Professional Documents
Culture Documents
1014 20060710134406
1014 20060710134406
Uploaded by
RODRIGO100%(1)100% found this document useful (1 vote)
94 views33 pagesOriginal Title
1014_20060710134406
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
100%(1)100% found this document useful (1 vote)
94 views33 pages1014 20060710134406
1014 20060710134406
Uploaded by
RODRIGOCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 33
HGISIM ‘ALSTOM USA INC.
Port Ill, Page 17 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
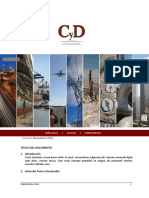
5.10 Permissible Number of CO Operations
The replacement of the arcing contacts and Teflon nozzle is necessary, when a cumulative current
(rms. valve) has been interrupted.
4
0 a)
im
Fig 8: Permissible Number of CO Operations without maintenance—arcing versus
breaking current in KA (n = # operations, I/kA = current in kA)
6.0
HGILIM ‘ALSTOM USA INC.
Part
til, Page 18: INSTRUCTION MANUAL ~Type HGF 1014 Rev 1 (12/03)
Reconditioning
61
Removing the Bushings (Refer to Fig. 14 - Bushing and CT Assembly)
* Breaker Position “Open”.
* Closing spring “Discharged”.
* Control voltage Disconnected,
* Evacuate the breaker pole with a gas car with fllering capability (use precautions for SF, by-
products).
‘+ Attach a rope sling below the third shed for porcelain bushings or above the top shed for
composite bushing for the center phase of the breaker. Refer to Part Il section 3.1 of this
manual for sling locations to remove bushings on phase A or C.
‘+ Remove 4 of the M12x70 bolts spaced equally apart and install temporary alignment pins in
their place (Fig 9). This will facilitate bushing removal and installation,
‘+ Remove the slack from the support sling and remove the remaining 8 bolts attaching the
bushing to the tank flange. DO NOT remove all the bolts until the bushing is fully supported by
the rope sling.
Fig 9: Bushing Removal
‘© Lift the bushing until the center conductor clears the top of the throat shield, swing away with
bushing assembly, being careful not to bump sheds against other objects. Place in wooden
support cradle if possible. Care should be taken not fo put undue stress on center conductor
during handling. DO NOT allow center conductor to contact throat shield (Fig 10).
* Remove the center conductor and place it on a dry pad. Clean the inner surface of the porcelain
of any decomposition products with ai lint free cloth and isopropyl alcohol. Care should be
taken not fo score the sides of the bushing as the center conductor is removed or replaced.
(Refer to Part Il of this manual for bushing disassembly/re-assembly details).
HGI4IM ‘ALSTOM USA INC.
Part Ill, Page 19. INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
Fig 10: Throat Shield Clearance
‘Any metal placed on the bushing surface could cause the bushing to flash
‘over when the breaker is put back in service.
‘© Clean the center conductor. Grease the silver plated tip of the center conductor slightly with
contact grease (refer to section 7.0, lubrication).
‘Prevent dust particles from entering into bushings. Wipe bushing flanges with a clean cloth.
Clean and examine the seals for damage. Lubricate the seals according fo the lubricating
instructions.
+ Reassemble the bushing arrangement in reverse order.
6.2 Current Transformer Replacement
6.2.1 Current Transformer Removal
+ Remove the aluminum CT cover by removing the 4 M6 bolts on the outside of the cover and
loosening the 4 M6 bolts on the inside of the cover (Fig 11). Lif the cover off of the tank flange and
over the bushing.
+ The bushings must be removed. Complete Section 6.1 before proceeding.
HGiIM
Part Ill, Page 20
‘ALSTOM USA ING
INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
Disconnect the CT wiring from the terminal blocks in the contro! enclosure for all the current
transformers that are being replaced.
‘+ Remove the wiring from the conduit. Some disassembly of the conduit may be necessary.
Fig 11: CT Cover Removal
+ Remove the 3 Allen head bolts that hold the throat shield in place and remove i from the tank
nozzle (Fig 12). Use caution fo avoid damaging the throat shield during maintenance.
THROAT SHIELD-
CURRENT TRANSFORMERS:
Fig 12: Throat Shield Removal
HGI4IM ‘ALSTOM USA INC.
Part Ill, Page 21 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
AX caution
EXTREME CARE must be taken to avoid dropping bolts, washers, and
tools into the interrupter enclosure.
