91000Document16 pagesControl Valves 91000ibharNo ratings yet
- Valtek VL-HC Spring Cylinder Linear Actuators: General Information UnpackingDocument8 pagesValtek VL-HC Spring Cylinder Linear Actuators: General Information UnpackingXimi Mena XiNo ratings yet
- Belimo Piv Brochure En-UsDocument8 pagesBelimo Piv Brochure En-UsOnkar DograNo ratings yet
- Chapter 1Document22 pagesChapter 1Guido Wilder Algarañaz MonteroNo ratings yet
- Premium-Content iSOLUTIONSWaterTreatment EN INT Article-LearningDocument4 pagesPremium-Content iSOLUTIONSWaterTreatment EN INT Article-Learningkesavaganesan58No ratings yet
- Belimo Piv Brochure En-UsDocument8 pagesBelimo Piv Brochure En-UsJoão AlvesNo ratings yet
- RPA004 Pneumatic Safety Systems and Cylinder Speed ControlDocument4 pagesRPA004 Pneumatic Safety Systems and Cylinder Speed ControlMohd Asri TaipNo ratings yet
- Pressure Reducing and Surplussing Valves For Steam and Industrial Fluids-SB-GCH-29-EnDocument18 pagesPressure Reducing and Surplussing Valves For Steam and Industrial Fluids-SB-GCH-29-EnAgus HermantoNo ratings yet
- Easy Control Valve SelectionDocument5 pagesEasy Control Valve SelectionhrtoroNo ratings yet
- Psib 20130524aDocument1 pagePsib 20130524aLéandre Ettekri Ndri100% (1)
- 50B-4KG1/2050B-4KG1: Pressure Relief ValveDocument2 pages50B-4KG1/2050B-4KG1: Pressure Relief ValveIngeniero aicNo ratings yet
- Control ValvesDocument18 pagesControl Valvesnathan1979No ratings yet
- Series 200 POSRV Maintentance InstructionsDocument13 pagesSeries 200 POSRV Maintentance InstructionsCristiam BejaranoNo ratings yet
- Counterbalance Valves PDFDocument6 pagesCounterbalance Valves PDFlibertyplusNo ratings yet
- DesignRules For HighDampingDocument8 pagesDesignRules For HighDampingRajesh MalikNo ratings yet
- Check Weigher: Revolutionizing Quality Control with Computer VisionFrom EverandCheck Weigher: Revolutionizing Quality Control with Computer VisionNo ratings yet
- Tracer Methods for in Vivo Kinetics: Theory and ApplicationsFrom EverandTracer Methods for in Vivo Kinetics: Theory and ApplicationsNo ratings yet
- Effect of Case Drain Pressure On SlipperswashplateDocument15 pagesEffect of Case Drain Pressure On SlipperswashplateEmerson BatistaNo ratings yet
- Válvula Proporcional Da Bomba DRE4K-3XDocument8 pagesVálvula Proporcional Da Bomba DRE4K-3XEmerson BatistaNo ratings yet
- Diagram: Maintenance and Operator's ManualDocument7 pagesDiagram: Maintenance and Operator's ManualEmerson Batista0% (1)
- Apecs 4500 Electronic Engine Speed Governing System: User ManualDocument82 pagesApecs 4500 Electronic Engine Speed Governing System: User ManualEmerson BatistaNo ratings yet
- Automatic Powershift Control (Apc 100)Document1 pageAutomatic Powershift Control (Apc 100)Emerson BatistaNo ratings yet
- Repsol-Sinopec-Cranes-DROPS Dropped ObjectsDocument26 pagesRepsol-Sinopec-Cranes-DROPS Dropped ObjectsEmerson BatistaNo ratings yet
- Product Data Sheet: Complete Joystick Controller, Harmony XK, XKBA Light Hoisting ApplicationsDocument2 pagesProduct Data Sheet: Complete Joystick Controller, Harmony XK, XKBA Light Hoisting ApplicationsEmerson BatistaNo ratings yet
- Industrial Brake Technology EnglishDocument76 pagesIndustrial Brake Technology EnglishEmerson BatistaNo ratings yet
- Alltest 31 Pro At31 - 10 - LRDocument4 pagesAlltest 31 Pro At31 - 10 - LREmerson BatistaNo ratings yet
- Service Manual: Transmission Electronic Controls APC100Document38 pagesService Manual: Transmission Electronic Controls APC100Emerson Batista100% (1)
- Filter Systems - MCS 1000Document2 pagesFilter Systems - MCS 1000Emerson BatistaNo ratings yet
- 2-Way Cartridge Valves, Directional Function Cartridge Valves Type LC... Control Cover Type LFA..Document42 pages2-Way Cartridge Valves, Directional Function Cartridge Valves Type LC... Control Cover Type LFA..Emerson BatistaNo ratings yet
- A APECS 4800 Woodward ControllerDocument146 pagesA APECS 4800 Woodward ControllerEmerson BatistaNo ratings yet
