You might also like
- Shell and Tube HX Basic CalculationDocument35 pagesShell and Tube HX Basic Calculationวรศิษฐ์ อ๋องNo ratings yet
- Shell and Tube HX Basic CalculationDocument35 pagesShell and Tube HX Basic Calculationวรศิษฐ์ อ๋องNo ratings yet
- Refrieration Unit Lab ReportDocument29 pagesRefrieration Unit Lab ReportNor Elina Ahmad100% (9)
- Manufacturing of Liquid Nitrogen ReportDocument23 pagesManufacturing of Liquid Nitrogen Reportneeltambe100% (2)
- Higher Pressure Improves PA RecoveryDocument7 pagesHigher Pressure Improves PA RecoveryFaizhal DimazNo ratings yet
- United States Patent: (10) Patent No.: US 7,910,784 B2Document5 pagesUnited States Patent: (10) Patent No.: US 7,910,784 B2Chandra AdityaNo ratings yet
- Us6210562 PDFDocument8 pagesUs6210562 PDFSyuhadah NoordinNo ratings yet
- Us3607960 PDFDocument7 pagesUs3607960 PDFMuhammad Ridho RamdhaniNo ratings yet
- United States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003Document5 pagesUnited States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003GI2015No ratings yet
- United States Patent (19) : Obenaus Et Al. (54) Process For Producing High PurityDocument8 pagesUnited States Patent (19) : Obenaus Et Al. (54) Process For Producing High PurityfitriNo ratings yet
- United States Patent (19) : Daly Et Al. 11) 4,436,836Document9 pagesUnited States Patent (19) : Daly Et Al. 11) 4,436,836arif thoha bariklanaNo ratings yet
- US3903185Document6 pagesUS3903185Muhammad Akbar FahleviNo ratings yet
- United States Patent (19) : Hu Et AlDocument4 pagesUnited States Patent (19) : Hu Et AlSepti WidyaNo ratings yet
- United States Patent: (12) (10) Patent No.: US 7482.410 B2Document15 pagesUnited States Patent: (12) (10) Patent No.: US 7482.410 B2ariefNo ratings yet
- United States Patent (19) 11 4,083,889: 51 Int. Cl. ........................ Coic 1/24 Co7.c 11/04 ''Document8 pagesUnited States Patent (19) 11 4,083,889: 51 Int. Cl. ........................ Coic 1/24 Co7.c 11/04 ''irfan mahierNo ratings yet
- Us 6489527Document6 pagesUs 6489527Gracelia IrmalindaNo ratings yet
- Us 4479925Document5 pagesUs 4479925Katherine Benavides VillenaNo ratings yet
- US7387748Document7 pagesUS7387748MaboodNo ratings yet
- Process for Carbonylation of Ethylene Improves Catalyst Life with Higher Ethylene:CO RatioDocument7 pagesProcess for Carbonylation of Ethylene Improves Catalyst Life with Higher Ethylene:CO RatioMary Grace VelitarioNo ratings yet
- Us 3625879 PatentDocument8 pagesUs 3625879 PatentJuPe Juniawan PrakosoNo ratings yet
- Ethyl Benzene 1978Document8 pagesEthyl Benzene 1978Annisa SetyantariNo ratings yet
- Syngas Composition FIX Haldor Topsoe US6224789B1Document4 pagesSyngas Composition FIX Haldor Topsoe US6224789B1Ilham FajriNo ratings yet
- Us 7977524Document8 pagesUs 7977524bazil17No ratings yet
- Us 4772757Document8 pagesUs 4772757Naomi HerreraNo ratings yet
- Patent Pabrik Phenyl Ethyl AlcoholDocument6 pagesPatent Pabrik Phenyl Ethyl AlcoholFaizhal DimazNo ratings yet
- Us4324941 PDFDocument4 pagesUs4324941 PDFWira Pratiwi PinemNo ratings yet
- Patent settlement acceleratorDocument4 pagesPatent settlement acceleratorDavid Diaz PadillaNo ratings yet
- US3679762Document5 pagesUS3679762Nateek SharmaNo ratings yet
- Us5799507 - ScoreDocument19 pagesUs5799507 - ScoreDiego1980bNo ratings yet
- United States Patent (19) : Lightner Oct. 17, 2000Document6 pagesUnited States Patent (19) : Lightner Oct. 17, 2000Ira RamadhaniNo ratings yet
- Process for Obtaining Phthalic Anhydride Using Specific CatalystDocument15 pagesProcess for Obtaining Phthalic Anhydride Using Specific CatalystGunung PatiselatanNo ratings yet
- Polyurethane foam catalyst compositionDocument10 pagesPolyurethane foam catalyst compositiondewiNo ratings yet
- Us 4776288Document7 pagesUs 4776288nguyenhuutan91No ratings yet
- US4684750Document4 pagesUS4684750Deep PatelNo ratings yet
- US4232179Document10 pagesUS423217931415No ratings yet
