You might also like
- Kinetics - Revision - HL - p2 MsDocument57 pagesKinetics - Revision - HL - p2 MsEdwards SimmondsNo ratings yet
- US4472593 - Paten FixDocument4 pagesUS4472593 - Paten FixDaradjati HendroNo ratings yet
- US5321171Document16 pagesUS5321171Agustina TriyaniNo ratings yet
- United States Patent (19) : 75 Inventors: Pekka Knuuttila, Porvoo AilaDocument4 pagesUnited States Patent (19) : 75 Inventors: Pekka Knuuttila, Porvoo AilaMOHAMMED SHAKEIBNo ratings yet
- United States Patent 19) 11) Patent Number: 4,504,274: Anderson 45 Date of Patent: Mar. 12, 1985Document5 pagesUnited States Patent 19) 11) Patent Number: 4,504,274: Anderson 45 Date of Patent: Mar. 12, 1985Adi Gunawan PrasetiaNo ratings yet
- United States Patent (19) (45) Jan. 13, 1976: The Compounds M (X) (Sos), and M (X) (Sos), AlsoDocument7 pagesUnited States Patent (19) (45) Jan. 13, 1976: The Compounds M (X) (Sos), and M (X) (Sos), AlsolazersteveNo ratings yet
- US5201949Document6 pagesUS5201949panxiaozheNo ratings yet
- United States Patent (19) : Daly Et Al. 11) 4,436,836Document9 pagesUnited States Patent (19) : Daly Et Al. 11) 4,436,836arif thoha bariklanaNo ratings yet
- US5208393 - Patent Reduction CCl4Document7 pagesUS5208393 - Patent Reduction CCl4aldo BMCNo ratings yet
- Iii Iihiiii: United States Patent (19) 11 Patent Number: 5,780,656Document5 pagesIii Iihiiii: United States Patent (19) 11 Patent Number: 5,780,656Mari Luz Hermoza MamaniNo ratings yet
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocument25 pagesUnited States Patent (19) : 11 Patent Number: 45 Date of Patentfitri rowiyahNo ratings yet
- Us5266263 1Document3 pagesUs5266263 1ramezaniriziNo ratings yet
- United States Patent: London, EnglandDocument3 pagesUnited States Patent: London, Englandfarah al-sudaniNo ratings yet
- PATENT PROCESSDocument9 pagesPATENT PROCESSPavita SalsabilaNo ratings yet
- US4882397Document19 pagesUS4882397MorkizgaNo ratings yet
- US patent describes dehydrogenation process using improved catalystDocument5 pagesUS patent describes dehydrogenation process using improved catalystandiNo ratings yet
- United States Patent (19) : Attorney, Agent, or Firm-J. Frederick Thomsen HarryDocument21 pagesUnited States Patent (19) : Attorney, Agent, or Firm-J. Frederick Thomsen HarryNcTungNo ratings yet
- United States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003Document5 pagesUnited States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003GI2015No ratings yet
- 1989 June 6 PatentDocument8 pages1989 June 6 PatentberkerqNo ratings yet
- United States PatentDocument10 pagesUnited States PatentRuchita PoilkarNo ratings yet
- Roasting Sulphide Ores with Lime SlurryDocument5 pagesRoasting Sulphide Ores with Lime Slurryjaylani99No ratings yet
- Treatment Aluminum With ImpellerDocument8 pagesTreatment Aluminum With ImpellerNhocSkyzNo ratings yet
- Aluminum OxideDocument5 pagesAluminum OxideAlexandra EvangelistaNo ratings yet
- United States Patent: Hagemeyer Et Al. (45) Date of Patent: Jul. 31, 2001Document7 pagesUnited States Patent: Hagemeyer Et Al. (45) Date of Patent: Jul. 31, 2001arif ihwandaNo ratings yet
- Patent for Catalytic Dehydrogenation of Ethanol ProcessDocument4 pagesPatent for Catalytic Dehydrogenation of Ethanol ProcessDwiPurwatiNo ratings yet
- US4753688Document6 pagesUS4753688dmarandiNo ratings yet
- US5461179Document11 pagesUS5461179Muhammad Akbar FahleviNo ratings yet
- United States Patent (19) : Argento Et AlDocument11 pagesUnited States Patent (19) : Argento Et AlSoh Ming LunNo ratings yet
