You might also like
- m2 Class Slide Fall 2014Document156 pagesm2 Class Slide Fall 2014Siggy Lai100% (2)
- Nondestructive Examinations: Standard Terminology ForDocument39 pagesNondestructive Examinations: Standard Terminology Forcatalina mazoNo ratings yet
- Equipment CatalogDocument66 pagesEquipment Catalogcristian pedrazaNo ratings yet
- Helling Katalog NDTDocument43 pagesHelling Katalog NDTNDTInstructorNo ratings yet
- Rahul Raj - Java Deep Learning Cookbook - Train Neural Networks For Classification, NLP, and Reinforcement Learning Using Deeplearning4j.-Packt (2020)Document294 pagesRahul Raj - Java Deep Learning Cookbook - Train Neural Networks For Classification, NLP, and Reinforcement Learning Using Deeplearning4j.-Packt (2020)LUIS MARTINEZNo ratings yet
- Aero Engine Blade NDTDocument5 pagesAero Engine Blade NDTAgustin Jose MarcuzziNo ratings yet
- Formed Metal - Round Bar UT2Document4 pagesFormed Metal - Round Bar UT2Siggy LaiNo ratings yet
- Formed Metal - Round Bar UT2Document4 pagesFormed Metal - Round Bar UT2Siggy LaiNo ratings yet
- Formed Metal - Round Bar UT2Document4 pagesFormed Metal - Round Bar UT2Siggy LaiNo ratings yet
- Ultrasonic Exam Evaluation & InterpretationDocument39 pagesUltrasonic Exam Evaluation & InterpretationVaraGoudNo ratings yet
- NASA PRC-6503 Rev C Radiographic InspectionDocument8 pagesNASA PRC-6503 Rev C Radiographic InspectionLi-chung JeaNo ratings yet
- Abc Inspection: Magnetic Particle Inspection ProcedureDocument17 pagesAbc Inspection: Magnetic Particle Inspection ProcedureSiggy LaiNo ratings yet
- Validation of Computed Radiography (CR) Exposure Chart For Stainless Steel and AluminumDocument8 pagesValidation of Computed Radiography (CR) Exposure Chart For Stainless Steel and AluminumidealparrotNo ratings yet
- Lecture 18-UTDocument50 pagesLecture 18-UTsamrn850% (2)
- Ultrasonic Testing (Ut) : Level IiDocument24 pagesUltrasonic Testing (Ut) : Level IiAhmed El MorsyNo ratings yet
- UT3Document115 pagesUT3Nikhil KashyapNo ratings yet
- 2015 Equipment Catalog 2015Document67 pages2015 Equipment Catalog 2015karthikeyan1992No ratings yet
- U 4 P 1 MetalformingprocessesDocument82 pagesU 4 P 1 MetalformingprocessesAbhinandan ChatterjeeNo ratings yet
- Adh-2000 Manual de OpracionDocument48 pagesAdh-2000 Manual de OpracionCarlos MenaNo ratings yet
- BS EN ISO 9934-1 Current CalculationDocument3 pagesBS EN ISO 9934-1 Current Calculationbhavin178No ratings yet
- Method D - Hydrophilic Fluorescent InspectionDocument1 pageMethod D - Hydrophilic Fluorescent InspectionYacira Sepulveda ArdilaNo ratings yet
- Types of Magnetizing CurrentDocument3 pagesTypes of Magnetizing Currentdantegimenez0% (1)
- ASME 8 Div 1 Appendix 7 Examination of Steel CastingsDocument3 pagesASME 8 Div 1 Appendix 7 Examination of Steel CastingsSiggy Lai75% (4)
- Bcit Slides Mt2 Fall-2014Document143 pagesBcit Slides Mt2 Fall-2014Siggy Lai100% (1)
- Bcit Slides Mt2 Fall-2014Document143 pagesBcit Slides Mt2 Fall-2014Siggy Lai100% (1)
- BHEL Technical COnditions of ContractDocument36 pagesBHEL Technical COnditions of ContractSandeep NarayananNo ratings yet
- Weld - Tee Weld Csa w59 Aws d1Document5 pagesWeld - Tee Weld Csa w59 Aws d1Siggy LaiNo ratings yet