- United States Patent: (75) Inventors: Guy Joseph Clamen, Opio (FR)Document5 pagesUnited States Patent: (75) Inventors: Guy Joseph Clamen, Opio (FR)Long An DoNo ratings yet
- United States Patent (10) Patent No.: US 6,422,017 B1: Bassily (45) Date of Patent: Jul. 23, 2002Document31 pagesUnited States Patent (10) Patent No.: US 6,422,017 B1: Bassily (45) Date of Patent: Jul. 23, 2002Narendra singh rawatNo ratings yet
- United States Patent (10) Patent No.: US 8,158,822 B2Document4 pagesUnited States Patent (10) Patent No.: US 8,158,822 B2JFPacNo ratings yet
- Us 5079267Document8 pagesUs 5079267annisa mifhtantiNo ratings yet
- US5201949Document6 pagesUS5201949panxiaozheNo ratings yet
- Iii-Iii Iih: United States Patent 19 11 Patent Number: 5,685,972Document14 pagesIii-Iii Iih: United States Patent 19 11 Patent Number: 5,685,972Muhamad FebryandriNo ratings yet
- United States Patent (19) : Filed: Apr. 20, 1977 57Document5 pagesUnited States Patent (19) : Filed: Apr. 20, 1977 57Iqbal KhanNo ratings yet
- United States Patent (10) Patent No.: US 7,579,383 B2: Lattner (45) Date of Patent: Aug. 25, 2009Document14 pagesUnited States Patent (10) Patent No.: US 7,579,383 B2: Lattner (45) Date of Patent: Aug. 25, 2009ahmadNo ratings yet
- United States Patent (19) : MitchellDocument4 pagesUnited States Patent (19) : Mitchellrichris orvanidisNo ratings yet
- United States Patent (10) Patent No.: US 6,397,599 B1: Theis Et Al. (45) Date of Patent: Jun. 4, 2002Document6 pagesUnited States Patent (10) Patent No.: US 6,397,599 B1: Theis Et Al. (45) Date of Patent: Jun. 4, 2002Refi RahmanNo ratings yet
- US7390358Document8 pagesUS7390358lic.escobar2018No ratings yet
- FGFHGHJHJKDocument9 pagesFGFHGHJHJKMary Grace VelitarioNo ratings yet
- US4115424Document6 pagesUS4115424Muhammad Akbar FahleviNo ratings yet
- EP00965592NWB1Document10 pagesEP00965592NWB1muyodi yahayaNo ratings yet
- United States PatentDocument4 pagesUnited States Patentwiam wiamNo ratings yet
- Additive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Document6 pagesAdditive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Pothiraj KrishnanNo ratings yet
- Continuous refractoryless gypsum calcining methodDocument15 pagesContinuous refractoryless gypsum calcining methodIwan TirtaNo ratings yet
- United States Patent (19) : (45) Date of Patent: Sep. 15, 1998Document8 pagesUnited States Patent (19) : (45) Date of Patent: Sep. 15, 1998Jesús MirelesNo ratings yet
- US6607694Document9 pagesUS6607694MaboodNo ratings yet
- US6235961Document11 pagesUS6235961Sidharth SinghNo ratings yet
- United States Patent (19) : EaringDocument7 pagesUnited States Patent (19) : EaringVansala GanesanNo ratings yet
- Hidrogenación 2Document8 pagesHidrogenación 2Adrian vilariño gonzalezNo ratings yet
- United States Patent (19) : Hopkins Et Al. Aug. 13, 1985Document4 pagesUnited States Patent (19) : Hopkins Et Al. Aug. 13, 1985choloqfNo ratings yet
- Patent US4364917 Mantap PDFDocument4 pagesPatent US4364917 Mantap PDFTius TanNo ratings yet
- 2008 March 4 Acetaldehyde From Ethylene OxidationDocument4 pages2008 March 4 Acetaldehyde From Ethylene OxidationameymurudkarNo ratings yet
- Continuous process for producing propylene oxide from propylene chlorohydrinDocument8 pagesContinuous process for producing propylene oxide from propylene chlorohydrinWidya Isti AriantiNo ratings yet
- United States Patent (19) : L 0/2 M80 SRDocument6 pagesUnited States Patent (19) : L 0/2 M80 SRMARIELA PANIAGUA SAAVEDRANo ratings yet
- Acido PropionicoDocument6 pagesAcido Propionicoromina orellanaNo ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- Mathematical Model and System Identification To Optimize Inputs Conditions For Plant Design of CyclohexaneDocument28 pagesMathematical Model and System Identification To Optimize Inputs Conditions For Plant Design of CyclohexaneBüşraNo ratings yet
