You might also like
- Us 4088569Document7 pagesUs 4088569Paravastu VinuthaNo ratings yet
- United States Patent (19) (45) Jan. 13, 1976: The Compounds M (X) (Sos), and M (X) (Sos), AlsoDocument7 pagesUnited States Patent (19) (45) Jan. 13, 1976: The Compounds M (X) (Sos), and M (X) (Sos), AlsolazersteveNo ratings yet
- United States Patent (19) : Argento Et AlDocument11 pagesUnited States Patent (19) : Argento Et AlSoh Ming LunNo ratings yet
- Us 4885268Document4 pagesUs 4885268Paravastu VinuthaNo ratings yet
- Us 4378342Document9 pagesUs 4378342هیمن مNo ratings yet
- US4142060-Rhone-Poulenc FranceDocument12 pagesUS4142060-Rhone-Poulenc France黃英婷No ratings yet
- United States Patent (19) : Catalyst For Making Acrylic Acid Inventors: David L. Childress, AngletonDocument5 pagesUnited States Patent (19) : Catalyst For Making Acrylic Acid Inventors: David L. Childress, AngletonKatia Gutierrez GalaNo ratings yet
- FGFHGHJHJKDocument9 pagesFGFHGHJHJKMary Grace VelitarioNo ratings yet
- Us 4501724Document7 pagesUs 4501724DARWIN STALIN ALCACIEGA PILCONo ratings yet
- Catalytic Hydrotreating of Heavy Gasoil PDFDocument9 pagesCatalytic Hydrotreating of Heavy Gasoil PDFVishal GoswamiNo ratings yet
- US4841089Document5 pagesUS4841089Suharti RifaiNo ratings yet
- Us 4560489Document14 pagesUs 4560489ravi kelkarNo ratings yet
- US4997584Document4 pagesUS4997584Mohamad Reza JahanbakhshNo ratings yet
- United States Patent (19) : 11 Patent Number: 45) Date of PatentDocument7 pagesUnited States Patent (19) : 11 Patent Number: 45) Date of PatentOrquídea McLoughlin SantanaNo ratings yet
- United States Patent (19) : Hopkins Et Al. Aug. 13, 1985Document4 pagesUnited States Patent (19) : Hopkins Et Al. Aug. 13, 1985choloqfNo ratings yet
- Aminocarboxilic Acid SaltsDocument7 pagesAminocarboxilic Acid SaltsnwrplaboratoryNo ratings yet
- United States Patent (19) : Gupta Et Al. 11 Patent NumberDocument10 pagesUnited States Patent (19) : Gupta Et Al. 11 Patent NumberAghyad ZbaidiNo ratings yet
- United States Patent (19.: 54) - Stabilizer System For CommercialDocument4 pagesUnited States Patent (19.: 54) - Stabilizer System For CommercialcholoqfNo ratings yet
- SYMPHOS 2015 - Bittner FinalDocument11 pagesSYMPHOS 2015 - Bittner FinalTattiana Aracelli Melo CifuentesNo ratings yet
- New Developments in Phosphate Fertilizer Technology: Proceedings of the 1976 Technical Conference of ISMA Ltd., The Hague, The Netherlands, 13-16 September, 1976From EverandNew Developments in Phosphate Fertilizer Technology: Proceedings of the 1976 Technical Conference of ISMA Ltd., The Hague, The Netherlands, 13-16 September, 1976L.J. CarpentierNo ratings yet
- United States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlDocument5 pagesUnited States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlandiNo ratings yet
- United States Patent (19) : (54. Stabilization ofDocument5 pagesUnited States Patent (19) : (54. Stabilization ofM Irfan KhanNo ratings yet
- ACFrOgCzSLJ2vMIl7rp6LYiqY5Z5GMCq 1ubwgZry0rmNf0pQ6RqLVQu2LKFMgMTAM0B9TI4YnH6uDMon d3o2XckKRR uW5-jQM 4I5Phte4BVICL8Z5VGAZMuEHn0Document6 pagesACFrOgCzSLJ2vMIl7rp6LYiqY5Z5GMCq 1ubwgZry0rmNf0pQ6RqLVQu2LKFMgMTAM0B9TI4YnH6uDMon d3o2XckKRR uW5-jQM 4I5Phte4BVICL8Z5VGAZMuEHn0Mo OsNo ratings yet
- Method For Oxidation of SoscrubberDocument6 pagesMethod For Oxidation of SoscrubberCaballero MarioNo ratings yet
- Us 3717672Document5 pagesUs 3717672eschim.civNo ratings yet
- United States Patent (19) : DudgeonDocument6 pagesUnited States Patent (19) : DudgeonGlasst Innovacion 2019No ratings yet
- Us 4377495Document5 pagesUs 4377495DWNLD USRMLNo ratings yet
- Method of Producing Ferrous Sulfate HeptahydrateDocument4 pagesMethod of Producing Ferrous Sulfate HeptahydrateanaazizNo ratings yet
- Us 4168205Document8 pagesUs 4168205MAMC PlasmaNo ratings yet
- N30 Xo Ho & Iv,: Filed April 20, 195lDocument6 pagesN30 Xo Ho & Iv,: Filed April 20, 195lGaby SaragihNo ratings yet
