You might also like
- Q 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275Document6 pagesQ 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275BüşraNo ratings yet
- Q 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275Document6 pagesQ 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275BüşraNo ratings yet
- Us 4396789Document7 pagesUs 4396789Elias JúniorNo ratings yet
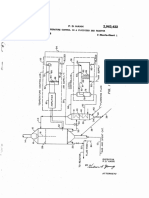
- Temperature Control in A Fluidized Bed Reactor: F. D, HannDocument5 pagesTemperature Control in A Fluidized Bed Reactor: F. D, HannFi FiyundaNo ratings yet
- S SSS L, SS S SS SN S SS S: March 19, 1968 N. L. Carr Etal 3,374,280Document4 pagesS SSS L, SS S SS SN S SS S: March 19, 1968 N. L. Carr Etal 3,374,280toastcfhNo ratings yet
- United States Patent Office: Patented Apr. 7, 1953Document3 pagesUnited States Patent Office: Patented Apr. 7, 1953Syahrul SandreaNo ratings yet
- Patent US4203906Document9 pagesPatent US4203906Santiago BorgesNo ratings yet
- 2 Stage WGSDocument8 pages2 Stage WGSaqhieypoenyaNo ratings yet
- US3047365Document4 pagesUS3047365hassan materialsNo ratings yet
- P. Profos: Filed April 21, 1959Document3 pagesP. Profos: Filed April 21, 1959Anonymous KzJcjGCJbNo ratings yet
- Ablative Flash Pyrolysis of Straw and Wood Bench-Scale ResultsDocument9 pagesAblative Flash Pyrolysis of Straw and Wood Bench-Scale ResultsGiriraj JoshiNo ratings yet
- Dohoo????????: 2,838,575 June 10, 1958Document5 pagesDohoo????????: 2,838,575 June 10, 1958Dorotea TirtaNo ratings yet
- United States Patent (19) : Hu Et AlDocument4 pagesUnited States Patent (19) : Hu Et AlSepti WidyaNo ratings yet
- Nov. 11, 1958 E. K. Jones Et Al: Manufacture of Isopropyl Benzene by Alkylation Filed JanDocument8 pagesNov. 11, 1958 E. K. Jones Et Al: Manufacture of Isopropyl Benzene by Alkylation Filed JanRizal EffendiNo ratings yet
- Oct. 2, 1962 J. W. M. Steeman 3,056,837: Process For Preparing HexamethylenediamineDocument3 pagesOct. 2, 1962 J. W. M. Steeman 3,056,837: Process For Preparing HexamethylenediaminezibaNo ratings yet
- Us3850741 PDFDocument6 pagesUs3850741 PDFGandhi YellapuNo ratings yet
- United States Patent To: 58) Field of Search ........ 260/671 P, 672 T, 671 R, 260/671 CDocument7 pagesUnited States Patent To: 58) Field of Search ........ 260/671 P, 672 T, 671 R, 260/671 CmasyNo ratings yet
- Us4324941 PDFDocument4 pagesUs4324941 PDFWira Pratiwi PinemNo ratings yet
- United States PatentDocument4 pagesUnited States Patentwiam wiamNo ratings yet
- United States Patent Office: Patented Mar. 21, 1950Document2 pagesUnited States Patent Office: Patented Mar. 21, 1950alexNo ratings yet
- Patent Pabrik Phenyl Ethyl AlcoholDocument6 pagesPatent Pabrik Phenyl Ethyl AlcoholFaizhal DimazNo ratings yet
- Bagan Dan Penjelasan PDFDocument3 pagesBagan Dan Penjelasan PDFYonatan AdiNo ratings yet
- United States Patent: 1,251,202 12/1917 Ellis.............................. 260/667Document6 pagesUnited States Patent: 1,251,202 12/1917 Ellis.............................. 260/667Septi WidyaNo ratings yet
- Proceeding of The Fertilizer Industry Round TableDocument32 pagesProceeding of The Fertilizer Industry Round TableKhánh ĐỗNo ratings yet