- Weld - Tee Weld Csa w59 Aws d1Document5 pagesWeld - Tee Weld Csa w59 Aws d1Siggy LaiNo ratings yet
- Ruukki Hot Rolled Steels Ultrasonic Testing 2011 PDFDocument5 pagesRuukki Hot Rolled Steels Ultrasonic Testing 2011 PDFpvdang8453No ratings yet
- Basics: UT Study Guide. Questions and Answers Fill In, Choose The Right Answer or Write Required Equations or AnswersDocument5 pagesBasics: UT Study Guide. Questions and Answers Fill In, Choose The Right Answer or Write Required Equations or AnswersWahEedNo ratings yet
- Penetrant Testing NotesDocument26 pagesPenetrant Testing NotesGauthamSarangNo ratings yet
- Nondestructive Examination (NDE) Technology and Codes Student Manual Introduction To Ultrasonic ExaminationDocument78 pagesNondestructive Examination (NDE) Technology and Codes Student Manual Introduction To Ultrasonic ExaminationRaj KumarNo ratings yet
- Sop52 08 0000 00 015Document11 pagesSop52 08 0000 00 015Ali RafiqueNo ratings yet
- MPTDocument78 pagesMPThash117No ratings yet
- V+ 4.magnetic Particle ExaminationDocument12 pagesV+ 4.magnetic Particle ExaminationAMAL VISHNUNo ratings yet
- MSE 494/598 - Nondestructive Testing Techniques for Structural MaterialsDocument74 pagesMSE 494/598 - Nondestructive Testing Techniques for Structural Materialselijah nderitu100% (1)
- UniFi - Getting StartedDocument6 pagesUniFi - Getting StartedRachwandiNo ratings yet
- China's First Ministry of Machine-Building Standard for Radiography of WeldsDocument133 pagesChina's First Ministry of Machine-Building Standard for Radiography of Weldsmsiddique1No ratings yet
- ECHOGRAPH Ultrasonic Probes Brochure SummaryDocument4 pagesECHOGRAPH Ultrasonic Probes Brochure Summarycarlos100% (1)
- Round Bar Metal InspectionDocument4 pagesRound Bar Metal InspectionSiggy LaiNo ratings yet
- NDT Xl-Ut-05.1 Babbit QualityDocument7 pagesNDT Xl-Ut-05.1 Babbit QualityRon KentNo ratings yet
- Liquid Penetrant Testing Guide for BeginnersDocument216 pagesLiquid Penetrant Testing Guide for BeginnershocimtmNo ratings yet
- TWI Hitan: Training Certification SchemeDocument192 pagesTWI Hitan: Training Certification Schemesaliyarumesh2292100% (1)
- Ultrasonic Examination of Welds Characterizing of Indications (Compatibility Mode)Document41 pagesUltrasonic Examination of Welds Characterizing of Indications (Compatibility Mode)Alzaki AbdullahNo ratings yet
- NDT Basic PresentationDocument207 pagesNDT Basic PresentationIvan AgurtoNo ratings yet
- Aluminum Plate Metal Inspection with Ultrasonic TestingDocument3 pagesAluminum Plate Metal Inspection with Ultrasonic TestingSiggy LaiNo ratings yet
- Mil-Std-1949a NoticeDocument3 pagesMil-Std-1949a NoticeGökhan ÇiçekNo ratings yet
- Vector gas pipeline UT inspection reportDocument2 pagesVector gas pipeline UT inspection reportbacabacabacaNo ratings yet
- Fun With Civa Simulation Software for Ultrasonic NDT TrainingDocument12 pagesFun With Civa Simulation Software for Ultrasonic NDT Trainingmusaismail8863No ratings yet
- Ultrasonic Inspection of A Round BarDocument3 pagesUltrasonic Inspection of A Round BarSiggy LaiNo ratings yet
