You might also like
- United States Patent (19) : Daly Et Al. 11) 4,436,836Document9 pagesUnited States Patent (19) : Daly Et Al. 11) 4,436,836arif thoha bariklanaNo ratings yet
- Us 4377495Document5 pagesUs 4377495DWNLD USRMLNo ratings yet
- Purezas PTADocument7 pagesPurezas PTAAdrian vilariño gonzalezNo ratings yet
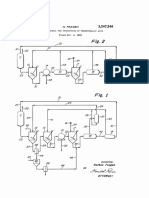
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDocument6 pagesApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohNo ratings yet
- United States Patent (19) : Hopkins Et Al. Aug. 13, 1985Document4 pagesUnited States Patent (19) : Hopkins Et Al. Aug. 13, 1985choloqfNo ratings yet
- Us 6034269Document5 pagesUs 6034269Rahmat SunaryaNo ratings yet
- US4235766Document5 pagesUS4235766هیمن مNo ratings yet
- US4684750Document4 pagesUS4684750Deep PatelNo ratings yet
- United States Patent (10) Patent N0.: US 6,743,952 B2Document8 pagesUnited States Patent (10) Patent N0.: US 6,743,952 B2Rizka AndhikaNo ratings yet
- US4094913Document4 pagesUS4094913Ranjana MadabushiNo ratings yet
- US4997584Document4 pagesUS4997584Mohamad Reza JahanbakhshNo ratings yet
- Patente Del Ibuprofeno (US4981995)Document16 pagesPatente Del Ibuprofeno (US4981995)María de los Milagros LedesmaNo ratings yet
- US4841089Document5 pagesUS4841089Suharti RifaiNo ratings yet
- US4882397Document19 pagesUS4882397MorkizgaNo ratings yet
- Higher Pressure Improves PA RecoveryDocument7 pagesHigher Pressure Improves PA RecoveryFaizhal DimazNo ratings yet
- THF Production GuideDocument6 pagesTHF Production GuideMaximiliano TaubeNo ratings yet
- US4450090Document6 pagesUS4450090Abdulrahman HamdanNo ratings yet
- United States Patent (19) : Charleston, Both of W. Va.Document10 pagesUnited States Patent (19) : Charleston, Both of W. Va.andari yuta palwaNo ratings yet
- United States Patent 1191: Tu (45) Sep. 7, 1982Document4 pagesUnited States Patent 1191: Tu (45) Sep. 7, 1982AdyNo ratings yet
- United States Patent (19) : Argento Et AlDocument11 pagesUnited States Patent (19) : Argento Et AlSoh Ming LunNo ratings yet
- United States Patent (19) : Obenaus Et Al. (54) Process For Producing High PurityDocument8 pagesUnited States Patent (19) : Obenaus Et Al. (54) Process For Producing High PurityfitriNo ratings yet
- United States Patent (19) : DudgeonDocument6 pagesUnited States Patent (19) : DudgeonGlasst Innovacion 2019No ratings yet
- United States Patent (19) : Hu Et AlDocument4 pagesUnited States Patent (19) : Hu Et AlSepti WidyaNo ratings yet
- US4880550Document6 pagesUS4880550Sachin PatilNo ratings yet
- Us2503724 - Ca2941105a1Document8 pagesUs2503724 - Ca2941105a1Facundo MendezNo ratings yet
- Role - E.: United States Patent 19Document6 pagesRole - E.: United States Patent 19prasanNo ratings yet
- Deactivating olefin polymerization catalystsDocument7 pagesDeactivating olefin polymerization catalystsUřvah AbbasNo ratings yet
- Process for Deodorizing Isopropyl Alcohol Using Silver-Treated Cation Exchange ResinDocument4 pagesProcess for Deodorizing Isopropyl Alcohol Using Silver-Treated Cation Exchange ResinMani ChemistNo ratings yet
- US4780224Document4 pagesUS4780224Mohamad Reza JahanbakhshNo ratings yet
- US4657689Document6 pagesUS4657689haleemrayyanNo ratings yet
- Patent On Peroxide Stablization AlkalineDocument5 pagesPatent On Peroxide Stablization AlkalineparagNo ratings yet
- HidrogenaciónDocument14 pagesHidrogenaciónAdrian vilariño gonzalezNo ratings yet
- Patent US4364917 Mantap PDFDocument4 pagesPatent US4364917 Mantap PDFTius TanNo ratings yet
