You might also like
- Us9976567 (B2)Document10 pagesUs9976567 (B2)Gabriel PhilippiNo ratings yet
- 2010 Apparatus For Driving ConductorDocument8 pages2010 Apparatus For Driving ConductorScience & EngineeringNo ratings yet
- F1 M U 51 (Z I G 1 3: (12) Ulllted States Patent (10) Patent N0.: US 8,356,503 B2Document7 pagesF1 M U 51 (Z I G 1 3: (12) Ulllted States Patent (10) Patent N0.: US 8,356,503 B2NimalanNo ratings yet
- United States Patent (10) Patent No.: US 7,594,704 B2Document8 pagesUnited States Patent (10) Patent No.: US 7,594,704 B2AGUAVIVANJNo ratings yet
- Us8128008 - B2 LVMHDocument8 pagesUs8128008 - B2 LVMHsakthivel ArumugamNo ratings yet
- Aircraft Windshield Defogging System Uses Square Wave AC PowerDocument8 pagesAircraft Windshield Defogging System Uses Square Wave AC Poweralfarisyi27No ratings yet
- US8851163B2 patent for multiple offset slim wellhead connectorDocument15 pagesUS8851163B2 patent for multiple offset slim wellhead connectorDiseno VATNo ratings yet
- United States Patent: Fiigel US 6,840,540 B2Document12 pagesUnited States Patent: Fiigel US 6,840,540 B2jemanuelvNo ratings yet
- Sensor Device Forming Method PatentDocument9 pagesSensor Device Forming Method Patentmcx_123No ratings yet
- US8426779Document10 pagesUS8426779Alex de Lima e SilvaNo ratings yet
- United States Patent: Barger Et Al. (45) Date of Patent: Jun. 15, 2004Document39 pagesUnited States Patent: Barger Et Al. (45) Date of Patent: Jun. 15, 2004Gek CagatanNo ratings yet
- Ta Co Chceme - US7134255Document5 pagesTa Co Chceme - US7134255hana.hovorkovaNo ratings yet
- US8794568Document17 pagesUS8794568雷黎明No ratings yet
- US7992581Document17 pagesUS7992581Ragil YogaNo ratings yet
- US6960987Document71 pagesUS6960987Carlos OrtegaNo ratings yet
- Us 7665468Document13 pagesUs 7665468moustafahamod9No ratings yet
- Balancing Mechanism for Palletizing RobotDocument10 pagesBalancing Mechanism for Palletizing RobotRoyLoraGallardoNo ratings yet
- Threaded Connections With High and Low Friction CoatingsDocument14 pagesThreaded Connections With High and Low Friction CoatingsysuyycNo ratings yet
- United States Patent (10) Patent No.: US 8,843.402 B2Document10 pagesUnited States Patent (10) Patent No.: US 8,843.402 B2ramankarnwal1971No ratings yet
- EP07752630NWB1Document21 pagesEP07752630NWB1Sy Nguyen VietNo ratings yet
- US7767297Document16 pagesUS7767297Max Jordan DooleyNo ratings yet
- 2008 - US007461707B2 - Electric HDD Machine SystemDocument12 pages2008 - US007461707B2 - Electric HDD Machine SystemCường Nguyễn QuốcNo ratings yet
- Us 6758544Document16 pagesUs 6758544norbertscribdNo ratings yet
- United States Patent: Cheung Et A) - (45) Date of Patent: Oct. 30, 2007Document19 pagesUnited States Patent: Cheung Et A) - (45) Date of Patent: Oct. 30, 2007Shahzada IrshadNo ratings yet
- Us7997527 PDFDocument11 pagesUs7997527 PDF雷黎明No ratings yet
- United States Patent: Wang Et Al. Patent No.: Date of Patent: US 8,671,381 B1 Mar.11, 2014Document26 pagesUnited States Patent: Wang Et Al. Patent No.: Date of Patent: US 8,671,381 B1 Mar.11, 2014David PetersNo ratings yet
- United States Patent (10) Patent No.: Us 6,197,264 B1: Korhonen Et Al. (45) Date of Patent: Mar. 6, 2001Document13 pagesUnited States Patent (10) Patent No.: Us 6,197,264 B1: Korhonen Et Al. (45) Date of Patent: Mar. 6, 2001yamakunNo ratings yet
- Segmented Bearing BushingDocument12 pagesSegmented Bearing BushingAnonymous 2k25WMLY0No ratings yet
- United States Patent: IiiiiiiiiiiiiiiiiiiiiiiiiiiiiiDocument8 pagesUnited States Patent: IiiiiiiiiiiiiiiiiiiiiiiiiiiiiiStere StereNo ratings yet
- United States Patent: (10) Patent No.: US 6,637,479 B1Document20 pagesUnited States Patent: (10) Patent No.: US 6,637,479 B1Alfian Fajar SamudraNo ratings yet