- United States Patent (19) : Fisher, Both of Chester, All of VaDocument4 pagesUnited States Patent (19) : Fisher, Both of Chester, All of VaCh PrasadNo ratings yet
- Proceso Electolítico YodoDocument6 pagesProceso Electolítico Yodogonzalo7cornejo7ramiNo ratings yet
- United States Patent (19) : Swearingen Et AlDocument4 pagesUnited States Patent (19) : Swearingen Et AlLoren Lee SwearingenNo ratings yet
- Amida A Nitrilo US5817827Document3 pagesAmida A Nitrilo US5817827Agustin CantilloNo ratings yet
- Us4521532 PDFDocument8 pagesUs4521532 PDFRushi GawadeNo ratings yet
- United States PatentDocument5 pagesUnited States PatentDaniel LiuNo ratings yet
- United States PatentDocument6 pagesUnited States PatentPaola LNNo ratings yet
- '" Is "S" 165,443 3/1965 U.S.S.R. 260/531: United States Patent 15 3,678,107Document5 pages'" Is "S" 165,443 3/1965 U.S.S.R. 260/531: United States Patent 15 3,678,107budispartanNo ratings yet
- United States Patent (191: (211 Appl - No.:420,307 (30) Foreign Application Priority DataDocument7 pagesUnited States Patent (191: (211 Appl - No.:420,307 (30) Foreign Application Priority DataLatifah Nurul HudaNo ratings yet
- Sggggtor Q-Reaction I: (19) United StatesDocument11 pagesSggggtor Q-Reaction I: (19) United StatesFebrian MermaliandiNo ratings yet
- United States Patent for Conductive Polymer CompositionsDocument9 pagesUnited States Patent for Conductive Polymer CompositionsceshesolNo ratings yet
- Brass PolishDocument11 pagesBrass PolishfsarfrazNo ratings yet
- United States Patent (19) 11 4,226,186: Peck 45 (Oct. 7, 1980Document4 pagesUnited States Patent (19) 11 4,226,186: Peck 45 (Oct. 7, 1980KundanNo ratings yet
- Patente TEXACO Coolant AntifreezeDocument5 pagesPatente TEXACO Coolant AntifreezeLUISNo ratings yet
- Applications Steel: Plexicoke in The VmezuelanDocument8 pagesApplications Steel: Plexicoke in The VmezuelanJose Marval RodriguezNo ratings yet
- FGFHGHJHJKDocument9 pagesFGFHGHJHJKMary Grace VelitarioNo ratings yet
- Us 5282882Document5 pagesUs 5282882DhrupadSoniRaviNo ratings yet
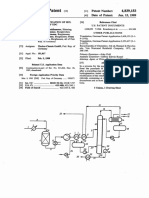
- United States Patent (19) : Hopkins Et Al. Aug. 13, 1985Document4 pagesUnited States Patent (19) : Hopkins Et Al. Aug. 13, 1985choloqfNo ratings yet
- United States Patent (19) : Catalyst For Making Acrylic Acid Inventors: David L. Childress, AngletonDocument5 pagesUnited States Patent (19) : Catalyst For Making Acrylic Acid Inventors: David L. Childress, AngletonKatia Gutierrez GalaNo ratings yet
- Syngas Composition FIX Haldor Topsoe US6224789B1Document4 pagesSyngas Composition FIX Haldor Topsoe US6224789B1Ilham FajriNo ratings yet
- Patent US4203906Document9 pagesPatent US4203906Santiago BorgesNo ratings yet
- Lit 4 Scouring PDFDocument4 pagesLit 4 Scouring PDFSHRUTINo ratings yet
- Us6210562 PDFDocument8 pagesUs6210562 PDFSyuhadah NoordinNo ratings yet
- Process For Purification of HCL From Edc PyrolysisDocument6 pagesProcess For Purification of HCL From Edc Pyrolysisu2051721No ratings yet
- US4115424Document6 pagesUS4115424Muhammad Akbar FahleviNo ratings yet
- United States Patent (19) : Homme, Jr. 11 4,088,742Document11 pagesUnited States Patent (19) : Homme, Jr. 11 4,088,742Hedi Ben MohamedNo ratings yet
- United States Patent (19) 11 4,083,889: 51 Int. Cl. ........................ Coic 1/24 Co7.c 11/04 ''Document8 pagesUnited States Patent (19) 11 4,083,889: 51 Int. Cl. ........................ Coic 1/24 Co7.c 11/04 ''irfan mahierNo ratings yet
- Chloride in Iron OxideDocument6 pagesChloride in Iron OxideSaeed SarNo ratings yet