- US patent for producing phthalic anhydrideDocument9 pagesUS patent for producing phthalic anhydrideRiza Shinta RNo ratings yet
- United States PatentDocument5 pagesUnited States PatentRefi RahmanNo ratings yet
- Us 4378342Document9 pagesUs 4378342هیمن مNo ratings yet
- Us 4885268Document4 pagesUs 4885268Paravastu VinuthaNo ratings yet
- FGFHGHJHJKDocument9 pagesFGFHGHJHJKMary Grace VelitarioNo ratings yet
- United States Patent (19) : Filed. Oct. 5, 1977Document3 pagesUnited States Patent (19) : Filed. Oct. 5, 1977Alexander Franco CastrillonNo ratings yet
- United States Patent (19) 11 4,083,889: 51 Int. Cl. ........................ Coic 1/24 Co7.c 11/04 ''Document8 pagesUnited States Patent (19) 11 4,083,889: 51 Int. Cl. ........................ Coic 1/24 Co7.c 11/04 ''irfan mahierNo ratings yet
- Separación de AzeotropoDocument2 pagesSeparación de AzeotropoLaura GarciaNo ratings yet
- Development of A Commercial Process To Produce TetrahydrofuranDocument9 pagesDevelopment of A Commercial Process To Produce TetrahydrofuranMaria Mikaela PelagioNo ratings yet
- United States Patent (19) : PistoriusDocument5 pagesUnited States Patent (19) : Pistoriusmasood kblNo ratings yet
- US4499255Document10 pagesUS4499255Alexander Franco CastrillonNo ratings yet
- Us 4639489Document7 pagesUs 4639489Pat22 22patNo ratings yet
- Group 4Document18 pagesGroup 4Rizwan SarwarNo ratings yet
- United States Patent: Reimann Patent No.: Date of PatentDocument5 pagesUnited States Patent: Reimann Patent No.: Date of PatentFernando Beer FrenkelNo ratings yet
- @ Gradeff US3869517 1975 Process For Preparing Hydroxy Citronellal Via 1,1-DiacetatesDocument10 pages@ Gradeff US3869517 1975 Process For Preparing Hydroxy Citronellal Via 1,1-DiacetatesLouisNo ratings yet
- KKKK Us4297264Document4 pagesKKKK Us4297264هیمن مNo ratings yet
- United States Patent (19) (11) Patent Number: 5,271,824: Forester Et Al. (45) Date of Patent: Dec. 21, 1993Document5 pagesUnited States Patent (19) (11) Patent Number: 5,271,824: Forester Et Al. (45) Date of Patent: Dec. 21, 1993aegosmithNo ratings yet
- United States Patent (191: (11) Patent Number: (45) Date of PatentDocument13 pagesUnited States Patent (191: (11) Patent Number: (45) Date of PatentMaya RamlahNo ratings yet
- United States Patent 1191: RedfordDocument6 pagesUnited States Patent 1191: Redfordhaddig8No ratings yet
- US3951886Document8 pagesUS3951886Alexander Franco CastrillonNo ratings yet
- Acrylate-modified alkyd resin compositionDocument5 pagesAcrylate-modified alkyd resin compositionIlham Kiki ShahilaNo ratings yet
- Us 4049572Document7 pagesUs 4049572Paravastu VinuthaNo ratings yet
- US4115424Document6 pagesUS4115424Muhammad Akbar FahleviNo ratings yet
- Aminocarboxilic Acid SaltsDocument7 pagesAminocarboxilic Acid SaltsnwrplaboratoryNo ratings yet
- Patente TEXACO Coolant AntifreezeDocument5 pagesPatente TEXACO Coolant AntifreezeLUISNo ratings yet
- US4285881Document4 pagesUS4285881Thomas MarshallNo ratings yet
- Transition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesFrom EverandTransition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesNo ratings yet
- Chemical Engineering and Processing: Process Intensi FicationDocument11 pagesChemical Engineering and Processing: Process Intensi FicationAndika MardiantoNo ratings yet
- Estabilidade ATPDocument6 pagesEstabilidade ATPAdrian vilariño gonzalezNo ratings yet