- Joya Us4569799Document9 pagesJoya Us4569799Agustin CantilloNo ratings yet
- US5093538Document6 pagesUS5093538PrimoNo ratings yet
- Aluminum OxideDocument5 pagesAluminum OxideAlexandra EvangelistaNo ratings yet
- WO3-Based Catalysts Prepared by Non-Hydrolytic Sol-Gel For The Production of Propene by Cross-Metathesis of Ethene and 2-ButeneDocument8 pagesWO3-Based Catalysts Prepared by Non-Hydrolytic Sol-Gel For The Production of Propene by Cross-Metathesis of Ethene and 2-ButeneaegosmithNo ratings yet
- United States Patent (19) : Daly Et Al. 11) 4,436,836Document9 pagesUnited States Patent (19) : Daly Et Al. 11) 4,436,836arif thoha bariklanaNo ratings yet
- US4880550Document6 pagesUS4880550Sachin PatilNo ratings yet
- 4PL2PP89dvAHuD31bFqea6o0gdOSN 4wzp2IJk-Sw6MDocument7 pages4PL2PP89dvAHuD31bFqea6o0gdOSN 4wzp2IJk-Sw6MUřvah AbbasNo ratings yet
- Modern Carbonylation MethodsFrom EverandModern Carbonylation MethodsLászló KollárNo ratings yet
- US3891683Document5 pagesUS3891683Risma Dewi SNo ratings yet
- US4094913Document4 pagesUS4094913Ranjana MadabushiNo ratings yet
- J. Biol. Chem. 1931 Degering 423 31Document10 pagesJ. Biol. Chem. 1931 Degering 423 31Naafi FauzanNo ratings yet
- United States Patent (191: (211 Appl - No.:420,307 (30) Foreign Application Priority DataDocument7 pagesUnited States Patent (191: (211 Appl - No.:420,307 (30) Foreign Application Priority DataLatifah Nurul HudaNo ratings yet
- Treatment of Spent Metalworking Uids: Water Research November 2005Document14 pagesTreatment of Spent Metalworking Uids: Water Research November 2005Udrescu Andreea-IrinaNo ratings yet
- Us 5282882Document5 pagesUs 5282882DhrupadSoniRaviNo ratings yet
- Transition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesFrom EverandTransition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesNo ratings yet
- US4453015 Paten MEK 2Document4 pagesUS4453015 Paten MEK 2Lathifa Rahma AstutiNo ratings yet
- Scale Control in Heap LeachDocument8 pagesScale Control in Heap LeachAri WijayaNo ratings yet
- Mechanistic Pathways in The Catalytic Carbonylation of Methanol by Rhodium and Iridium ComplexesDocument13 pagesMechanistic Pathways in The Catalytic Carbonylation of Methanol by Rhodium and Iridium ComplexesEllieNo ratings yet
- Ballova Et AlDocument11 pagesBallova Et AlDian SetyaNo ratings yet
- Us6087494Document4 pagesUs6087494Elena RomeroNo ratings yet
- US7686947Document6 pagesUS7686947peymanNo ratings yet
- US4115424Document6 pagesUS4115424Muhammad Akbar FahleviNo ratings yet
- Asam FosfatDocument12 pagesAsam FosfatDinda GaluhNo ratings yet
- Proceso Electolítico YodoDocument6 pagesProceso Electolítico Yodogonzalo7cornejo7ramiNo ratings yet
- United States Patent (19) : Fujii, All of Matsuyama, Japan Attorney, Agent, or Firm-Sherman & ShallowayDocument7 pagesUnited States Patent (19) : Fujii, All of Matsuyama, Japan Attorney, Agent, or Firm-Sherman & ShallowaySälàám Shãnü BhåïNo ratings yet
- A18 261Document103 pagesA18 261HectorNo ratings yet
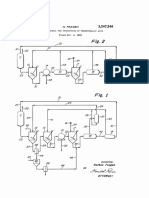
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDocument6 pagesApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohNo ratings yet
- Charge-Enhanced Dry Impregnation: A Simple Way To Improve The Preparation of Supported Metal CatalystsDocument6 pagesCharge-Enhanced Dry Impregnation: A Simple Way To Improve The Preparation of Supported Metal CatalystsRicardo FlórezNo ratings yet
- Fuel Processing Technology: Hao Ling, Qiang Wang, Ben-Xian ShenDocument5 pagesFuel Processing Technology: Hao Ling, Qiang Wang, Ben-Xian ShenpeymanNo ratings yet
- Catalytic Hyrogenation On PD Al2o3Document9 pagesCatalytic Hyrogenation On PD Al2o3Paravastu VinuthaNo ratings yet
- Effect of Small Amounts of Nitrogen Compounds in FeedstockDocument9 pagesEffect of Small Amounts of Nitrogen Compounds in FeedstockParavastu VinuthaNo ratings yet
- 2nd Stage Deep Desulphurization of Gas OilsDocument15 pages2nd Stage Deep Desulphurization of Gas OilsParavastu VinuthaNo ratings yet
