You might also like
- Simulation Ammonia Plant On PRO IIDocument58 pagesSimulation Ammonia Plant On PRO IIFabrizio Dugo100% (1)
- The Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995From EverandThe Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995Rating: 5 out of 5 stars5/5 (1)
- Simple Dew Point Control With Propane Loop For Chilling (HYSYS V8.6)Document32 pagesSimple Dew Point Control With Propane Loop For Chilling (HYSYS V8.6)JesusNo ratings yet
- Final - District Cooling System Design MENA - July2021Document220 pagesFinal - District Cooling System Design MENA - July2021Mubashir KhanNo ratings yet
- Us 4479925Document5 pagesUs 4479925Katherine Benavides VillenaNo ratings yet
- Us 5079267Document8 pagesUs 5079267annisa mifhtantiNo ratings yet
- US5969160 Post Reactor Neste 1998Document4 pagesUS5969160 Post Reactor Neste 1998daraj darajNo ratings yet
- Syngas Composition FIX Haldor Topsoe US6224789B1Document4 pagesSyngas Composition FIX Haldor Topsoe US6224789B1Ilham FajriNo ratings yet
- Ullmanns 2 PDFDocument88 pagesUllmanns 2 PDFCaroline Midori AkamatsuNo ratings yet
- Us4342699 PDFDocument18 pagesUs4342699 PDFKhabib FirmansyahNo ratings yet
- Patente 10Document26 pagesPatente 10Laura GarciaNo ratings yet
- R8.4 Industrial Example of Nonadiabatic Reactor Operation: Oxidation of Sulfur DioxideDocument12 pagesR8.4 Industrial Example of Nonadiabatic Reactor Operation: Oxidation of Sulfur DioxideThanh HoàngNo ratings yet
- United States Patent (19) : Swearingen Et AlDocument4 pagesUnited States Patent (19) : Swearingen Et AlLoren Lee SwearingenNo ratings yet
- United States Patent 19: Dumain Et AlDocument10 pagesUnited States Patent 19: Dumain Et AlFi FiyundaNo ratings yet
- Ullmann S Encyclopedia of Industrial Chemistry - 2011 - Appl - Ammonia 2 Production ProcessesDocument88 pagesUllmann S Encyclopedia of Industrial Chemistry - 2011 - Appl - Ammonia 2 Production ProcessesJulius SuhermanNo ratings yet
- United States Patent (19) : Lightner Oct. 17, 2000Document6 pagesUnited States Patent (19) : Lightner Oct. 17, 2000Ira RamadhaniNo ratings yet
- Us2503724 - Ca2941105a1Document8 pagesUs2503724 - Ca2941105a1Facundo MendezNo ratings yet
- Process for converting methanol to formaldehyde using silver and metal oxide catalystsDocument4 pagesProcess for converting methanol to formaldehyde using silver and metal oxide catalystsRuchita PoilkarNo ratings yet
- United States Patent (10) Patent No.: US 7,674,932 B2: Davey Et Al. (45) Date of Patent: Mar. 9, 2010Document6 pagesUnited States Patent (10) Patent No.: US 7,674,932 B2: Davey Et Al. (45) Date of Patent: Mar. 9, 2010treyzzztylerNo ratings yet
- United States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003Document5 pagesUnited States Patent (10) Patent No.: Us 6,670,504 B1: Borchert Et Al. (45) Date of Patent: Dec. 30, 2003GI2015No ratings yet
- United States Patent (19) : (45) Date of Patent: Mar 23, 1999Document9 pagesUnited States Patent (19) : (45) Date of Patent: Mar 23, 1999Yosef Camposano RodriguezNo ratings yet
- United States Patent (19) : (75) Inventors: Larry Mank, Orgeval Yves BarthelDocument5 pagesUnited States Patent (19) : (75) Inventors: Larry Mank, Orgeval Yves BarthelPratamap OdelNo ratings yet
- Two-Stage Wet Oxidation Process for COD RemovalDocument10 pagesTwo-Stage Wet Oxidation Process for COD RemovalBaba DookNo ratings yet
- Remove sulfur from industrial gases using N-alkylated pyrrolidonesDocument5 pagesRemove sulfur from industrial gases using N-alkylated pyrrolidonesNateek SharmaNo ratings yet
- US5891263Document5 pagesUS5891263madhurmehrotraNo ratings yet
- Us5799507 - ScoreDocument19 pagesUs5799507 - ScoreDiego1980bNo ratings yet
- Patente Proceso aMDEA de BASFDocument9 pagesPatente Proceso aMDEA de BASFizurietaeduardoNo ratings yet
- Ammonia-Urea Industry in BangladeshDocument28 pagesAmmonia-Urea Industry in BangladeshHumayun Rashid Khan100% (1)