- Ulllted States Patent (19) (11) Patent Number: 5,932,506: Bogan (45) Date of Patent: Aug. 3, 1999Document6 pagesUlllted States Patent (19) (11) Patent Number: 5,932,506: Bogan (45) Date of Patent: Aug. 3, 1999Bagas Prasetyawan Adi NugrohoNo ratings yet
- Process Converts Waste Gases to ChloratesDocument14 pagesProcess Converts Waste Gases to ChloratesShahid AliNo ratings yet
- Us 4049572Document7 pagesUs 4049572Paravastu VinuthaNo ratings yet
- Lead Free Glass CoatingDocument5 pagesLead Free Glass CoatingbahramrezaeiNo ratings yet
- Analysis of Hazardous and Toxic Waste Treatment in The Implementation of Company ManagementDocument10 pagesAnalysis of Hazardous and Toxic Waste Treatment in The Implementation of Company ManagementLathifa Rahma AstutiNo ratings yet
- EP0155097B1Document11 pagesEP0155097B1Lathifa Rahma AstutiNo ratings yet
- Paten Methanol 1Document12 pagesPaten Methanol 1Lathifa Rahma AstutiNo ratings yet
- Office europeen des brevets (fi) Publication number : 0 4 8 2 753 A2Document16 pagesOffice europeen des brevets (fi) Publication number : 0 4 8 2 753 A2Lathifa Rahma AstutiNo ratings yet
- US5723679 Paten MEK 1Document3 pagesUS5723679 Paten MEK 1Lathifa Rahma AstutiNo ratings yet
- Naskah PetroDocument10 pagesNaskah PetroLathifa Rahma AstutiNo ratings yet
- 10 1016@j Eurpolymj 2019 04 047Document9 pages10 1016@j Eurpolymj 2019 04 047Lathifa Rahma AstutiNo ratings yet
- 046 - Chitosan-Alginate Matrices Loaded With Leaf Extracts of Anredera Cordifolia Steenis As A Gastrointestinal Extended-Release FormualtionDocument11 pages046 - Chitosan-Alginate Matrices Loaded With Leaf Extracts of Anredera Cordifolia Steenis As A Gastrointestinal Extended-Release FormualtionLathifa Rahma AstutiNo ratings yet
- Oil Recovery (Oil Production) ProcessDocument7 pagesOil Recovery (Oil Production) ProcessLathifa Rahma AstutiNo ratings yet
- Company ProfileDocument1 pageCompany ProfileLathifa Rahma AstutiNo ratings yet
- Ultrasonics - Sonochemistry: SciencedirectDocument8 pagesUltrasonics - Sonochemistry: SciencedirectLathifa Rahma AstutiNo ratings yet
- Naskah Prospin Teabag DiffusionDocument1 pageNaskah Prospin Teabag DiffusionLathifa Rahma AstutiNo ratings yet
- Effect of Fire On Concrete and Concrete Structures: Gabriel Alexander Khoury Imperial College, London, UKDocument19 pagesEffect of Fire On Concrete and Concrete Structures: Gabriel Alexander Khoury Imperial College, London, UKLathifa Rahma AstutiNo ratings yet
- Industrial ManagementDocument37 pagesIndustrial ManagementLathifa Rahma AstutiNo ratings yet
- Production Systems in Food Industry Literature ReviewDocument12 pagesProduction Systems in Food Industry Literature ReviewLathifa Rahma AstutiNo ratings yet
- Journal Pre-Proof: Sensors and Actuators: A. PhysicalDocument34 pagesJournal Pre-Proof: Sensors and Actuators: A. PhysicalLathifa Rahma AstutiNo ratings yet
- The Effects of Catalyst, Free Fatty Acids On Beef TallowDocument9 pagesThe Effects of Catalyst, Free Fatty Acids On Beef TallowLathifa Rahma AstutiNo ratings yet
- Probabilistic Corrosion Initiation Model For Coastal Concrete StructuresDocument17 pagesProbabilistic Corrosion Initiation Model For Coastal Concrete StructuresLathifa Rahma AstutiNo ratings yet
- Study On The Method of Measuring The Chloride Threshold Value of Corrosion and Estimation of The Values in Durability Design of Concrete StructuresDocument17 pagesStudy On The Method of Measuring The Chloride Threshold Value of Corrosion and Estimation of The Values in Durability Design of Concrete StructuresLathifa Rahma AstutiNo ratings yet
- Artigo Sobre CorrosãoDocument13 pagesArtigo Sobre CorrosãoSandro MendesNo ratings yet