- US3218127Document6 pagesUS3218127PABLO URIZ CEREZONo ratings yet
- Us2503724 - Ca2941105a1Document8 pagesUs2503724 - Ca2941105a1Facundo MendezNo ratings yet
- US2960514Document4 pagesUS2960514PRASSAN SHAHNo ratings yet
- Evaluation of Co Carrying Capacity of Reactivated Cao by HydrationDocument23 pagesEvaluation of Co Carrying Capacity of Reactivated Cao by HydrationPiyush GodseNo ratings yet
- 44 - 4 - New Orleans - 08-99 - 0919Document5 pages44 - 4 - New Orleans - 08-99 - 0919Pernando Sihite WfNo ratings yet
- F. J. Klem 3,218,128 : Filed Sept. l0, 1962Document10 pagesF. J. Klem 3,218,128 : Filed Sept. l0, 1962Yourdan WijayaNo ratings yet
- Process DescriptionDocument5 pagesProcess DescriptionGurunath EpiliNo ratings yet
- Styrene (Recovered)Document7 pagesStyrene (Recovered)Mario VensfiseCrewNo ratings yet
- Éttorney: Nov. 1o, 1964Document7 pagesÉttorney: Nov. 1o, 1964Allex NorlandNo ratings yet
- United States Patent (191 - (11) 4,052,458: Klein Et Al. (45) Oct. 4, 1977Document3 pagesUnited States Patent (191 - (11) 4,052,458: Klein Et Al. (45) Oct. 4, 1977bvritNo ratings yet
- United States Patent (191 (111 4,088,742: Homme, Jr. (45) May 9, 1978Document11 pagesUnited States Patent (191 (111 4,088,742: Homme, Jr. (45) May 9, 1978Oji Luthpiansyah FazrinNo ratings yet
- US3679762Document5 pagesUS3679762Nateek SharmaNo ratings yet
- MetoxidoDocument8 pagesMetoxidocessavelinoNo ratings yet
- Us 5261Document3 pagesUs 5261tajudinNo ratings yet
- United States Patent 1191: Tu (45) Sep. 7, 1982Document4 pagesUnited States Patent 1191: Tu (45) Sep. 7, 1982AdyNo ratings yet
- United States Patent (19) : (52) U.S. C.260/583 KDocument5 pagesUnited States Patent (19) : (52) U.S. C.260/583 KkurniawanNo ratings yet
- US3743699Document12 pagesUS3743699Ruchita PoilkarNo ratings yet
- 39 - 4 - Washington DC - 08-94 - 1131Document5 pages39 - 4 - Washington DC - 08-94 - 1131DHe Vic'zNo ratings yet
- Illllìlllllll - Ill - Llllliiil: June 27, 1972 D, D. KaysDocument6 pagesIllllìlllllll - Ill - Llllliiil: June 27, 1972 D, D. KaysPrakash GovindanNo ratings yet
- United States Patent Office: Patented June 23, 1970Document2 pagesUnited States Patent Office: Patented June 23, 1970MãdãlinaStanciuNo ratings yet
- Some Effects of Pressure Forward and Reverse CombustionDocument11 pagesSome Effects of Pressure Forward and Reverse CombustionBahman MatouriNo ratings yet
- US1938609Document3 pagesUS1938609分析室信箱No ratings yet
- Hydration of A Terminal AlkyneDocument8 pagesHydration of A Terminal AlkyneMunna PatelNo ratings yet
- Butane Oxidation To Maleic Anhydride Kin PDFDocument13 pagesButane Oxidation To Maleic Anhydride Kin PDFPrasad ShahNo ratings yet
- Solar Energy ChillerDocument4 pagesSolar Energy Chilleraniketkulkarni1509No ratings yet
- Methanol From Biomass Via Stfam GasificationDocument4 pagesMethanol From Biomass Via Stfam GasificationelectroternalNo ratings yet
- United States Patent Office: Patented Feb. 6, 1951Document3 pagesUnited States Patent Office: Patented Feb. 6, 1951karmilaNo ratings yet
- Publication Number:: Europaisches Patentamt European Patent Office Office Européen Des BrevetsDocument13 pagesPublication Number:: Europaisches Patentamt European Patent Office Office Européen Des BrevetsdiegoNo ratings yet