- US5201949Document6 pagesUS5201949panxiaozheNo ratings yet
- Catalysts: Platinum in OxidationDocument5 pagesCatalysts: Platinum in Oxidationdshree5811No ratings yet
- United States Patent 19Document7 pagesUnited States Patent 19Yosef Camposano RodriguezNo ratings yet
- United States Patent (19) : Homme, Jr. 11 4,088,742Document11 pagesUnited States Patent (19) : Homme, Jr. 11 4,088,742Hedi Ben MohamedNo ratings yet
- Us 5282882Document5 pagesUs 5282882DhrupadSoniRaviNo ratings yet
- US4453015 Paten MEK 2Document4 pagesUS4453015 Paten MEK 2Lathifa Rahma AstutiNo ratings yet
- Process for Carbonylation of Ethylene Improves Catalyst Life with Higher Ethylene:CO RatioDocument7 pagesProcess for Carbonylation of Ethylene Improves Catalyst Life with Higher Ethylene:CO RatioMary Grace VelitarioNo ratings yet
- US5364986Document4 pagesUS5364986Alam IlhamNo ratings yet
- United States Patent (19) : Fisher, Both of Chester, All of VaDocument4 pagesUnited States Patent (19) : Fisher, Both of Chester, All of VaCh PrasadNo ratings yet
- US5208393 - Patent Reduction CCl4Document7 pagesUS5208393 - Patent Reduction CCl4aldo BMCNo ratings yet
- Ulllted States Patent (10) Patent N0.: US 7,935,254 B2Document6 pagesUlllted States Patent (10) Patent N0.: US 7,935,254 B2Dejan CekovskiNo ratings yet
- Aluminum OxideDocument5 pagesAluminum OxideAlexandra EvangelistaNo ratings yet
- Acetylene Production and Properties ArticleDocument50 pagesAcetylene Production and Properties ArticleEduardo Vazquez NavarreteNo ratings yet
- Coke Formation in The Thermal Cracking of HydrocarbonsDocument7 pagesCoke Formation in The Thermal Cracking of HydrocarbonsJuan FloresNo ratings yet
- US3743699Document12 pagesUS3743699Ruchita PoilkarNo ratings yet
- Ajol File Journals - 483 - Articles - 123397 - Submission - Proof - 123397 5701 337840 1 10 20151008Document6 pagesAjol File Journals - 483 - Articles - 123397 - Submission - Proof - 123397 5701 337840 1 10 20151008Shivangi GargNo ratings yet
- Coal Gasification - Routes To Ammonia and MethanolDocument35 pagesCoal Gasification - Routes To Ammonia and Methanolmark_ancot100% (1)
- Producers Gas PlantsDocument13 pagesProducers Gas PlantsHalil İbrahim KüplüNo ratings yet
- Pollution Reduction Using Platinum CatalystsDocument7 pagesPollution Reduction Using Platinum CatalystsduongchitrungNo ratings yet
- Process For Purification of HCL From Edc PyrolysisDocument6 pagesProcess For Purification of HCL From Edc Pyrolysisu2051721No ratings yet
- Us 4565867Document11 pagesUs 4565867Andika PratamaNo ratings yet
- Nitric Acid ManufactureDocument4 pagesNitric Acid ManufactureAlberto MarioNo ratings yet
- Us3850741 PDFDocument6 pagesUs3850741 PDFGandhi YellapuNo ratings yet
- United States Patent (19) : Daly Et Al. 11) 4,436,836Document9 pagesUnited States Patent (19) : Daly Et Al. 11) 4,436,836arif thoha bariklanaNo ratings yet
- Development of A Zero-Emissions Sulfur-Recovery Process. 1.Document12 pagesDevelopment of A Zero-Emissions Sulfur-Recovery Process. 1.Soroosh ZareNo ratings yet
- US patent describes dehydrogenation process using improved catalystDocument5 pagesUS patent describes dehydrogenation process using improved catalystandiNo ratings yet
- United States PatentDocument6 pagesUnited States PatentPaola LNNo ratings yet
- Higher Pressure Improves PA RecoveryDocument7 pagesHigher Pressure Improves PA RecoveryFaizhal DimazNo ratings yet
- US4152217Document9 pagesUS4152217SekarNTutyNo ratings yet
- Maximizing Rhodium Recovery in the Methyl Acetate Carbonylation ProcessDocument19 pagesMaximizing Rhodium Recovery in the Methyl Acetate Carbonylation ProcessJohn Patrick DagleNo ratings yet
- Maschio 1994Document8 pagesMaschio 1994khanzm818No ratings yet
- US4472593 - Paten FixDocument4 pagesUS4472593 - Paten FixDaradjati HendroNo ratings yet