- Ultrasonic Inspection of A Round BarDocument3 pagesUltrasonic Inspection of A Round BarSiggy LaiNo ratings yet
- QB 5 - Basic NDT - LT QBDocument5 pagesQB 5 - Basic NDT - LT QBprabhakaran.SNo ratings yet
- Handbook For Magnaflux L10 CoilDocument4 pagesHandbook For Magnaflux L10 CoilmgmqroNo ratings yet
- UTpp 4Document86 pagesUTpp 4Manoj Balla100% (2)
- Info - DAC Plot Using IOW Block For 2 TransducersDocument1 pageInfo - DAC Plot Using IOW Block For 2 TransducersSiggy LaiNo ratings yet
- LPT Kavi Cha QBDocument47 pagesLPT Kavi Cha QBkingstonNo ratings yet
- Mag Machine 3509Document2 pagesMag Machine 3509Jitendra BhosaleNo ratings yet
- PAUTDocument55 pagesPAUTRavi Kumar VatturiNo ratings yet
- Radiography TestingDocument1 pageRadiography TestingGulfnde Industrial ServicesNo ratings yet
- Lesson 5: Current Requirements (Circular Magnetization)Document7 pagesLesson 5: Current Requirements (Circular Magnetization)kevin desaiNo ratings yet
- IQI Designation PDFDocument1 pageIQI Designation PDFravi00098No ratings yet
- Back Up Roll UTDocument5 pagesBack Up Roll UTkinglordofatoNo ratings yet
- B. The Demagnetisation Curve and Its ParametersDocument4 pagesB. The Demagnetisation Curve and Its ParametersLalit MisraNo ratings yet
- Practical Ultrasonic Inspection GuideDocument95 pagesPractical Ultrasonic Inspection GuidemohamedNo ratings yet
- Introduction To UT Flaw DetectorDocument26 pagesIntroduction To UT Flaw DetectorNail Widya Satya100% (1)
- Demagnatization Demagnatization Demagnatization Demagnatization Downhole Tools Downhole Tools Downhole Tools Downhole ToolsDocument10 pagesDemagnatization Demagnatization Demagnatization Demagnatization Downhole Tools Downhole Tools Downhole Tools Downhole ToolsMehdi SoltaniNo ratings yet
- MPI Inspection ProcedureDocument5 pagesMPI Inspection ProcedureDinesh GuptaNo ratings yet
- Rusayl Institute Liquid Penetrant Testing - Level Ii General QuestionaireDocument8 pagesRusayl Institute Liquid Penetrant Testing - Level Ii General QuestionairekingstonNo ratings yet
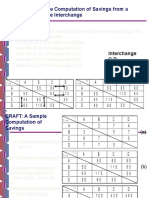
- CRAFT: A Sample Computation of Savings From A Feasible Pairwise InterchangeDocument15 pagesCRAFT: A Sample Computation of Savings From A Feasible Pairwise Interchangeajeng.saraswatiNo ratings yet
- Linear ProgrammingDocument12 pagesLinear ProgrammingMark WatneyNo ratings yet
- Huffman CodeDocument47 pagesHuffman CodeVijay TrivediNo ratings yet
- Common Discontinuities NDTDocument2 pagesCommon Discontinuities NDTSiggy LaiNo ratings yet
- Formed Metal - Rail Wheel UT1Document3 pagesFormed Metal - Rail Wheel UT1Siggy LaiNo ratings yet
- How To Find Signal Amplitude BWEDocument2 pagesHow To Find Signal Amplitude BWESiggy LaiNo ratings yet
- Mil STD 2154Document44 pagesMil STD 2154Siggy LaiNo ratings yet
- UT of Immersion Test of ExtrusionDocument7 pagesUT of Immersion Test of ExtrusionSiggy LaiNo ratings yet
- 2013 Asme VIII Acceptance CriteriaDocument8 pages2013 Asme VIII Acceptance CriteriaSiggy LaiNo ratings yet
- Sample Tofd Scan With Sonatest PrismaDocument3 pagesSample Tofd Scan With Sonatest PrismaSiggy LaiNo ratings yet
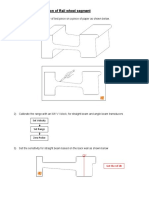