- Materials Science and EngineeringDocument300 pagesMaterials Science and Engineeringhadj menNo ratings yet
- Practicum Journal of Chemical Separation Principles Thin Layer Chromatography (TLC)Document5 pagesPracticum Journal of Chemical Separation Principles Thin Layer Chromatography (TLC)Rizki AuNo ratings yet
- Wesley Methodist School Klang MONTHLY TEST 1 (2019) Chemistry Form 4 Total: 50 MarksDocument8 pagesWesley Methodist School Klang MONTHLY TEST 1 (2019) Chemistry Form 4 Total: 50 MarksRenu SekaranNo ratings yet
- Thioacidolysis Procedure For GC-MSDocument3 pagesThioacidolysis Procedure For GC-MSHannaChintyaFebrianiGNo ratings yet
- JEE Main 2018 Question Paper Set ADocument40 pagesJEE Main 2018 Question Paper Set AAnsh Pratap SinghNo ratings yet
- MSDS AspirinDocument7 pagesMSDS AspirinNyana ConstantinoNo ratings yet
- Fully Automated Determination of TAN/TBN in Industrial Samples According To ASTM Standards D 664 and D 2896Document1 pageFully Automated Determination of TAN/TBN in Industrial Samples According To ASTM Standards D 664 and D 2896Wilber AraujoNo ratings yet
- Lesson 1-2-3 Subject Methods ChemistryDocument13 pagesLesson 1-2-3 Subject Methods ChemistrykimaniNo ratings yet
- Hot Press Forming Concept in Development of Automotive Body PartsDocument19 pagesHot Press Forming Concept in Development of Automotive Body PartsWybar MujahidNo ratings yet
- LaserGRBL S30 Pro Laser Engraver Parameter TableDocument5 pagesLaserGRBL S30 Pro Laser Engraver Parameter TableJorge BraboNo ratings yet
- Hotel Laundry TrainingDocument27 pagesHotel Laundry TrainingAgustinus Agus Purwanto100% (17)
- Special Examination (Mid-Final)Document4 pagesSpecial Examination (Mid-Final)waqasrazammmmNo ratings yet
- Installation of Fuel Pipe Line Method StatementDocument10 pagesInstallation of Fuel Pipe Line Method StatementWufei Chang100% (2)
- ArcelorMittal Energy Projects - EN10225-2019 Plates - Feb 2020Document2 pagesArcelorMittal Energy Projects - EN10225-2019 Plates - Feb 2020Vinoth Kumar PothuvudaiNo ratings yet
- Activity Series LabDocument4 pagesActivity Series LabjeffoisawesomeNo ratings yet
- Anil - Confined Metastable 2 Line Ferrihydrite For Affordable Pointof Use Arsenic SupportDocument30 pagesAnil - Confined Metastable 2 Line Ferrihydrite For Affordable Pointof Use Arsenic SupportRamesh SoniNo ratings yet
- Rene 41Document66 pagesRene 41sunsirNo ratings yet
- Equation of StateDocument39 pagesEquation of StateOssama BohamdNo ratings yet
- Asme Material SpecsDocument4 pagesAsme Material SpecsRajwinder Singh100% (1)
- Paths To Low-Cost Hydrogen Energy at A Scale For TDocument22 pagesPaths To Low-Cost Hydrogen Energy at A Scale For Trgh19No ratings yet
- Thermo EquipmentDocument8 pagesThermo EquipmentlualineNo ratings yet
- Brain Targeting Drug Delivery SystemDocument35 pagesBrain Targeting Drug Delivery SystemOmotoso KayodeNo ratings yet
- Space Product Assurance: Vapour Phase Bioburden Reduction For Flight HardwareDocument24 pagesSpace Product Assurance: Vapour Phase Bioburden Reduction For Flight HardwarejsadachiNo ratings yet
- Effect of Elements On SteelDocument18 pagesEffect of Elements On SteelMohamed Ahmed MaherNo ratings yet
- Phosgene Msds E4641ttDocument7 pagesPhosgene Msds E4641ttArif Adi NugrohoNo ratings yet
- FAGUS6 - Materials and Analysis ParametersDocument15 pagesFAGUS6 - Materials and Analysis ParametersRamon GutierrezNo ratings yet
- Assessment On Thickness Variation of Tunnel Lining To Ensure Stability in Soft GroundDocument32 pagesAssessment On Thickness Variation of Tunnel Lining To Ensure Stability in Soft Groundiman safiyaNo ratings yet
- Valves 1Document27 pagesValves 1satish04No ratings yet
- Product Data Sheet: Transpoxy Masterbond 4.68Document2 pagesProduct Data Sheet: Transpoxy Masterbond 4.68rajeshNo ratings yet
- ChlotiahinidinDocument271 pagesChlotiahinidinyanri cahyoNo ratings yet