- Salt Purification - 3Document4 pagesSalt Purification - 3Ruchita PoilkarNo ratings yet
- US2462413 FormaldehydeDocument5 pagesUS2462413 FormaldehydeRuchita PoilkarNo ratings yet
- CA2575537C UreaDocument17 pagesCA2575537C UreaRuchita PoilkarNo ratings yet
- Salt Purification - 2Document8 pagesSalt Purification - 2Ruchita PoilkarNo ratings yet
- Process for converting methanol to formaldehyde using silver and metal oxide catalystsDocument4 pagesProcess for converting methanol to formaldehyde using silver and metal oxide catalystsRuchita PoilkarNo ratings yet
- US8367867 - UreaDocument12 pagesUS8367867 - UreaRuchita PoilkarNo ratings yet
- EP0435008A1 UreaDocument8 pagesEP0435008A1 UreaRuchita PoilkarNo ratings yet
- Electrolysis Process Removes Formate Salts from Pentaerythritol SolutionDocument6 pagesElectrolysis Process Removes Formate Salts from Pentaerythritol SolutionRuchita Poilkar100% (1)
- By Swill 39Re-A-2J: July 2, 1963 A. Roche Etal 3,096,377Document5 pagesBy Swill 39Re-A-2J: July 2, 1963 A. Roche Etal 3,096,377Ruchita PoilkarNo ratings yet
- US2373717Document2 pagesUS2373717Ruchita PoilkarNo ratings yet
- Para-Cumylphenol (PCP) : Typical Properties Property TypicalDocument1 pagePara-Cumylphenol (PCP) : Typical Properties Property TypicalRuchita PoilkarNo ratings yet
- Filed June 18, 1954: Feb. 26, 1957 I, Christoffel. 2,782,918Document4 pagesFiled June 18, 1954: Feb. 26, 1957 I, Christoffel. 2,782,918Ruchita PoilkarNo ratings yet
- Ei. A. G : 1,202,995. Patented 0ct, 31, 1916Document5 pagesEi. A. G : 1,202,995. Patented 0ct, 31, 1916Ruchita PoilkarNo ratings yet
- US3743699Document12 pagesUS3743699Ruchita PoilkarNo ratings yet
- Modelagem Fuzzy Aplicada Na Detec o Da Vulnerabildade Eros o CosteiraDocument172 pagesModelagem Fuzzy Aplicada Na Detec o Da Vulnerabildade Eros o CosteiraRuchita PoilkarNo ratings yet
- A Mathematical Model of The Synthesis of Pentaerythritol: D. I. Belkin and O. A. DemchenkoDocument10 pagesA Mathematical Model of The Synthesis of Pentaerythritol: D. I. Belkin and O. A. DemchenkoRuchita PoilkarNo ratings yet
- US5741956 PentaerythritolDocument5 pagesUS5741956 PentaerythritolRuchita PoilkarNo ratings yet
- Manufacture of Soda Ash in Arabian Gulf AnalyzedDocument10 pagesManufacture of Soda Ash in Arabian Gulf AnalyzedManohkaran VelooNo ratings yet
- Volumetric Determination of NitrateDocument3 pagesVolumetric Determination of NitrateRuchita PoilkarNo ratings yet
- Formaldehyde - H2CO - PubChemDocument95 pagesFormaldehyde - H2CO - PubChemRuchita PoilkarNo ratings yet
- Determination of Nitrate Anion in Waste Water from Nine Areas of Coastal GuyanaDocument10 pagesDetermination of Nitrate Anion in Waste Water from Nine Areas of Coastal GuyanaRuchita PoilkarNo ratings yet
- CN101337662B ChinaDocument13 pagesCN101337662B ChinaRuchita PoilkarNo ratings yet
- United States Patent Office: Patented Mar. 13, 1951 ... ."Document2 pagesUnited States Patent Office: Patented Mar. 13, 1951 ... ."Ruchita PoilkarNo ratings yet
- Thermal Hazards of Fireworks MixturesDocument9 pagesThermal Hazards of Fireworks MixturesRuchita PoilkarNo ratings yet
- TAM BasicTheory Applications 2019Document310 pagesTAM BasicTheory Applications 2019Ruchita PoilkarNo ratings yet
- ASTRABAT Deliverable D2.4 Test Specifications WP2, T2.4Document32 pagesASTRABAT Deliverable D2.4 Test Specifications WP2, T2.4Ruchita PoilkarNo ratings yet
- JPSJ 57 2174Document8 pagesJPSJ 57 2174Ruchita PoilkarNo ratings yet
- US1897725Document3 pagesUS1897725Ruchita PoilkarNo ratings yet
- Neutralization of Acid and Production of Carbonate-Containing CompositionsDocument32 pagesNeutralization of Acid and Production of Carbonate-Containing CompositionsRuchita PoilkarNo ratings yet
- Centrifugal Compressor Surge Control SoftwareDocument9 pagesCentrifugal Compressor Surge Control Softwareprashanth1965No ratings yet