- US8973792Document17 pagesUS8973792Trung Hieu NguyenNo ratings yet
- United States Patent (10) Patent No.: US 6,431,107 B1: Byle (45) Date of Patent: Aug. 13, 2002Document53 pagesUnited States Patent (10) Patent No.: US 6,431,107 B1: Byle (45) Date of Patent: Aug. 13, 2002454No ratings yet
- United States Patent (10) Patent No.: Us 7.620,327 B2: Snawerdt (45) Date of Patent: Nov. 17, 2009Document11 pagesUnited States Patent (10) Patent No.: Us 7.620,327 B2: Snawerdt (45) Date of Patent: Nov. 17, 2009jsholleyNo ratings yet
- US8075244Document54 pagesUS8075244takanobu ouraNo ratings yet
- Device Locates Partial Discharges in Electric ApparatusDocument12 pagesDevice Locates Partial Discharges in Electric Apparatusnguyen_huu_duy_hcmNo ratings yet
- Bridge Mount Device and System Title OptimizationDocument48 pagesBridge Mount Device and System Title Optimizationja2ja1No ratings yet
- US7156267Document7 pagesUS7156267Efabind OtNo ratings yet
- 2006 - Us7066283 - Reverse Circulation Directional and Horizontal Drilling Using Concentric Coil TubingDocument19 pages2006 - Us7066283 - Reverse Circulation Directional and Horizontal Drilling Using Concentric Coil TubingCường Nguyễn QuốcNo ratings yet
- US6338367 Woven 3D Fabric Material PDFDocument16 pagesUS6338367 Woven 3D Fabric Material PDFParikshit PaulNo ratings yet
- Meccanismo 2Document8 pagesMeccanismo 2Marco Raneo PezzanoNo ratings yet
- US9084549Document15 pagesUS9084549pepe argentoNo ratings yet
- INDUCTION IRONING TITLEDocument20 pagesINDUCTION IRONING TITLERonan RojasNo ratings yet
- Fish Grading DeviceDocument7 pagesFish Grading DeviceLiladhar Ganesh DhobleNo ratings yet
- Air Lubrication System and Vessel PDFDocument13 pagesAir Lubrication System and Vessel PDFOUSSAMA AIT BOULAALAMNo ratings yet
- United States Patent (10) Patent No.: US 7,395,626 B2: Zedrosser (45) Date of Patent: Jul. 8, 2008Document14 pagesUnited States Patent (10) Patent No.: US 7,395,626 B2: Zedrosser (45) Date of Patent: Jul. 8, 2008Слэйтер Строительная компанияNo ratings yet
- Sample Distribution SystemDocument38 pagesSample Distribution SystemJie99No ratings yet
- United States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004Document7 pagesUnited States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004pmurphNo ratings yet
- Us8758606 - B2 LVMHDocument6 pagesUs8758606 - B2 LVMHsakthivel ArumugamNo ratings yet
- 59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Document22 pages59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Qwerty UiopNo ratings yet
- Us 7628347Document6 pagesUs 7628347Pooria1989No ratings yet
- Gas Turbine Combustor Airflow StructureDocument22 pagesGas Turbine Combustor Airflow StructureRohitNo ratings yet
- US10045403Document32 pagesUS10045403hjdineenNo ratings yet
- United States Patent (10) Patent No.: US 6,343,550 B1: Feesler (45) Date of Patent: Feb. 5, 2002Document9 pagesUnited States Patent (10) Patent No.: US 6,343,550 B1: Feesler (45) Date of Patent: Feb. 5, 2002Quý Đình Mai MaiNo ratings yet
- Patent 5Document29 pagesPatent 5Vincentius AntonioNo ratings yet
- United States Patent (10) Patent N0.: US 8,899,217 B2Document7 pagesUnited States Patent (10) Patent N0.: US 8,899,217 B2Teleson MarquesNo ratings yet
- 2002 - Us6491115 - Directional Drilling Machine and Method of Directional DrillingDocument42 pages2002 - Us6491115 - Directional Drilling Machine and Method of Directional DrillingCường Nguyễn QuốcNo ratings yet
- Heated CouplingDocument10 pagesHeated CouplingTUNCAY GUMUSNo ratings yet
- Us 7664476Document19 pagesUs 7664476pepixx985No ratings yet
- US7586071Document13 pagesUS7586071Darkos333No ratings yet