- Production and Purification of Glutamic Acid A Critical Reviewtowards Process Intensification PDFDocument13 pagesProduction and Purification of Glutamic Acid A Critical Reviewtowards Process Intensification PDFGooi Ming YanNo ratings yet
- 1 s2.0 S0255270118312121 MainDocument15 pages1 s2.0 S0255270118312121 MainAdrian vilariño gonzalezNo ratings yet
- HidrogenaciónDocument14 pagesHidrogenaciónAdrian vilariño gonzalezNo ratings yet
- Catalizador PurificaciónDocument8 pagesCatalizador PurificaciónAdrian vilariño gonzalezNo ratings yet
- .Ukimages498269 Mark Scheme Depth in Chemistry PDFDocument22 pages.Ukimages498269 Mark Scheme Depth in Chemistry PDFNabilah AhmedNo ratings yet
- Study Guide HonorsDocument3 pagesStudy Guide Honorsapi-294237871No ratings yet
- PH Measurement and Its ApplicationsDocument11 pagesPH Measurement and Its ApplicationsHooiQIngNo ratings yet
- New Edition 2021 - 2022 Chemistry Lab ManualDocument115 pagesNew Edition 2021 - 2022 Chemistry Lab ManualBack UpNo ratings yet
- Well StimulationDocument50 pagesWell StimulationMehandi Abbas Khan100% (1)
- Hsslive-Xii-Chem-12. Aldehydes Ketones and Carboxylic AcidsDocument17 pagesHsslive-Xii-Chem-12. Aldehydes Ketones and Carboxylic AcidsHakim AbbasNo ratings yet
- Engineering ChemistryDocument273 pagesEngineering ChemistryAlekhya gummiNo ratings yet
- Olympiad Model Paper 2018Document9 pagesOlympiad Model Paper 2018deeyamullaNo ratings yet
- Unit - 8.1, 8.2Document27 pagesUnit - 8.1, 8.2trax.rahmanNo ratings yet
- Topic 9 Test ReviewDocument35 pagesTopic 9 Test ReviewAndres BolañoNo ratings yet
- Chap 8 LDocument127 pagesChap 8 Lxp4gb45jjqNo ratings yet
- Physical Chemistry QuestionsDocument22 pagesPhysical Chemistry QuestionshanaNo ratings yet
- Organic Fruits As Stain Remover RESEARCH ULTIMODocument10 pagesOrganic Fruits As Stain Remover RESEARCH ULTIMOjewel buaronNo ratings yet
- 50 Exercises and Solutions - Chemistry: SolutionDocument21 pages50 Exercises and Solutions - Chemistry: SolutionLorenzo PaoliNo ratings yet
- CH3340E - Full - Lab Instruction - 20202ADocument39 pagesCH3340E - Full - Lab Instruction - 20202AHoai Anh NgoNo ratings yet
- Alkenes by Dehydration of AlcoholsDocument7 pagesAlkenes by Dehydration of Alcoholssbgowda100100% (1)
- Titration Experiment Compares Citrus Fruit AcidDocument4 pagesTitration Experiment Compares Citrus Fruit Acidsanique peterkinNo ratings yet
- CSEC Chemistry Paper 1Document9 pagesCSEC Chemistry Paper 1Laimen ReveskiNo ratings yet
- Acids and Bases: Acid TypesDocument11 pagesAcids and Bases: Acid Typesసతీష్ పసులNo ratings yet
- Chemistry Pocket Lab ManualDocument27 pagesChemistry Pocket Lab ManualShivam SinghNo ratings yet
- E1061 E1063 HW Installation EnglishDocument26 pagesE1061 E1063 HW Installation EnglishAxicelNo ratings yet
- Organic ChemDocument52 pagesOrganic ChemMalak SamehNo ratings yet
- Acidity of Tea Leaves - ShivamDocument15 pagesAcidity of Tea Leaves - ShivamShivam kumar Verma92% (51)
- BP2013 IndexDocument70 pagesBP2013 IndexJeffrey AndersonNo ratings yet
- BuffersDocument7 pagesBuffersLaila HassanNo ratings yet
- Buffers 160329123505Document30 pagesBuffers 160329123505Dev SoniNo ratings yet
- Cambridge IGCSE ™: Chemistry 0620/62 October/November 2022Document8 pagesCambridge IGCSE ™: Chemistry 0620/62 October/November 2022ZaidhamidNo ratings yet
- Geas 2,6,8,12,14,17,19Document56 pagesGeas 2,6,8,12,14,17,19Jedd TaonNo ratings yet
- CHM 122 - 06 HW 12 - 19 Spring 2013Document18 pagesCHM 122 - 06 HW 12 - 19 Spring 2013Trisha BolastigNo ratings yet
- 10 Science Mixed Test 01Document4 pages10 Science Mixed Test 01vishal_bokaroNo ratings yet