- 750-91 OM Manual ModelCBLE-250-350HP Dec09Document192 pages750-91 OM Manual ModelCBLE-250-350HP Dec09Mara LiceoNo ratings yet
- Measure Airspeed Using a ManometerDocument10 pagesMeasure Airspeed Using a Manometerelle liNo ratings yet
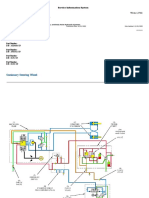
- Steering System: Systems OperationDocument7 pagesSteering System: Systems Operationallan lariosaNo ratings yet
- Thermophysical Properties: T H o M A S F. Irvine JRDocument74 pagesThermophysical Properties: T H o M A S F. Irvine JRAbu Izzan Al BunyNo ratings yet
- Inert Gas System (IGG)Document3 pagesInert Gas System (IGG)Fadzil NorNo ratings yet
- Curves and Correction Curves For Steam TurbineDocument18 pagesCurves and Correction Curves For Steam Turbinearunrajmech09No ratings yet
- Ppe Terms IIDocument164 pagesPpe Terms IIpatNo ratings yet
- Unit 11 Boyle Charles GayLussac and Combined Gas Law Worksheet Gas WS 1 2010Document2 pagesUnit 11 Boyle Charles GayLussac and Combined Gas Law Worksheet Gas WS 1 2010Pablo AlconzNo ratings yet
- 2099 Datum CDocument2 pages2099 Datum CNistha ChakrabortyNo ratings yet
- UNIT-10, 3x660MW, KTPS: High Energy Drain Valves Body Temperature MappingDocument2 pagesUNIT-10, 3x660MW, KTPS: High Energy Drain Valves Body Temperature Mappingrbdubey2020No ratings yet
- DearatorDocument3 pagesDearatorEDUARDONo ratings yet
- I&M PPPPU - Pressure Powered Pump Package UnitDocument24 pagesI&M PPPPU - Pressure Powered Pump Package UnitJanmejoyPatraNo ratings yet
- Manual Tecnico Drycooler EmersonDocument44 pagesManual Tecnico Drycooler EmersonAnonymous wuBvdwNo ratings yet
- Coke and Coal Gasification Plant 2 200 TPD 107Document1 pageCoke and Coal Gasification Plant 2 200 TPD 107osamaNo ratings yet
- 02 - Types of TurbinesDocument46 pages02 - Types of Turbinesranjan08838No ratings yet
- Pcpumps: ProiexDocument3 pagesPcpumps: ProiexSavalia HardikNo ratings yet
- F. J. Garber, SPE, University of Southwestern Louisiana And, J. G. Osorio, University National de ColombiaDocument10 pagesF. J. Garber, SPE, University of Southwestern Louisiana And, J. G. Osorio, University National de ColombiaAndres CalvoNo ratings yet
- International Fire Training Centre: Firefighter InitialDocument5 pagesInternational Fire Training Centre: Firefighter Initialmatthew02012010No ratings yet
- Purifier Ammonia ProcessDocument4 pagesPurifier Ammonia ProcessGajanan PadamwarNo ratings yet
- Effects of helium gas flow rate on arc shape, molten pool behavior and penetration in aluminum alloy DCEN TIG weldingDocument15 pagesEffects of helium gas flow rate on arc shape, molten pool behavior and penetration in aluminum alloy DCEN TIG weldingJoão Paulo NascimentoNo ratings yet
- Physics Flow Rate and Bernoulli's EquationDocument2 pagesPhysics Flow Rate and Bernoulli's Equationmechanical_lecturerNo ratings yet
- Compressor Station (Specification 98A)Document2 pagesCompressor Station (Specification 98A)Gloria HamiltonNo ratings yet
- Uniphos Kwiksense Digital Smart Gas Transmitter: Salient FeaturesDocument3 pagesUniphos Kwiksense Digital Smart Gas Transmitter: Salient Featuresraushan mishraNo ratings yet
- (H-EP) Expanded Perlite: Low Temperature and Cryogenic InsulationDocument2 pages(H-EP) Expanded Perlite: Low Temperature and Cryogenic InsulationKamesh KalgiNo ratings yet
- SPE-184314-MS PVT Analysis: Validity Checks and EOS Tuning Techniques For Retrograde Gas Condensate ReservoirsDocument12 pagesSPE-184314-MS PVT Analysis: Validity Checks and EOS Tuning Techniques For Retrograde Gas Condensate ReservoirshusseinhshNo ratings yet
- US Maritime Service Training Manual - Engineering Branch TrainingDocument152 pagesUS Maritime Service Training Manual - Engineering Branch Trainingmihalikj2190No ratings yet
- 2018 16 Calibrating and Operating Coriolis Flow MetersDocument31 pages2018 16 Calibrating and Operating Coriolis Flow MetersmochdimaskuNo ratings yet