- United States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlDocument5 pagesUnited States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlandiNo ratings yet
- Mitigation of Caustic Stress Corrosion C PDFDocument9 pagesMitigation of Caustic Stress Corrosion C PDFJean YureNo ratings yet
- US4232179Document10 pagesUS423217931415No ratings yet
- A Micromethod For The Determination of Uronic AcidDocument11 pagesA Micromethod For The Determination of Uronic AcidlortizudecNo ratings yet
- New Deaerator For Boiler FeedwaterDocument6 pagesNew Deaerator For Boiler Feedwaterarjmandquest100% (1)
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDocument6 pagesApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohNo ratings yet
- Respiration Calorimeters for Studying the Respiratory Exchange and Energy Transformations of ManFrom EverandRespiration Calorimeters for Studying the Respiratory Exchange and Energy Transformations of ManNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Comparative Analysis of Cyclohexane Production From Benzene and Hydrogen: Via Simulation and Sustainability Evaluator ApproachDocument10 pagesComparative Analysis of Cyclohexane Production From Benzene and Hydrogen: Via Simulation and Sustainability Evaluator ApproachBüşraNo ratings yet
- Shell and Tube HX Basic CalculationDocument35 pagesShell and Tube HX Basic Calculationวรศิษฐ์ อ๋องNo ratings yet
- CCRmanual54 PDFDocument140 pagesCCRmanual54 PDFrajindo1No ratings yet
- Membrane Distillation Basics Advances and ApplicatDocument22 pagesMembrane Distillation Basics Advances and ApplicatBüşraNo ratings yet
- Analysis of Fuel Oxygenates in The EnvironmentDocument10 pagesAnalysis of Fuel Oxygenates in The EnvironmentBüşraNo ratings yet
- Vapor-Phase Chemical Equilibrium For The Hydrogenation of Benzene To Cyclohexane From Reaction-Ensemble GazDocument13 pagesVapor-Phase Chemical Equilibrium For The Hydrogenation of Benzene To Cyclohexane From Reaction-Ensemble GazebrarNo ratings yet
- Mathematical Model and System Identification To Optimize Inputs Conditions For Plant Design of CyclohexaneDocument28 pagesMathematical Model and System Identification To Optimize Inputs Conditions For Plant Design of CyclohexaneBüşraNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument13 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentBüşraNo ratings yet
- Mathematical Model and System Identification To Optimize Inputs Conditions For Plant Design of CyclohexaneDocument24 pagesMathematical Model and System Identification To Optimize Inputs Conditions For Plant Design of CyclohexaneBüşraNo ratings yet
- Matbal 001 Flowsheet CycloHexaneDocument23 pagesMatbal 001 Flowsheet CycloHexanesoniyalavangareNo ratings yet
- V Paper 12Document12 pagesV Paper 12BüşraNo ratings yet
- Comparative Analysis of Cyclohexane Production From Benzene and Hydrogen: Via Simulation and Sustainability Evaluator ApproachDocument10 pagesComparative Analysis of Cyclohexane Production From Benzene and Hydrogen: Via Simulation and Sustainability Evaluator ApproachBüşraNo ratings yet
- United States Patent (10) Patent No.: US 6,187,980 B1Document6 pagesUnited States Patent (10) Patent No.: US 6,187,980 B1BüşraNo ratings yet
