You might also like
- 4 Furnaces: 4.1 Types and Classification of Different FurnacesDocument31 pages4 Furnaces: 4.1 Types and Classification of Different FurnacesloqNo ratings yet
- Torque Tables: Engineering Data/FaqsDocument11 pagesTorque Tables: Engineering Data/FaqsloqNo ratings yet
- Non Asbestos GasketDocument11 pagesNon Asbestos GasketloqNo ratings yet
- Alternative Gasket MaterialsDocument59 pagesAlternative Gasket MaterialsloqNo ratings yet
- Factor Affecting FlangeDocument2 pagesFactor Affecting FlangeloqNo ratings yet
- How To Read A Fan CurveDocument13 pagesHow To Read A Fan CurveloqNo ratings yet
- Bolt Installation GuideDocument2 pagesBolt Installation GuideloqNo ratings yet
- API 660 Vs TEMADocument2 pagesAPI 660 Vs TEMAloqNo ratings yet
- L Fire Dampers L Combination Fire Smoke DampersDocument11 pagesL Fire Dampers L Combination Fire Smoke DampersloqNo ratings yet
- Ventilator FanDocument6 pagesVentilator FanloqNo ratings yet
- Dry Fire Hydrants: A Guide To Planning and InstallingDocument32 pagesDry Fire Hydrants: A Guide To Planning and InstallingloqNo ratings yet
- Reference Target Torque ValuesDocument1 pageReference Target Torque ValuesloqNo ratings yet
- Rotating Eqmnt Selection ReportDocument16 pagesRotating Eqmnt Selection ReportloqNo ratings yet
- STATS - PPS Brochure Issue 5 WEBDocument19 pagesSTATS - PPS Brochure Issue 5 WEBloqNo ratings yet
- Use Gasket Factor in CalculationDocument7 pagesUse Gasket Factor in CalculationloqNo ratings yet
- How Do I Determine Bolt Torque For Flanged ConnectionsDocument6 pagesHow Do I Determine Bolt Torque For Flanged Connectionsloq100% (1)
- Piping Stress Class RevADocument126 pagesPiping Stress Class RevAloq100% (1)
- In-Line Weld Test Tool: SpecificationDocument1 pageIn-Line Weld Test Tool: SpecificationloqNo ratings yet
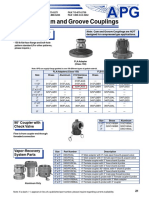
- Cam and Groove Couplings: ASA Flange Couplings (A.N.S.I. Class 150)Document2 pagesCam and Groove Couplings: ASA Flange Couplings (A.N.S.I. Class 150)loqNo ratings yet
- Gap 2.5.2 PDFDocument13 pagesGap 2.5.2 PDFRoberto MendozaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Unit 1 - How To Access The Portal: Assignment 0Document26 pagesUnit 1 - How To Access The Portal: Assignment 0Yagnik prajapatiNo ratings yet
- 6) Tender Specification DOLIYADocument262 pages6) Tender Specification DOLIYADwsc BharuchNo ratings yet
- ASMEDocument77 pagesASMEJitendra BhosaleNo ratings yet
- Indra: For ConstructionDocument8 pagesIndra: For Constructionsumit kumarNo ratings yet
- With Monitor Bio-Uv MiiiDocument93 pagesWith Monitor Bio-Uv MiiiCarlos PinellNo ratings yet
- Gemini Petrol Ultra 2020 - Parts CatalogDocument155 pagesGemini Petrol Ultra 2020 - Parts CatalogGoulam Reza100% (1)
- Mechanical Valves & Flexible Joints: Leading The Way in Piping NeedsDocument40 pagesMechanical Valves & Flexible Joints: Leading The Way in Piping NeedsTanveer AzizNo ratings yet
- Walworth Trunnion Ball Valves CatalogDocument84 pagesWalworth Trunnion Ball Valves CatalogWilmer CelisNo ratings yet
- SM PDFDocument28 pagesSM PDFdeniNo ratings yet
- Airslide Calculation Form Project: Department: Equipment NoDocument3 pagesAirslide Calculation Form Project: Department: Equipment NoManoj Thakur0% (1)
- Trunnion Mounted Forged Ball Valves Model FF and GG: Reduced Bore 3"-36" Full Bore 2" - 48" ASME Class 150 - 2500Document20 pagesTrunnion Mounted Forged Ball Valves Model FF and GG: Reduced Bore 3"-36" Full Bore 2" - 48" ASME Class 150 - 2500aleeimeranNo ratings yet
- Oil Filter Unit, Type OLU, For On-Load Tap-Changers: ManualDocument40 pagesOil Filter Unit, Type OLU, For On-Load Tap-Changers: ManualViệt Hùng Nghiêm100% (1)
- Fisher ES and EAS Easy e Valves CL125 Through CL600: Scope of ManualDocument32 pagesFisher ES and EAS Easy e Valves CL125 Through CL600: Scope of ManualNajem A. SakorNo ratings yet
- Installation & Maintenance Instructions: Brands You TrustDocument16 pagesInstallation & Maintenance Instructions: Brands You Trusthata_562026No ratings yet
- G56-G66 - Flanges Gear Pump Flanges - enDocument11 pagesG56-G66 - Flanges Gear Pump Flanges - enAleja StanleyNo ratings yet
- KEUMDUK KDW PumpDocument17 pagesKEUMDUK KDW PumpThairanil AbduljaleelNo ratings yet
- AM2755 - Testing, Commissioning and Handover Template Rev T0Document40 pagesAM2755 - Testing, Commissioning and Handover Template Rev T0Mohammed MuzakkirNo ratings yet
- Kent. 1913. The Mechanical Engineers' Pocket-Book. A Reference-Book of Rules, Tables, Data, and Formulæ, For The Use of Engineers, Mechanics, and StudentsDocument1,505 pagesKent. 1913. The Mechanical Engineers' Pocket-Book. A Reference-Book of Rules, Tables, Data, and Formulæ, For The Use of Engineers, Mechanics, and StudentsDougKneNo ratings yet
- Siement Turbine Over Hauling Procedure PDFDocument75 pagesSiement Turbine Over Hauling Procedure PDFShankar Jha100% (1)
- Catalogo de Bridas Awwa PDFDocument24 pagesCatalogo de Bridas Awwa PDFMartín García MéndezNo ratings yet
- Vacuostato Norgren 18DDocument2 pagesVacuostato Norgren 18DBase SistemasNo ratings yet
- Catalogo ValvulaDocument1 pageCatalogo Valvulajcojedar2009No ratings yet
- Toto Technical Drawing 2008Document54 pagesToto Technical Drawing 2008Imam Maulana100% (2)
- Flange DimensionsDocument30 pagesFlange DimensionshibhavuNo ratings yet
- Pip Resp003v 1997Document47 pagesPip Resp003v 1997zufriateguiNo ratings yet
- 1 Piece Flanged Standard Port Ball Valves: 1"-12": ASME Class 150 & Class 300Document4 pages1 Piece Flanged Standard Port Ball Valves: 1"-12": ASME Class 150 & Class 300Mario MolinaNo ratings yet
- Wellhead CatalogueDocument78 pagesWellhead CatalogueAminNo ratings yet
- TBmagManual - 10 17 2013Document60 pagesTBmagManual - 10 17 2013AhunahonNo ratings yet
- Fasani Through Conduit Slab Type Bolted Bonnet ValvesDocument10 pagesFasani Through Conduit Slab Type Bolted Bonnet ValvesFrancis AlmiaNo ratings yet
- Frick RXFCompressor PartsDocument60 pagesFrick RXFCompressor PartsDario Manriquelme100% (3)