- How to Find Out About Patents: The Commonwealth and International Library: Libraries and Technical Information DivisionFrom EverandHow to Find Out About Patents: The Commonwealth and International Library: Libraries and Technical Information DivisionNo ratings yet
- United States Patent 19 11 Patent Number: 5,421,238Document5 pagesUnited States Patent 19 11 Patent Number: 5,421,238Mary HullNo ratings yet
- United States Patent (10) Patent No.: US 6,327,954 B1: Medlin (45) Date of Patent: Dec. 11, 2001Document29 pagesUnited States Patent (10) Patent No.: US 6,327,954 B1: Medlin (45) Date of Patent: Dec. 11, 2001Mary HullNo ratings yet
- United States Patent: Palicka Et Al. (45) Date of Patent: Jul.18, 2006Document10 pagesUnited States Patent: Palicka Et Al. (45) Date of Patent: Jul.18, 2006Mary HullNo ratings yet
- Improving The Comprehension of Legal DocDocument10 pagesImproving The Comprehension of Legal DocMary HullNo ratings yet
- United States Patent 19: Snedeker Et Al. Date of PatentDocument9 pagesUnited States Patent 19: Snedeker Et Al. Date of PatentMary HullNo ratings yet
- Lightweight Armor Plates and Systems for Protection Against ProjectilesDocument14 pagesLightweight Armor Plates and Systems for Protection Against ProjectilesMary HullNo ratings yet
- Neckel's 1940 patent for improved stacking of folded flat articlesDocument4 pagesNeckel's 1940 patent for improved stacking of folded flat articlesMary HullNo ratings yet
- MX2010009379ADocument35 pagesMX2010009379AMary HullNo ratings yet
- United States Patent: (10) Patent No.: US 6,226,947 B1Document15 pagesUnited States Patent: (10) Patent No.: US 6,226,947 B1Mary HullNo ratings yet
- United States Patent (10) Patent No.: US 7,490,539 B2: Ma (45) Date of Patent: Feb. 17, 2009Document18 pagesUnited States Patent (10) Patent No.: US 7,490,539 B2: Ma (45) Date of Patent: Feb. 17, 2009Mary HullNo ratings yet
- BR112013026894B1Document16 pagesBR112013026894B1Mary HullNo ratings yet
- International BureauDocument49 pagesInternational BureauMary HullNo ratings yet
- WO 2010/115996 Al: 14 October 2010 (14.10.2010)Document29 pagesWO 2010/115996 Al: 14 October 2010 (14.10.2010)Mary HullNo ratings yet
- US10217117B2Document94 pagesUS10217117B2Mary HullNo ratings yet
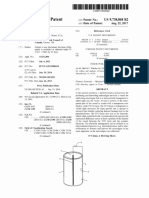
- United States Patent: (10) Patent No .: US 9, 738, 868 B2 (45) Date of Patent: Aug - 22, 2017Document13 pagesUnited States Patent: (10) Patent No .: US 9, 738, 868 B2 (45) Date of Patent: Aug - 22, 2017Mary HullNo ratings yet
- Emulation and Controlled Testing of MIMO OTA ChannelsDocument45 pagesEmulation and Controlled Testing of MIMO OTA ChannelsMary HullNo ratings yet
- US8655809B2Document13 pagesUS8655809B2Mary HullNo ratings yet
- US9602605B2Document17 pagesUS9602605B2Mary HullNo ratings yet
- United States Patent: (10) Patent No.: US 8,793,093 B2Document19 pagesUnited States Patent: (10) Patent No.: US 8,793,093 B2Mary HullNo ratings yet
- US7013257B1Document40 pagesUS7013257B1Mary HullNo ratings yet
- WO2006114452A1Document45 pagesWO2006114452A1Mary HullNo ratings yet
- Us 2019188619 A 1Document22 pagesUs 2019188619 A 1Mary HullNo ratings yet
- EP1303933B1Document48 pagesEP1303933B1Mary HullNo ratings yet
- US6640231B1Document37 pagesUS6640231B1Mary HullNo ratings yet
- Iceland StatementDocument2 pagesIceland StatementMary HullNo ratings yet
- United States Patent: (10) Patent No .: US 9, 738, 868 B2 (45) Date of Patent: Aug - 22, 2017Document13 pagesUnited States Patent: (10) Patent No .: US 9, 738, 868 B2 (45) Date of Patent: Aug - 22, 2017Mary HullNo ratings yet
- United States Patent (10) Patent No.: US 6,862,564 B1: Shue Et Al. (45) Date of Patent: Mar. 1, 2005Document12 pagesUnited States Patent (10) Patent No.: US 6,862,564 B1: Shue Et Al. (45) Date of Patent: Mar. 1, 2005Mary HullNo ratings yet