- Cyclohexane Production Process: Hydrogenation of Benzene: Maurizio FermegliaDocument20 pagesCyclohexane Production Process: Hydrogenation of Benzene: Maurizio FermegliaBüşraNo ratings yet
- Selective Extraction of Benzene From Benzene-Cyclohexane Mixture Using 1-Ethyl-3-Methylimidazolium Tetrafluoroborate Ionic LiquidDocument8 pagesSelective Extraction of Benzene From Benzene-Cyclohexane Mixture Using 1-Ethyl-3-Methylimidazolium Tetrafluoroborate Ionic LiquidBüşraNo ratings yet
- Shell and Tube HX Basic CalculationDocument35 pagesShell and Tube HX Basic Calculationวรศิษฐ์ อ๋องNo ratings yet
- V Paper 12Document12 pagesV Paper 12BüşraNo ratings yet
- Mathematical Model and System Identification To Optimize Inputs Conditions For Plant Design of CyclohexaneDocument24 pagesMathematical Model and System Identification To Optimize Inputs Conditions For Plant Design of CyclohexaneBüşraNo ratings yet
- Hazardous Substance Fact Sheet: Right To KnowDocument6 pagesHazardous Substance Fact Sheet: Right To KnowBüşraNo ratings yet
- Mathematical Model and System Identification To Optimize Inputs Conditions For Plant Design of CyclohexaneDocument24 pagesMathematical Model and System Identification To Optimize Inputs Conditions For Plant Design of CyclohexaneBüşraNo ratings yet
- Matbal 001 Flowsheet CycloHexaneDocument23 pagesMatbal 001 Flowsheet CycloHexanesoniyalavangareNo ratings yet
- Material Safety Data SheetDocument4 pagesMaterial Safety Data SheetBüşraNo ratings yet
- Enthalpies of Vaporization and Vapor Pressures of Some Deuterated Hydrocarbons. Liquid-Vapor Pressure Isotope EffectsDocument12 pagesEnthalpies of Vaporization and Vapor Pressures of Some Deuterated Hydrocarbons. Liquid-Vapor Pressure Isotope EffectsBüşraNo ratings yet
- Kinetic Modeling of Liquid-Phase Hydrogenation ReactionsDocument51 pagesKinetic Modeling of Liquid-Phase Hydrogenation ReactionsBüşraNo ratings yet
- DissertationDocument90 pagesDissertationBüşraNo ratings yet
- Chemcad Examples Ccex-En20062002Document75 pagesChemcad Examples Ccex-En20062002Walter Rigamonti100% (2)
- Cyclohexane 123Document91 pagesCyclohexane 123IsmaelovfNo ratings yet
- Comparative Analysis of Cyclohexane Production From Benzene and Hydrogen: Via Simulation and Sustainability Evaluator ApproachDocument10 pagesComparative Analysis of Cyclohexane Production From Benzene and Hydrogen: Via Simulation and Sustainability Evaluator ApproachBüşraNo ratings yet
- Unit - II Process in Organic Chemical manufacture-II HydrogenationDocument15 pagesUnit - II Process in Organic Chemical manufacture-II HydrogenationMaahir AppNo ratings yet
- 1.5 Enzyme Kinetics 2Document25 pages1.5 Enzyme Kinetics 2Astra BeckettNo ratings yet
- Butadiene and Benzene ManufactureDocument10 pagesButadiene and Benzene ManufactureAnonymous RJkpep7D0rNo ratings yet
- US Patent Manufacturing of Propylene GlycolDocument5 pagesUS Patent Manufacturing of Propylene GlycolRegiyanti RNo ratings yet
- Voet Chapt 11Document112 pagesVoet Chapt 11Sandhya KanetkarNo ratings yet
- The Mechanism and Kinetics of Methyl Isobutyl Ketone Synthesis From Acetone Over Ion-Exchanged HydroxyapatiteDocument10 pagesThe Mechanism and Kinetics of Methyl Isobutyl Ketone Synthesis From Acetone Over Ion-Exchanged HydroxyapatiteJihan RosyadahNo ratings yet
