You might also like
- SRJ Rubber Track & Pad CatalogDocument39 pagesSRJ Rubber Track & Pad CatalogeduardoNo ratings yet
- 01 - WELDING DEFECTS (Surface) - May 2021Document28 pages01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoNo ratings yet
- R1-Ff-Bhadra Dam-30mt Hoist - Under Sluice Gate - r1Document15 pagesR1-Ff-Bhadra Dam-30mt Hoist - Under Sluice Gate - r1ajwalNo ratings yet
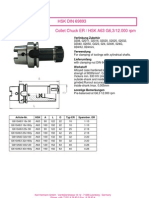
- HSK DIN 69893 enDocument29 pagesHSK DIN 69893 enalphatoolsNo ratings yet
- Hob Seminar (English)Document26 pagesHob Seminar (English)RizwanAliNo ratings yet
- Casting Material Austenitic Ductile Iron in ASTM A439Document3 pagesCasting Material Austenitic Ductile Iron in ASTM A439Alex007No ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- JIS Steel Wires StandardDocument7 pagesJIS Steel Wires StandardPS NguyễnNo ratings yet
- A Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesFrom EverandA Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesRating: 4 out of 5 stars4/5 (1)
- HSS CatalogueDocument56 pagesHSS CataloguenenmilNo ratings yet
- Catalogue GUNUNG GARUDADocument40 pagesCatalogue GUNUNG GARUDAhendrobama50% (2)
- Spodumene Pegmatites PDFDocument53 pagesSpodumene Pegmatites PDFcrazybearNo ratings yet
- Astm A354Document1 pageAstm A354Jemimah Joy Inguito GuarinNo ratings yet
- Z-Carb Corner Radius SpeedFeedDocument2 pagesZ-Carb Corner Radius SpeedFeedalphatoolsNo ratings yet
- Machining Duplex Stainless Steels: Shop Sheet 103Document4 pagesMachining Duplex Stainless Steels: Shop Sheet 103Adrian CeplinschiNo ratings yet
- Rule No. 1Document64 pagesRule No. 1Albert AliminNo ratings yet
- WWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & PolishingDocument44 pagesWWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & Polishingtien thanh doNo ratings yet
- High Speed Steel Round BarDocument4 pagesHigh Speed Steel Round BarMANJEET KUMARNo ratings yet
- Calculo Maquinado CuñeroDocument3 pagesCalculo Maquinado Cuñeroluigiv67No ratings yet
- Bigboss Cement Mill DataDocument4 pagesBigboss Cement Mill DataherwinNo ratings yet
- Torneamento Hardox 400 PDFDocument2 pagesTorneamento Hardox 400 PDFJosue OliveiraNo ratings yet
- SFM Formulae Chart 2Document2 pagesSFM Formulae Chart 2Carlos Gabriel PensamientoNo ratings yet
- Saw Blades and Bevel Cutters For GF and RA MachinesDocument5 pagesSaw Blades and Bevel Cutters For GF and RA MachinesVan DantNo ratings yet
- ChapitreGrinding GBDocument4 pagesChapitreGrinding GBLLNo ratings yet
- ASTM Rebars Properties PDFDocument4 pagesASTM Rebars Properties PDFDAN ANDNo ratings yet
- Cutter Blade Reference GuideDocument12 pagesCutter Blade Reference GuideThePrintManNo ratings yet
- Grinding English 9804Document16 pagesGrinding English 9804Subodh RanjanNo ratings yet
- SPCCDocument10 pagesSPCCDeepak JainNo ratings yet
- Metric Sizes Rock Reamer SpecificationsDocument4 pagesMetric Sizes Rock Reamer SpecificationsYusuf BagewadiNo ratings yet
- MAI R32N&S 9851 2230 01cDocument2 pagesMAI R32N&S 9851 2230 01cesteban muñozNo ratings yet
- FT Cn1293smef590Document2 pagesFT Cn1293smef590Yuseth Patio AvilesNo ratings yet
- 05 StrippersDocument10 pages05 Stripperspavel10082020No ratings yet
- Uapro Dig13 PDFDocument32 pagesUapro Dig13 PDFG-SamNo ratings yet
- RB Ca Brochure Ver2 WEBDocument11 pagesRB Ca Brochure Ver2 WEBIori YagamiNo ratings yet
- Consteel Catalogue PURLINS CPurlinDocument3 pagesConsteel Catalogue PURLINS CPurlinAnsaf AskyNo ratings yet
- Combinations Update 21-06-07Document23 pagesCombinations Update 21-06-07Burcea FlorinNo ratings yet
- VSL SlabDocument12 pagesVSL SlabhazemNo ratings yet
- Basalt Catalogue-CDocument4 pagesBasalt Catalogue-Cdanny buiNo ratings yet
- Features: Finishing-Purpose of Negative Chip Breaker For Steel TurningDocument4 pagesFeatures: Finishing-Purpose of Negative Chip Breaker For Steel TurningArdeleana TisaNo ratings yet