+ Remove straps from current transformers by loosening buckle and pulling end of the strap through.
Do not cut straps to remove, these will be reused.
‘* Lift current transformer off of the breaker (Fig 13). Note: the current transformer(s) is very heavy, it
is recommended fo use lifiing straps and a hoist fo avoid injury
Fig 13: CT Removal
6.2.2 Current Transformer Installation
* Lower new current transformer over the nozzle of the breaker pole and carefully place it on top of
the CT strap holders (Fig 13).
* Install CT straps around current transformer(s) and underneath strap holder. Thread strap through
buckle and pull tight.
CAUTION
EXTREME CARE must be taken not to damage current transformer
insulation and wiring when handling the uni
HGieIM ‘ALSTOM USA ING.
Part Il, Page 22 INSTRUCTION MANUAL -Type HGF 1014 Rev (12/03)
Pull secondary wiring through conduit and reconnect to the CT terminal blocks in the control
enclosure.
Clean the surfaces of the tank nozzle and bushing flange with a clean cloth. Clean and examine the
seal for damage. If it is damaged, replace it.
Follow lubricating instructions for flange seals
Replace the throat shield by placing it on the tank flange and aligning the 3 holes. Prepare the
Allen head bolts with Loctite 242. Replace the Allen head bolts and tighten according to the torque
table in section 1.1.
Replace the bushing assembly according fo section 6.1.
Replace the CT cover (fig 11).
\\ orate ae
\_ 7 i
gS
Carefully lower center exnductor
Imes bushing and Inerrepter SS
Current
Pressure Relief
Device
Bellcrank:
\ A Desiccant
Drive Red | Storage
|
interrupter Remove PRD lo Help Guide Center Conductor
into place in interrupter
Fig 14: Bushing and CT Assembly
HGI-IM ‘ALSTOM USA INC.
Part Ill, Page 23, INSTRUCTION MANUAL -Type HGF 1014 Rey 1 (12/03)
6.3 Replacement of the Interrupter Unit
The fixed and stationary interrupter assemblies can only be replaced as entire units. These assemblies
can not be taken apart for service or maintenance. Refer to Figure 25 for descriptions and locations of
interrupter parts. Should service or maintenance be required, only factory trained personnel are
authorized to perform these tasks.
CAUTION
«Evacuate the breaker pole with a gas cart with filtering capability (use precautions for SF, by-
products).
+ Remove the center conductors from the pole(3) that is to be serviced (fig 15).
+ Remove the twelve M12 bolts from the top of the center conductor.
‘© Carefully pull the center conductor out of the interrupter plug. Lift the center conductor out of the
bushing, try to avoid any contact with the throat shield or insides of the bushing.
%
oe
Fig 15: Removing the Center Conductor
HG14-IM ALSTOM USA INC.
Part Il, Page 24 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
+ Remove the rear tank cover from the pole that is to be serviced by removing the M12X55 tank bolts.
Use caution not fo drop the tank cover when the last bolts are removed.
Fig 16: Tank Cover Removal (Note: Breaker may have either burst disk end cover
(shown) or tensile bolt end cover)
+ Remove the arcing contact assembly from the fxed contact assembly by removing the four M10x30
mounting bolts.
ATED CONTACT ASSEMBLY
Fig 17: Arcing Contact Assembly Removal
* Disconnect the linkage from the spring operating mechanism. Remove the bellerank lever arms and
levers from all 3 poles. Note: It is time saving and less complicated fo remove all three belleranks
and interphase linkage tubes as a complete assembly rather than trying to disassemble the linkage
for a single phase (fig 19).
HG14-IM ALSTOM USA INC.
Part il, Page 25, INSTRUCTION MANUAL -Type HGF 1014 Rey 1 (12/03)
Wrist Pin and Bolt
Bellerank —|_p ;
Teac Interrupter Push-Pull
Fig 18: Lever Arm and Wrist Pin
* Attach liffing straps fo interphase linkage tubes between belleranks and attach hoist to opposite end
of lifting straps. Place slight tension on the lifting cable and center the straps on the interphase
linkage tubes. Remove the tank bolts from the bellcranks and remove the linkage tube bolts
‘connecting the short linkage tube to the mechanism enclosure. Carefully move the entire assembly
horizontally away from the circuit breaker (fig 19) until the belleranks are far enough from the
irvine srRaPs
Luntace ruse
Fig 19: Bellerank and Linkage Assembly ee
Removal
HGI4IM ‘ALSTOM USA INC.
