You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- 1.9.1.2-75B - BondArc WireDocument6 pages1.9.1.2-75B - BondArc WireGiovanni Cervera FerriolNo ratings yet
- Past Simple Past ContinuousDocument2 pagesPast Simple Past ContinuousEsmeralda Gonzalez80% (5)
- Leaders Eat Last - Book Summary - VWS - v2.0Document23 pagesLeaders Eat Last - Book Summary - VWS - v2.0REEM HAMDY100% (1)
- Ger 3928c Uprate Options Ms9001 Heavy Duty Gas TurbineDocument58 pagesGer 3928c Uprate Options Ms9001 Heavy Duty Gas Turbineamir moniriNo ratings yet
- Tafa Arc Spray Wire 1.9.1.2-60T - Arc Spray 13% Chrome SteelDocument5 pagesTafa Arc Spray Wire 1.9.1.2-60T - Arc Spray 13% Chrome SteelCarlos Gabriel EstergaardNo ratings yet
- GER3808c - r31 Uprate Options For The MS7001Document68 pagesGER3808c - r31 Uprate Options For The MS7001avisekhbNo ratings yet
- GER3808c - r31 Uprate Options For The MS7001Document68 pagesGER3808c - r31 Uprate Options For The MS7001avisekhbNo ratings yet
- Turbine A Gas GE Classe HADocument22 pagesTurbine A Gas GE Classe HAFederico PinnaNo ratings yet
- GE Turbinas MS6001Document64 pagesGE Turbinas MS6001Anonymous 7aN0oYUm7vNo ratings yet
- GE Turbinas MS6001Document64 pagesGE Turbinas MS6001Anonymous 7aN0oYUm7vNo ratings yet
- Ger 3620p Heavy Duty Gas Turbine Operating Maintenance ConsiderationsDocument64 pagesGer 3620p Heavy Duty Gas Turbine Operating Maintenance Considerationssoumya19800000000No ratings yet
- Югоизточна Европа под османско владичество 1354-1804Document531 pagesЮгоизточна Европа под османско владичество 1354-1804auroradentataNo ratings yet
- Social Responsibility and Managerial Ethics (Principles of Management)Document35 pagesSocial Responsibility and Managerial Ethics (Principles of Management)Reader94% (16)
- Prenatal DevelopmentDocument23 pagesPrenatal DevelopmentLF90No ratings yet
- CW18 PDFDocument2 pagesCW18 PDFjbsb2No ratings yet
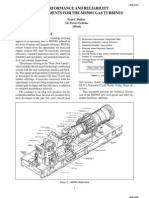
- Performance and Reliability Improvements For The Ms5001 Gas TurbinesDocument39 pagesPerformance and Reliability Improvements For The Ms5001 Gas TurbinesMuhammad Irfan AnwarNo ratings yet
- Cbs BookDocument294 pagesCbs Bookadmiralninja100% (1)
- International Standard: Plain Bearings - Metallic Multilayer Plain Bearings - Non-Destructive Penetrant TestingDocument16 pagesInternational Standard: Plain Bearings - Metallic Multilayer Plain Bearings - Non-Destructive Penetrant Testingcandra67% (3)
- CustomizingDocument5 pagesCustomizingEduardo Padilla Lozano100% (1)
- Grade 12 marketing principles course outlineDocument4 pagesGrade 12 marketing principles course outlineE-dlord M-alabanan100% (3)
- Nozzles Equivalent To GE MS9001E: 1st Stage Nozzle 2nd Stage NozzleDocument2 pagesNozzles Equivalent To GE MS9001E: 1st Stage Nozzle 2nd Stage NozzlecandraNo ratings yet
- G 22 FC Product Data Sheet (With Specs)Document1 pageG 22 FC Product Data Sheet (With Specs)candraNo ratings yet
- Ger 3928c Uprate Options ms9001 Heavy Duty Gas TurbineDocument3 pagesGer 3928c Uprate Options ms9001 Heavy Duty Gas TurbinecandraNo ratings yet
- GE MS9001E EquivalentShroudBlocks en E10259 5 2014 WEBDocument2 pagesGE MS9001E EquivalentShroudBlocks en E10259 5 2014 WEBcandraNo ratings yet
- 20121012982939589Document14 pages20121012982939589masoodkamaliNo ratings yet
- Advanced Materials For Land Based Gas TurbineDocument26 pagesAdvanced Materials For Land Based Gas TurbineEnary SalernoNo ratings yet
- Turbaloy 410 (SS 410) Data SheetDocument1 pageTurbaloy 410 (SS 410) Data SheetcandraNo ratings yet
- Thermal Spray Equipment and Surface Engineering SolutionsDocument1 pageThermal Spray Equipment and Surface Engineering SolutionscandraNo ratings yet