- Air Texturing NozzleDocument17 pagesAir Texturing Nozzleanil kapadiaNo ratings yet
- MaxWell 4.5in Casing CuttingtoolDocument3 pagesMaxWell 4.5in Casing Cuttingtooljunbo duNo ratings yet
- 140 Sheree Blvd. PO Box 566, Exton, PA 19341-0566 US - Web SiteDocument3 pages140 Sheree Blvd. PO Box 566, Exton, PA 19341-0566 US - Web SitegeorgyNo ratings yet
- PC5300NC5330 MetricDocument20 pagesPC5300NC5330 MetricSakthi VelNo ratings yet
- GF 4, GF 6 (Avm/Mvm) : Pipe Cutting MachinesDocument2 pagesGF 4, GF 6 (Avm/Mvm) : Pipe Cutting MachinesksracingNo ratings yet
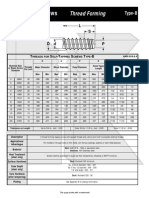
- Sttype ABDocument1 pageSttype ABSean YangNo ratings yet
- Analisis Penggunaan Bit For ChevronDocument15 pagesAnalisis Penggunaan Bit For Chevronfaishal hafizhNo ratings yet
- Drill BitDocument36 pagesDrill Bitmukesh ojhaNo ratings yet
- Disc Ridger: Features & BenefitsDocument1 pageDisc Ridger: Features & BenefitsANDRE AURELLIONo ratings yet
- Selfeeder ElectricDocument32 pagesSelfeeder Electricasta seikiNo ratings yet
- S&T - Design 2013 - 2 PDFDocument40 pagesS&T - Design 2013 - 2 PDFSalmanNo ratings yet
- Steel Grades According To Japanese Standards: Mechanical PropertiesDocument2 pagesSteel Grades According To Japanese Standards: Mechanical PropertiesGANESHNo ratings yet
- Sttype BDocument1 pageSttype BSean YangNo ratings yet
- Self Tapping ScrewsDocument1 pageSelf Tapping ScrewsGulfstream Data, IncNo ratings yet
- 14 Spline NutDocument24 pages14 Spline NutCAT MINING SHOVELNo ratings yet
- Turning Handbook: General Turning - Parting and Grooving - ThreadingDocument53 pagesTurning Handbook: General Turning - Parting and Grooving - ThreadingMindrila BogdanNo ratings yet
- Recommended Rotational Speed Range RPM - TC Burrs For High-Performance ApplicationsDocument1 pageRecommended Rotational Speed Range RPM - TC Burrs For High-Performance ApplicationsLeandro BatistaNo ratings yet
- News Room Services Products Sales Network Manufacturing Units Corporate Profile Financial DataDocument1 pageNews Room Services Products Sales Network Manufacturing Units Corporate Profile Financial DataVarun PatelNo ratings yet
- ZPP z22 Doublesuctionaxiallysplitpumps E00502Document6 pagesZPP z22 Doublesuctionaxiallysplitpumps E00502Fernando Rodríguez HNo ratings yet
- Composition % Combination of Properties: The Benefits of Cal Wrought CNCDocument6 pagesComposition % Combination of Properties: The Benefits of Cal Wrought CNCAshesh MokidiNo ratings yet
- Worm Gear Sets enDocument29 pagesWorm Gear Sets enmohammad khoraminiaNo ratings yet
- Catalogue Worm Gear Sets and Customised Worm Gear SetsDocument30 pagesCatalogue Worm Gear Sets and Customised Worm Gear Setsfog900No ratings yet
- Milling Parameters: N (RPM) (VC (M/min) 1000) / 3.14 Ø d1 (MM) )Document4 pagesMilling Parameters: N (RPM) (VC (M/min) 1000) / 3.14 Ø d1 (MM) )Damir PrstenkovNo ratings yet
- Ffe Brtpctbends 210407Document2 pagesFfe Brtpctbends 210407api-3725163No ratings yet
- DELFERDocument81 pagesDELFERalphatoolsNo ratings yet
- Z-CARB MD SpeedFeedDocument1 pageZ-CARB MD SpeedFeedalphatoolsNo ratings yet
- SAITDocument166 pagesSAITalphatoolsNo ratings yet
- The Finishing Touch: Expect More From A Finishing MillDocument4 pagesThe Finishing Touch: Expect More From A Finishing MillalphatoolsNo ratings yet
- Ti NAMITEDocument2 pagesTi NAMITEalphatoolsNo ratings yet
- Z-Carb Original End Mills: Revolutionizes MillingDocument4 pagesZ-Carb Original End Mills: Revolutionizes MillingalphatoolsNo ratings yet
- Osborn Novoflex-B CatalogueDocument1 pageOsborn Novoflex-B CataloguealphatoolsNo ratings yet
- HPC Flyer UnzippedDocument8 pagesHPC Flyer UnzippedalphatoolsNo ratings yet
- Turbo CarbDocument2 pagesTurbo CarbalphatoolsNo ratings yet