- UVEB Technology With 1.5 Nanometer Heteroatom Titanates ZirconatesDocument106 pagesUVEB Technology With 1.5 Nanometer Heteroatom Titanates ZirconatesMikhil RankaNo ratings yet
- Kinetic Modeling and Simulation of The Selective Hydrogenation of The C - Cut of A Thermal Cracking UnitDocument8 pagesKinetic Modeling and Simulation of The Selective Hydrogenation of The C - Cut of A Thermal Cracking UnitAdrian Fernandez BelloNo ratings yet
- Us 5231222Document11 pagesUs 5231222Ratu TiaraNo ratings yet
- The Hydrogenation of Nitrobenzene To Aniline: A New MechanismDocument4 pagesThe Hydrogenation of Nitrobenzene To Aniline: A New MechanismMaxel Abe DamuagNo ratings yet
- 1998-Plasma Reforming of MethaneDocument8 pages1998-Plasma Reforming of MethaneakkusawNo ratings yet
- Gce o Level Chemistry Syllabus 2013Document42 pagesGce o Level Chemistry Syllabus 2013Shamala NadarajuNo ratings yet
- Microcellular Shoes Ole SystemsDocument10 pagesMicrocellular Shoes Ole SystemsA Mahmood100% (1)
- Catalytic Bleaching of Cotton - Thesis - Topalovic PDFDocument195 pagesCatalytic Bleaching of Cotton - Thesis - Topalovic PDFeduardoaffre100% (1)
- Chemistry Unit 5 Part 2Document80 pagesChemistry Unit 5 Part 2Will AndyNo ratings yet
- Alkanes Alkenes AlkynesDocument10 pagesAlkanes Alkenes AlkynesPanda Boy100% (2)
- CHM Flio HAHA FAILDocument26 pagesCHM Flio HAHA FAILLoi Reng TeckNo ratings yet
- Assignment CH62Document3 pagesAssignment CH62Swathi SNo ratings yet
- Cambridge International General Certificate of Secondary EducationDocument484 pagesCambridge International General Certificate of Secondary EducationolaNo ratings yet
- Surface Structure and Catalytic Activity of Sulfided Moo,/Al, O, Catalysts: Hydrodesulfurization and Hydrogenation ActivitiesDocument8 pagesSurface Structure and Catalytic Activity of Sulfided Moo,/Al, O, Catalysts: Hydrodesulfurization and Hydrogenation ActivitiesAhmad Edwin Al HasyirNo ratings yet
- Classification and Nomenclature of EnzymesDocument17 pagesClassification and Nomenclature of EnzymesSiddharth RajamohananNo ratings yet
- NPTL 2Document254 pagesNPTL 2vigeshNo ratings yet
- Cap 1Document10 pagesCap 1Oscar Bello LemusNo ratings yet
- Adebajo - Methylation of Benzene With MethanolDocument8 pagesAdebajo - Methylation of Benzene With MethanolWilly DinataNo ratings yet
- Computational Modeling of Homogeneous Catalysis - Feliu MaserasDocument375 pagesComputational Modeling of Homogeneous Catalysis - Feliu MaserasPatrașcu IulianNo ratings yet
- Vol 48 - 2 0002Document103 pagesVol 48 - 2 0002lindaoctNo ratings yet
- Bioreactors Analysis and DesignDocument511 pagesBioreactors Analysis and DesignVanessa GrüberNo ratings yet
- Saha Et Al-2019-Advanced Synthesis & CatalysisDocument10 pagesSaha Et Al-2019-Advanced Synthesis & CatalysisItzel Rendon EugenioNo ratings yet
- An Investigation of Tio2-Znfe2o4 Nanocomposites For Visible LightDocument124 pagesAn Investigation of Tio2-Znfe2o4 Nanocomposites For Visible LightVăn Đại - BKHN100% (1)
- Simple Enzyme Kinetics I. Enzyme Inhibition - InhibitorsDocument2 pagesSimple Enzyme Kinetics I. Enzyme Inhibition - InhibitorsfintastellaNo ratings yet