- How To Test Rail Segment With UTDocument5 pagesHow To Test Rail Segment With UTSiggy LaiNo ratings yet
- CGSB PT SyllabusDocument7 pagesCGSB PT SyllabusSiggy LaiNo ratings yet
- Ts-15 Magneticpartical Examination Study MaterialDocument43 pagesTs-15 Magneticpartical Examination Study MaterialSiggy LaiNo ratings yet
- Osy Microproject 29Document15 pagesOsy Microproject 29Rohit GadekarNo ratings yet
- Service Catalog 2019Document104 pagesService Catalog 2019влад камрNo ratings yet
- Scrambe 341Document158 pagesScrambe 341KIMLIDANTECNo ratings yet
- Ukpsc Ae 2023 Admit CardDocument2 pagesUkpsc Ae 2023 Admit CardChetan ChauhanNo ratings yet
- StoryresposeindiaDocument34 pagesStoryresposeindiaWalter ponciniNo ratings yet
- ATKT Examination Fees Summer 2022Document2 pagesATKT Examination Fees Summer 2022Kajal DhansinghaniNo ratings yet
- STUDENT DATABASEDocument34 pagesSTUDENT DATABASEReeta ShuklaNo ratings yet
- Data Center Operations Specialist TrainingDocument5 pagesData Center Operations Specialist TrainingRoberto CarrascoNo ratings yet
- Braking Resistor SAFUR180F460 Braking Resistor 460V 180kW 2.4 OhmDocument2 pagesBraking Resistor SAFUR180F460 Braking Resistor 460V 180kW 2.4 OhmmanthuNo ratings yet
- Gtu MCQ: Dynamics of Machinery (3151911)Document2 pagesGtu MCQ: Dynamics of Machinery (3151911)kannu19802550No ratings yet
- Service Manual: FWM352, FWM371 MP3 3CDC Mini SystemDocument39 pagesService Manual: FWM352, FWM371 MP3 3CDC Mini SystemAlexNo ratings yet
- Carrom LOCODocument9 pagesCarrom LOCOishan vermaNo ratings yet
- Makalah Analysis and IntepretationDocument8 pagesMakalah Analysis and IntepretationDimas HarilukitoNo ratings yet
- Cockpit of The FutureDocument16 pagesCockpit of The FutureRobert Comas Garcia0% (1)
- Week 2Document4 pagesWeek 2Nam NguyenNo ratings yet
- HW 4Document3 pagesHW 4Vikash MovvaNo ratings yet
- I Report On Mobile CRM PDFDocument17 pagesI Report On Mobile CRM PDFPradumna KasaudhanNo ratings yet
- 06-08 Civic Grid Charger 1 - 1Document4 pages06-08 Civic Grid Charger 1 - 1MilosNo ratings yet
- Alco Cable Gland Tutorial - V3 0Document26 pagesAlco Cable Gland Tutorial - V3 0ykresna1631No ratings yet
- Ebony Milf Flashing in Public: Search 9,666,089 VideosDocument2 pagesEbony Milf Flashing in Public: Search 9,666,089 VideosSbonelo MagwazaNo ratings yet
- RESEARCH REVIEWER 2nd GRADINGDocument13 pagesRESEARCH REVIEWER 2nd GRADINGAngelica AlfonsoNo ratings yet
- Technical Specification - MCS LiteDocument6 pagesTechnical Specification - MCS LiteKrunoslavNo ratings yet
- Info Iec60038 (Ed6.2) en DDocument4 pagesInfo Iec60038 (Ed6.2) en DArief Muhammad LubisNo ratings yet
- Vrs 510 Pi PDFDocument10 pagesVrs 510 Pi PDFboxyyy2No ratings yet
- Easyio FG Series, Fs Series and FW Series Peer To Peer User GuideDocument12 pagesEasyio FG Series, Fs Series and FW Series Peer To Peer User Guidenguyendinhphuc22008No ratings yet
- C3M 400 Ly6Document4 pagesC3M 400 Ly6rusiru.dpvNo ratings yet
- Automated Accounting Systems: Merits, Demerits & ProcessesDocument16 pagesAutomated Accounting Systems: Merits, Demerits & ProcessesAayush AnandNo ratings yet
- Dometic VARC48 SpecsheetDocument2 pagesDometic VARC48 SpecsheetJahir GomezNo ratings yet