- 9-17 Ultrasonic Pulse Velocity Test of Reinforced Concrete With Induced ...Document9 pages9-17 Ultrasonic Pulse Velocity Test of Reinforced Concrete With Induced ...zaman ahmadNo ratings yet
- Addition vs Condensation PolymersDocument6 pagesAddition vs Condensation PolymersLathifa Rahma AstutiNo ratings yet
- Review Technical Aspects of Biodiesel Production by TransesterificationDocument2 pagesReview Technical Aspects of Biodiesel Production by TransesterificationLathifa Rahma AstutiNo ratings yet
- Cambridge IGCSE: Chemistry 0620/32Document16 pagesCambridge IGCSE: Chemistry 0620/32RamY El NahasNo ratings yet
- Carbonyl ChemistryDocument63 pagesCarbonyl Chemistryelgendy1204100% (3)
- Corrosion Control-Cooling SystemsDocument10 pagesCorrosion Control-Cooling Systemsmohamed YaakoupNo ratings yet
- Mypchem Ch10answersDocument3 pagesMypchem Ch10answersPikunoShuousNo ratings yet
- Calcium Supplement SolutionDocument7 pagesCalcium Supplement SolutionSanat MalhotraNo ratings yet
- FHSC1124 Tutorial Ebook QDocument72 pagesFHSC1124 Tutorial Ebook QTeo CinnyNo ratings yet
- Disodium phosphate dodecahydrate EP monographDocument1 pageDisodium phosphate dodecahydrate EP monographMiruna CarmenNo ratings yet
- The Amine-Catalysed Suzuki-Miyaura-type Coupling of Aryl Halides and Arylboronic AcidsDocument8 pagesThe Amine-Catalysed Suzuki-Miyaura-type Coupling of Aryl Halides and Arylboronic AcidsDinh Dong DOANNo ratings yet
- Preparation of Difference Types of Solutions and StandardizationDocument3 pagesPreparation of Difference Types of Solutions and Standardizationrhima shineyNo ratings yet
- Lecture 3Document11 pagesLecture 3saboor_91No ratings yet
- Adv Chem Compiled PDFDocument24 pagesAdv Chem Compiled PDFRaiza SarteNo ratings yet
- RDL Process Recipes DocumentDocument112 pagesRDL Process Recipes DocumentamirulamirNo ratings yet
- TRIMMING AND SECTIONING TISSUEDocument12 pagesTRIMMING AND SECTIONING TISSUEChristy SuerteNo ratings yet
- Fall 2018 ReductionDocument8 pagesFall 2018 ReductionVassili RevelasNo ratings yet
- 110 WS Gas StoichiometryDocument2 pages110 WS Gas StoichiometryAnsel SotnasNo ratings yet
- Revision Checklist For Chapter C5Document2 pagesRevision Checklist For Chapter C5rfefudhNo ratings yet
- STP Ciproflaxacin HCL RMA005Document7 pagesSTP Ciproflaxacin HCL RMA005Bejoy KarimNo ratings yet
- Organic Chemistry - Chapter 12 Oxidation - ReductionDocument18 pagesOrganic Chemistry - Chapter 12 Oxidation - ReductionSairille ManejaNo ratings yet
- Radiographic FilmDocument8 pagesRadiographic FilmwaelNo ratings yet
- USP LidocaineDocument2 pagesUSP LidocaineRogxr JencasearNo ratings yet
- IOC Lecture 6 Modern Approaches To Organic Synthesis - DKDocument9 pagesIOC Lecture 6 Modern Approaches To Organic Synthesis - DKSricharanNo ratings yet
- (George P. Simon (Auth.) ) Ion Exchange Training ManualDocument232 pages(George P. Simon (Auth.) ) Ion Exchange Training Manualdfmorvan2100% (6)
- Dyeing Cotton With Natural Dye Extracted From Syzygium Cordatum BarkDocument11 pagesDyeing Cotton With Natural Dye Extracted From Syzygium Cordatum BarkAnonymous izrFWiQNo ratings yet
- 0620 m18 QP 62 PDFDocument12 pages0620 m18 QP 62 PDFSavithaBroonanNo ratings yet
- 2nd Quarter Exam Grade 9Document3 pages2nd Quarter Exam Grade 9Ma. Lourdes CarbonillaNo ratings yet
- Merck's 1899 Materia MedicinaDocument268 pagesMerck's 1899 Materia MedicinacasNo ratings yet
- Topic I: Introduction To AnatomyDocument3 pagesTopic I: Introduction To AnatomyCristenNo ratings yet
- Gram Equivalent Concept: Sunil Kumar SinghDocument9 pagesGram Equivalent Concept: Sunil Kumar Singhnitesh004No ratings yet