- Business Pymes PDFDocument85 pagesBusiness Pymes PDFMary HullNo ratings yet
- Coanda Synthetic Jet de Ection Apparatus and Control: SAE Technical Papers November 2011Document14 pagesCoanda Synthetic Jet de Ection Apparatus and Control: SAE Technical Papers November 2011Mary HullNo ratings yet
- CNL QuestionsDocument2 pagesCNL QuestionsrathodrbNo ratings yet
- C135 Conector ABSDocument2 pagesC135 Conector ABSAlirio VilchezNo ratings yet
- Spec He Urea P-4Document144 pagesSpec He Urea P-4M Aditya Regisyah PNo ratings yet
- Hydrogen AgeingDocument5 pagesHydrogen AgeingChaitanya ShakyaNo ratings yet
- Coating, Laminating and Testing CapabilitiesDocument28 pagesCoating, Laminating and Testing CapabilitiesrabiulfNo ratings yet
- Wilsons LTD - Copper and Copper Alloys Introduction To Copper and Its Alloys - 68Document5 pagesWilsons LTD - Copper and Copper Alloys Introduction To Copper and Its Alloys - 68Juan BonottiNo ratings yet
- Project Engineer - Mechanical Design (CATIA - CREO) PDFDocument3 pagesProject Engineer - Mechanical Design (CATIA - CREO) PDFsubhrajit.omNo ratings yet
- ASME U & UM Stamp Certification ProcessDocument11 pagesASME U & UM Stamp Certification ProcessMd Anamul HoqueNo ratings yet
- Student Information Maintenance System ProjectDocument4 pagesStudent Information Maintenance System ProjectHarshpreet Singh0% (1)
- Modeling Biologics, Antibodies & ProteinsDocument2 pagesModeling Biologics, Antibodies & Proteinsthamizh555No ratings yet
- Alluminio TeoriaDocument91 pagesAlluminio TeoriaxypangioNo ratings yet
- Plating Process Flow DiagramDocument4 pagesPlating Process Flow DiagramManu SharmaNo ratings yet
- Results From Tests and StudiesDocument10 pagesResults From Tests and Studies조해정No ratings yet
- Tags and Labels Billet MarkingDocument2 pagesTags and Labels Billet MarkingINDRAJIT SAONo ratings yet
- Nagios XI Product OverviewDocument2 pagesNagios XI Product Overviewphduycanh0% (1)
- CBR Test of SoilDocument3 pagesCBR Test of SoilRheymar Dela Rosa DiwaNo ratings yet
- OilsistemDocument212 pagesOilsistemapi-2635664650% (2)
- EE 499, Lecture 03 Frequency ReuseDocument6 pagesEE 499, Lecture 03 Frequency ReuselakshmiNo ratings yet
- Air VaporizerDocument33 pagesAir VaporizerGolfkung Pairoj100% (1)
- Introduction To Chemical Kinetics: CHEM 102 T. HughbanksDocument16 pagesIntroduction To Chemical Kinetics: CHEM 102 T. HughbanksKarthikNo ratings yet
- Bungalow House Plans Photos PhilippinesDocument16 pagesBungalow House Plans Photos PhilippinesDaryl Badajos100% (1)
- Central Office FY 2018Document8 pagesCentral Office FY 2018Malson GutierrezNo ratings yet
- Project Name: Vibrant 898: Site Address: Village Kadipur, NR SPML WTP, Dholera Sir TP - 1, Taluka Dholera, GujaratDocument5 pagesProject Name: Vibrant 898: Site Address: Village Kadipur, NR SPML WTP, Dholera Sir TP - 1, Taluka Dholera, GujaratShashank WaghmareNo ratings yet
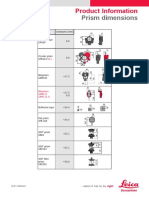
- Leica Prism Constants PDFDocument1 pageLeica Prism Constants PDFAntonio JelacicNo ratings yet
- Industrial Training ReportDocument19 pagesIndustrial Training ReportRam PandeyNo ratings yet
- Lista de Normas Api - RefinaciónDocument14 pagesLista de Normas Api - RefinaciónfaustomgNo ratings yet
- Data Warehousing - FundamentalsDocument3 pagesData Warehousing - FundamentalsJinendraabhiNo ratings yet
- KL-Singapore HSR Project Overview PDFDocument6 pagesKL-Singapore HSR Project Overview PDFcarbasemyNo ratings yet
- 10VM03P22T6PVBE: Operating DataDocument3 pages10VM03P22T6PVBE: Operating DataSergio S. Zegarra TumiNo ratings yet
- Four Laning Irc SP 84 2019Document3 pagesFour Laning Irc SP 84 2019Suyog Gore100% (2)