- Analysis of Fuel Oxygenates in The EnvironmentDocument10 pagesAnalysis of Fuel Oxygenates in The EnvironmentBüşraNo ratings yet
- Membrane Distillation Basics Advances and ApplicatDocument22 pagesMembrane Distillation Basics Advances and ApplicatBüşraNo ratings yet
- Comparative Analysis of Cyclohexane Production From Benzene and Hydrogen: Via Simulation and Sustainability Evaluator ApproachDocument10 pagesComparative Analysis of Cyclohexane Production From Benzene and Hydrogen: Via Simulation and Sustainability Evaluator ApproachBüşraNo ratings yet
- Vapor-Phase Chemical Equilibrium For The Hydrogenation of Benzene To Cyclohexane From Reaction-Ensemble GazDocument13 pagesVapor-Phase Chemical Equilibrium For The Hydrogenation of Benzene To Cyclohexane From Reaction-Ensemble GazebrarNo ratings yet
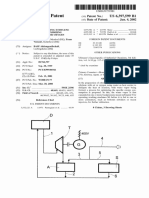
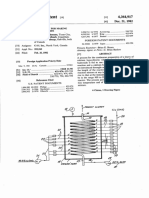
- United States Patent (10) Patent No.: US 6,187,980 B1Document6 pagesUnited States Patent (10) Patent No.: US 6,187,980 B1BüşraNo ratings yet
- Q 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275Document6 pagesQ 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275BüşraNo ratings yet
- CCRmanual54 PDFDocument140 pagesCCRmanual54 PDFrajindo1No ratings yet
- Matbal 001 Flowsheet CycloHexaneDocument23 pagesMatbal 001 Flowsheet CycloHexanesoniyalavangareNo ratings yet
- Method for Starting-Up Naphtha Fraction Hydrotreating ReactorDocument13 pagesMethod for Starting-Up Naphtha Fraction Hydrotreating ReactorBüşraNo ratings yet
- Mathematical Model and System Identification To Optimize Inputs Conditions For Plant Design of CyclohexaneDocument24 pagesMathematical Model and System Identification To Optimize Inputs Conditions For Plant Design of CyclohexaneBüşraNo ratings yet
- Selective Extraction of Benzene From Benzene-Cyclohexane Mixture Using 1-Ethyl-3-Methylimidazolium Tetrafluoroborate Ionic LiquidDocument8 pagesSelective Extraction of Benzene From Benzene-Cyclohexane Mixture Using 1-Ethyl-3-Methylimidazolium Tetrafluoroborate Ionic LiquidBüşraNo ratings yet
- V Paper 12Document12 pagesV Paper 12BüşraNo ratings yet
- Comparative Analysis of Cyclohexane Production From Benzene and Hydrogen: Via Simulation and Sustainability Evaluator ApproachDocument10 pagesComparative Analysis of Cyclohexane Production From Benzene and Hydrogen: Via Simulation and Sustainability Evaluator ApproachBüşraNo ratings yet
- V Paper 12Document12 pagesV Paper 12BüşraNo ratings yet
- Vapor pressures and enthalpies of deuterated hydrocarbonsDocument12 pagesVapor pressures and enthalpies of deuterated hydrocarbonsBüşraNo ratings yet
- Cyclohexane Production Process SimulationDocument20 pagesCyclohexane Production Process SimulationBüşraNo ratings yet
- Q 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275Document6 pagesQ 3. Yaziliavis U: Sept. 20, 1966 J. F. Hutto Etal 3,274,275BüşraNo ratings yet
- Mathematical Model and System Identification To Optimize Inputs Conditions For Plant Design of CyclohexaneDocument24 pagesMathematical Model and System Identification To Optimize Inputs Conditions For Plant Design of CyclohexaneBüşraNo ratings yet
- Hazardous Substance Fact Sheet: Right To KnowDocument6 pagesHazardous Substance Fact Sheet: Right To KnowBüşraNo ratings yet
- DissertationDocument90 pagesDissertationBüşraNo ratings yet
- Matbal 001 Flowsheet CycloHexaneDocument23 pagesMatbal 001 Flowsheet CycloHexanesoniyalavangareNo ratings yet
- Kinetic Modeling of Liquid-Phase Hydrogenation ReactionsDocument51 pagesKinetic Modeling of Liquid-Phase Hydrogenation ReactionsBüşraNo ratings yet
- Chemcad Examples Ccex-En20062002Document75 pagesChemcad Examples Ccex-En20062002Walter Rigamonti100% (2)
- Mathematical Model and System Identification To Optimize Inputs Conditions For Plant Design of CyclohexaneDocument24 pagesMathematical Model and System Identification To Optimize Inputs Conditions For Plant Design of CyclohexaneBüşraNo ratings yet