- Chemical Composition of Nickel AlloysDocument1 pageChemical Composition of Nickel AlloyscandraNo ratings yet
- Chemical Composition of Stainless Steel (P-2)Document1 pageChemical Composition of Stainless Steel (P-2)candraNo ratings yet
- Turbaloy 310 (SS-310) Data SheetDocument1 pageTurbaloy 310 (SS-310) Data SheetcandraNo ratings yet
- Chemical Composition of Stainless Steel (P-1)Document1 pageChemical Composition of Stainless Steel (P-1)candraNo ratings yet
- NZB 7 Wear Resistance EpoxyDocument2 pagesNZB 7 Wear Resistance EpoxycandraNo ratings yet
- NRZ 7 Vinyl Ester GlassflakeDocument2 pagesNRZ 7 Vinyl Ester GlassflakecandraNo ratings yet
- MSDS Sulzer Metco 4198Document10 pagesMSDS Sulzer Metco 4198candraNo ratings yet
- NZL 7 High Build Vinyl EsterDocument2 pagesNZL 7 High Build Vinyl EstercandraNo ratings yet
- MSDS SpraBabbitt-ADocument11 pagesMSDS SpraBabbitt-AcandraNo ratings yet
- Hpalloy X: High Performance Nickel Base Temp AlloyDocument4 pagesHpalloy X: High Performance Nickel Base Temp AlloycandraNo ratings yet
- Treatment: Animated Text Onstage:: Topic: Learning Objective: WMS Packages Module Introduction Display 1Document8 pagesTreatment: Animated Text Onstage:: Topic: Learning Objective: WMS Packages Module Introduction Display 1hikikNo ratings yet
- Unmas Ied Lexicon 0Document71 pagesUnmas Ied Lexicon 0Victor AryeeNo ratings yet
- PreciControl CMV IgG Avidity - Ms - 05942322190.V4.EnDocument2 pagesPreciControl CMV IgG Avidity - Ms - 05942322190.V4.EnARIF AHAMMED PNo ratings yet
- UX5HPDocument2 pagesUX5HPNazih ArifNo ratings yet
- Phillips Petroleum Co. v. Mississippi, 484 U.S. 469 (1988)Document21 pagesPhillips Petroleum Co. v. Mississippi, 484 U.S. 469 (1988)Scribd Government DocsNo ratings yet
- Approximate Methods For The Estimation of Muskingum Flood Routing ParametersDocument12 pagesApproximate Methods For The Estimation of Muskingum Flood Routing Parameterssherif ashrafNo ratings yet
- Teaching English Poetry at Secondary LevelDocument15 pagesTeaching English Poetry at Secondary LevelEngr Saud shahNo ratings yet
- COLORMATCHING GUIDELINES FOR DEMI-PERMANENT HAIR COLORDocument1 pageCOLORMATCHING GUIDELINES FOR DEMI-PERMANENT HAIR COLORss bbNo ratings yet
- KORT RENZO C. BESARIO BS NURSING LESSON REVIEWDocument3 pagesKORT RENZO C. BESARIO BS NURSING LESSON REVIEWDummy AccountNo ratings yet
- I. VHF CommunicationsDocument12 pagesI. VHF CommunicationsSamuel OyelowoNo ratings yet
- Peter Linz An Introduction To Formal Languages and Automata Solution ManualDocument4 pagesPeter Linz An Introduction To Formal Languages and Automata Solution ManualEvelyn RM0% (2)
- BIG-IP Access Policy Manager CustomizationDocument118 pagesBIG-IP Access Policy Manager CustomizationDhananjai SinghNo ratings yet
- The Principles Taj MahalDocument2 pagesThe Principles Taj MahalVishnuMohanNo ratings yet
- 4147ictte384 PDFDocument6 pages4147ictte384 PDFKandasamy AsohanNo ratings yet
- Compare and Contrast History EssayDocument9 pagesCompare and Contrast History EssayGiselle PosadaNo ratings yet
- TR 101 - Issue 2Document101 pagesTR 101 - Issue 2ergismiloNo ratings yet
- Basics of ECG Recording GuideDocument21 pagesBasics of ECG Recording GuideghoziNo ratings yet
- Inventions Crossword PuzzleDocument2 pagesInventions Crossword PuzzleAimri910% (1)
- Tulsi Ka Kavya Aur Samanvay Ki ChestaDocument6 pagesTulsi Ka Kavya Aur Samanvay Ki Chestaaman singhNo ratings yet
- TM Journal Class 5 Pharma Trademarks 2018Document1,192 pagesTM Journal Class 5 Pharma Trademarks 2018Tahir LabbeNo ratings yet
- Salon Lesson Plan 233-1Document7 pagesSalon Lesson Plan 233-1api-264569989No ratings yet