- Re66218 - 2013-12 Lt12 Bloco Freio RexrothDocument16 pagesRe66218 - 2013-12 Lt12 Bloco Freio RexrothEmerson BatistaNo ratings yet
- TAD1140-1142VE: Low Cost of OwnershipDocument2 pagesTAD1140-1142VE: Low Cost of OwnershipEmerson BatistaNo ratings yet
- IM0973112 Camera AFZ EN A04 MailDocument12 pagesIM0973112 Camera AFZ EN A04 MailEmerson BatistaNo ratings yet
- WGC 090 - 1401 Specifications ENGDocument2 pagesWGC 090 - 1401 Specifications ENGEmerson BatistaNo ratings yet
- Advanced Digital Design: HW Datapath ComponentsDocument20 pagesAdvanced Digital Design: HW Datapath ComponentsAli AhmadNo ratings yet
- Technical Information PC 3 in 1 - 08.12 EngelskDocument8 pagesTechnical Information PC 3 in 1 - 08.12 EngelskAdil MkNo ratings yet
- Towardsdatascience Com Building An ML Application With Mllib in Pyspark Part 1 Ac13f01606e2Document20 pagesTowardsdatascience Com Building An ML Application With Mllib in Pyspark Part 1 Ac13f01606e2Nafla IkidNo ratings yet
- EN VS6 8 50 HZDocument62 pagesEN VS6 8 50 HZnatanNo ratings yet
- J40-007 Issue 01 - Cabri G2 EASA Master Minimum Equipment ListDocument40 pagesJ40-007 Issue 01 - Cabri G2 EASA Master Minimum Equipment ListHanh Trung Nguyen DucNo ratings yet
- Agri Siituational Analysis of ZambalesDocument33 pagesAgri Siituational Analysis of ZambalesCatherine ManaloNo ratings yet
- Reynold's Number CalculationDocument2 pagesReynold's Number CalculationHu Hin AngNo ratings yet
- PVS-100-120-TL - BCD.00662 - EN - Rev-I 1Document1 pagePVS-100-120-TL - BCD.00662 - EN - Rev-I 1Mohd Izham IdrisNo ratings yet
- System C Usage TutorialDocument38 pagesSystem C Usage TutorialJeffrey BrownNo ratings yet
- MechanizationDocument82 pagesMechanizationDeorene PulmanoNo ratings yet
- Product Information: Type: RCCB 2 and 4 Poles Reference: CD / Cds / CDJ / CF / CFJ / CDCDocument4 pagesProduct Information: Type: RCCB 2 and 4 Poles Reference: CD / Cds / CDJ / CF / CFJ / CDCJoxe Purizaga AraujoNo ratings yet
- AU202 Advanced ThermodynamicsDocument2 pagesAU202 Advanced ThermodynamicsVivek VenugopalNo ratings yet
- Plasterers Bead and Mesh. PVC - OriginalDocument11 pagesPlasterers Bead and Mesh. PVC - OriginalSowmiya Rajagopal100% (1)
- AUTOSAR SWS DiagnosticEventManagerDocument230 pagesAUTOSAR SWS DiagnosticEventManagerDhana SingarajaNo ratings yet
- Homemade Circuit ProjectsDocument5 pagesHomemade Circuit ProjectsOluchiNo ratings yet
- HP Man SM9.30 Programming Guide PDFDocument396 pagesHP Man SM9.30 Programming Guide PDFSrinidhi MaiyaNo ratings yet
- Apple PESTLE ReportDocument4 pagesApple PESTLE ReportAngeline SahagunNo ratings yet
- Catalogo Nocchi EN Release 2 PDFDocument328 pagesCatalogo Nocchi EN Release 2 PDFNeam DimorngNo ratings yet
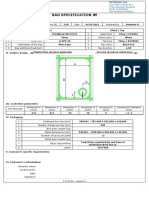
- Bag Specification 3LDocument1 pageBag Specification 3LBookWayNo ratings yet
- 5803 GreenshieldsJCB SSL CTL RB Iss1Document24 pages5803 GreenshieldsJCB SSL CTL RB Iss1Bindesh AgarwallaNo ratings yet
- Standard Settlement Instructions: Beneficiary S InformationDocument1 pageStandard Settlement Instructions: Beneficiary S InformationSofia AyalaNo ratings yet
- Control Limited Adaptive Histogram Equalization For Image EnhancementDocument10 pagesControl Limited Adaptive Histogram Equalization For Image Enhancementpi194043100% (1)
- ES2648 Grounding Req. Rev ADocument10 pagesES2648 Grounding Req. Rev AEduardo MoralesNo ratings yet
- Avr ToolkitDocument2 pagesAvr ToolkitAshfaq ShaikhNo ratings yet
- Al Draw Te XDocument4 pagesAl Draw Te XVlad ȘovărelNo ratings yet
- Iterature Eview: Customer's Loyalty and Online Banking ServicesDocument6 pagesIterature Eview: Customer's Loyalty and Online Banking ServicesRizwan AhmadNo ratings yet
- CA Cutsheets I 40 USDocument2 pagesCA Cutsheets I 40 USReynan BeldaNo ratings yet
- LTE RRC Connection Setup MessagingDocument10 pagesLTE RRC Connection Setup MessagingNagasravika BodapatiNo ratings yet