- Material Safety Data SheetDocument4 pagesMaterial Safety Data SheetBüşraNo ratings yet
- Cyclohexane 123Document91 pagesCyclohexane 123IsmaelovfNo ratings yet
- Comparative Analysis of Cyclohexane Production From Benzene and Hydrogen: Via Simulation and Sustainability Evaluator ApproachDocument10 pagesComparative Analysis of Cyclohexane Production From Benzene and Hydrogen: Via Simulation and Sustainability Evaluator ApproachBüşraNo ratings yet
- Ch6 ThermoDocument9 pagesCh6 Thermoyui3456No ratings yet
- EXPERIMENT 3 Hydrogen by ComplexDocument3 pagesEXPERIMENT 3 Hydrogen by ComplexOm PhileNo ratings yet
- Technical Data Sheet for PLEXTOL R 825 N Acrylic DispersionDocument1 pageTechnical Data Sheet for PLEXTOL R 825 N Acrylic DispersionTùng Nguyễn XuânNo ratings yet
- Advanced Chemical Engineering Thermodynamics (Cheg6121) : Review of Basic ThermodynamicsDocument74 pagesAdvanced Chemical Engineering Thermodynamics (Cheg6121) : Review of Basic ThermodynamicsetayhailuNo ratings yet
- Rac NotesDocument16 pagesRac NotesJohnRay LominoqueNo ratings yet
- Yuan-Pin Huang Department of Chemical and Materials Engineering, Cheng Shiu UniversityDocument88 pagesYuan-Pin Huang Department of Chemical and Materials Engineering, Cheng Shiu University灰太狼No ratings yet
- Organic Lab - Distillation PDFDocument2 pagesOrganic Lab - Distillation PDFDaryayBaharNo ratings yet
- Microwave Mediated Green Synthesis of Copper Nanoparticles Using Aqueous Extract of Seeds and Particles CharacterisationDocument12 pagesMicrowave Mediated Green Synthesis of Copper Nanoparticles Using Aqueous Extract of Seeds and Particles Characterisationmiguel salasNo ratings yet
- Assignment 3 Polymeric Materials VU21218Document8 pagesAssignment 3 Polymeric Materials VU21218Sabil HaqNo ratings yet
- Jee-Main - Numeric Value Questions - ChemistryyyyyyyyyyyyyyyyyyyyDocument111 pagesJee-Main - Numeric Value Questions - ChemistryyyyyyyyyyyyyyyyyyyySai GokulNo ratings yet
- H2 CHEMISTRY SYLLABUS AND ASSESSMENTDocument48 pagesH2 CHEMISTRY SYLLABUS AND ASSESSMENTSherman HoNo ratings yet
- Shell and Tube Heat Exchanger ExperimentDocument38 pagesShell and Tube Heat Exchanger ExperimentJimNo ratings yet
- Subshells and OrbitalsDocument29 pagesSubshells and OrbitalsRhythm's PathakNo ratings yet
- Thermodynamics PDFDocument24 pagesThermodynamics PDFJasmine CortezNo ratings yet
- Question Database For Amount of SubstancesDocument23 pagesQuestion Database For Amount of SubstancesKamrul Alam MasumNo ratings yet
- Chemistry: PAPER 3 Practical TestDocument8 pagesChemistry: PAPER 3 Practical TestTawandaNo ratings yet
- Answer For Problem Exercise: 1. Conceptual QuestionDocument2 pagesAnswer For Problem Exercise: 1. Conceptual Questionstill jungkookNo ratings yet
- Thermal power plant introductionDocument39 pagesThermal power plant introductionPhanindra Guttula50% (2)
- Vidyamandir Classes Stoichiometry HomeworkDocument1 pageVidyamandir Classes Stoichiometry Homeworknaveen_halkNo ratings yet
- Thermal aspects in metal cuttingDocument14 pagesThermal aspects in metal cuttingCORONA EVENTNo ratings yet
- Combined Spectra ProblemsDocument11 pagesCombined Spectra ProblemsUsama khanNo ratings yet
- Mathalino: Newton'S Law of CoolingDocument3 pagesMathalino: Newton'S Law of CoolingArnold ApostolNo ratings yet
- Salt Hydrolysis Classification and ReactionsDocument13 pagesSalt Hydrolysis Classification and ReactionsRinda As Eta0% (1)
- Enzyme Inhibition Types & Allosteric RegulationDocument2 pagesEnzyme Inhibition Types & Allosteric RegulationfintastellaNo ratings yet
- 422 Chem Part2Document202 pages422 Chem Part2Yui YamamotoNo ratings yet
- Food PolymersDocument8 pagesFood PolymersfitsnjNo ratings yet
- Josa 42 3 200Document4 pagesJosa 42 3 200jan dildoNo ratings yet
- Chapter 18 ElectrochemistryDocument17 pagesChapter 18 ElectrochemistryNefliNo ratings yet