- Ice-Carb High Performance Internal Coolant Drills For Drilling Depths Up To 7XdDocument4 pagesIce-Carb High Performance Internal Coolant Drills For Drilling Depths Up To 7XdalphatoolsNo ratings yet
- Osborn EZ-Flex CatalogueDocument1 pageOsborn EZ-Flex CataloguealphatoolsNo ratings yet
- Threading ToolsDocument9 pagesThreading ToolsalphatoolsNo ratings yet
- MAS-BT enDocument62 pagesMAS-BT enalphatoolsNo ratings yet
- VDI enDocument110 pagesVDI enalphatoolsNo ratings yet
- S20x2 Deckel enDocument9 pagesS20x2 Deckel enalphatools100% (1)
- Pull Studs enDocument8 pagesPull Studs enLLNo ratings yet
- DIN 69871 enDocument69 pagesDIN 69871 enalphatoolsNo ratings yet
- DIN 2080 enDocument45 pagesDIN 2080 enalphatoolsNo ratings yet
- Powerbor DrillsDocument6 pagesPowerbor DrillsalphatoolsNo ratings yet
- Cambridge IGCSE: CHEMISTRY 0620/31Document16 pagesCambridge IGCSE: CHEMISTRY 0620/31Caoling HuangNo ratings yet
- Niels Schrodinger: Curso: Química Profesor (A) :gleddy Diaz Toro Alumno (A) :manuel Omar H.PDocument39 pagesNiels Schrodinger: Curso: Química Profesor (A) :gleddy Diaz Toro Alumno (A) :manuel Omar H.Pomar PeñaNo ratings yet
- Lecture 1 Ultrasonic Welding DoneDocument42 pagesLecture 1 Ultrasonic Welding DoneFaiz IshakNo ratings yet
- Metallurgy in Ancient India and JharkhandDocument5 pagesMetallurgy in Ancient India and JharkhandInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- FinalDocument36 pagesFinalSnehal AdkeNo ratings yet
- Material Metallurgy - Descriptive TypesDocument53 pagesMaterial Metallurgy - Descriptive TypesSushant GhurupNo ratings yet
- Astm A264 (1999)Document8 pagesAstm A264 (1999)Vo Trong ThaiNo ratings yet
- Introduction To F-Block ElementsDocument12 pagesIntroduction To F-Block ElementsÑäñdäñëë ÑäyäkNo ratings yet
- Ions ChargeDocument1 pageIons Chargeshashankshukla676100% (1)
- ReportDocument31 pagesReporttehsmaNo ratings yet
- R9 MTSR Mar 2021Document47 pagesR9 MTSR Mar 2021BJ AbelaNo ratings yet
- 008a.rtfi - AbbrevationsDocument2 pages008a.rtfi - AbbrevationsVivekanandan JNo ratings yet
- Msds LimestoneDocument7 pagesMsds LimestoneFAREEDNo ratings yet
- KME PowderDocument4 pagesKME Powderfrankypanky123No ratings yet
- Brazilian Ceramic and Refractory Industry in The Last DecadeDocument7 pagesBrazilian Ceramic and Refractory Industry in The Last DecadestargmstarNo ratings yet
- 6 - Materials - Metals and Non-Metals - Book Back AnswersDocument7 pages6 - Materials - Metals and Non-Metals - Book Back AnswersSOULSNIPER 15No ratings yet
- Single Replacement ReactionDocument12 pagesSingle Replacement Reactionapi-480822405No ratings yet
- Heat Treatment Methods Applied To AISI 431 Martensitic Stainless SteelsDocument7 pagesHeat Treatment Methods Applied To AISI 431 Martensitic Stainless Steelslir mNo ratings yet
- Aggregate 20mmDocument6 pagesAggregate 20mmTapan MohapatraNo ratings yet
- 9.2 Steel GradesDocument2 pages9.2 Steel GradesĐinh Như ThànhNo ratings yet
- American Ceramic Society: Moisture Expansion of ProductsDocument11 pagesAmerican Ceramic Society: Moisture Expansion of ProductsMaulanaDPRNo ratings yet
- Calcia Stabilized ZirconiaDocument3 pagesCalcia Stabilized Zirconiaedwardbloomcer06No ratings yet
- Burning The Mix 1Document11 pagesBurning The Mix 1John GiannakopoulosNo ratings yet
- Comparative Chemistry of B, Al, Ga, In, TLDocument13 pagesComparative Chemistry of B, Al, Ga, In, TLMmadu CcyNo ratings yet
- Laton Ms58 - CuZn39Pb3 - Original FusiblesDocument4 pagesLaton Ms58 - CuZn39Pb3 - Original FusiblesLuis CeronNo ratings yet
- Gold Extraction ProcessDocument1 pageGold Extraction ProcessBintang Mas SelulerNo ratings yet
- Monobond Plus Sell SheetDocument2 pagesMonobond Plus Sell SheetIvoclar VivadentNo ratings yet
- Ffi 'W: Zffip' N.-FRDocument2 pagesFfi 'W: Zffip' N.-FRraviraj londheNo ratings yet