Part Il, Page 26 INSTRUCTION MANUAL -Type HGF 1014 Rey 1 (12/03)
breaker to allow access of the wrist pin and bolt (fig 18). Remove the wrist pin and bolt to
disconnect the lever arm from the interrupter push-pull rod. Once all three are removed, slowly
move the bellcrank and linkage assembly away from the breaker until the bellcranks are clear of
the interrupter push-pull rods (refer to fig 22).
* Carefully place the bellerank and linkage assembly asicle while maintenance is being performed.
Cover the opening of the phases that are not being serviced to prevent contaminants from entering
the enclosure. A simple method to do this is to place a garbage bag over the opening and tape it
around the casting.
+ Remove the M10 mounting bolts from the moving contact assembly. Carefully remove the moving
contact assembly from the interrupter enclosure. The moving contact assembly may have to be
rotated slightly fo avoid hitting the center conductor plug on the tank opening (fig 20).
'* OPTIONAL: Install the assembly fixture_0169 (available from the manufacturer) and clamp onto
the moving contact assembly. Remove the M10X35 bolts and remove the moving contact assembly.
‘+ Removing the M10 mounting bolts disassembles the fixed contact assembly. The fixed contact will
have to be rotated 90 degrees in order to remove it from the tank.
CENTER CONDUCTOR PLUG-
MIO MOUNING BOLTS:
Fig 20: Moving Contact Assembly Removal
HG14-IM ‘ALSTOM USA INC.
Part Il, Page 27 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
we eo
Fig 21: Fixed Contact Assembly Removal
Replace the locking pin.
Install new gaskets.
Follow lubricating instructions.
Take notice of ring contact alignment.
NEVER use Molykote lubricants on any internal areas in contact with SF.
+ Alll flanges and areas subjed fo the environment shall be coated with silicone
grease to prevent moisture penetration, and to lubricate the O-rings and O-
ring grooves. Lubricants or grease should be applied by hand. DO NOT use
brushes or any device that may introduce particles to any surface during
lubrication. If particles are felt during the application of lubricants to any
surface, the areas should be thoroughly cleaned and the lubricants or grease
should be reapplied. Use caution lubricating O-rings, verify that they have not
been damaged or any particles are deposited to prevent a gas tight seal.
«The interrupters and crank cases are assembled as subassemblies before
assembling into interrupter tanks.
HGIIM ‘ALSTOM USA INC.
Part Ill, Page 28 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
6.3.1 Installing the Fixed Contact Assembly:
@. Apply Loctite 242 fo M10 mounting hardware lo prepare for installation. Inspect and clean the
insulator posts on the fixed contact assembly prior to installation.
b. The fixed contact assembly is installed into the interrupter tank first. The assembly is turned 90° to
jis normal mounting position to allow the center conductor plug to fit through the tank opening. The
‘assembly is hand lifted info the rear of the tank (fig 21).
c. Once inside the tank, the assembly is rotated back 90° into its normal orientation and the M10
mounting bolts are installed. The bolts are torqued to 32 ft-Ibf.
Note: While lifting the fixed contact assembly into the tank, caution must be used to avoid
scratching or damaging the post insulators. The arcing contact assembly is not installed with this
sub-assembly.
2 Installing the Moving Contact Assembly (fig 20):
Note: There are three distinct moving contact assemblies for 50/63kA interrupters. For this
procedure, phase A is defined as the phase closest to the mechanism; B is the center; C is the farthest
from the mechanism.
a. Apply Loctite 242 to the M10 mounting hardware for assembly preparation.
b. The moving contact assembly is lifted and mounted onto an assembly fixture (optional). This
‘assembly fixture is mounted on wheels and has provisions for height adjustment fo allow the
moving contact assembly to be rolled into place within the tank.
<._ Extend the puffer cylinder (fig 22) and apply a light film of Turmote MP contact grease. (Note: this
part is also lubricated during assembly at the manufacturer; however, cleaning and re-lubrication is
Tequired). The contact grease is rubbed into the surface of the puffer cylinder and excess grease is
carefully removed using a lint free wipe. Inspect and clean the insulator posts prior to assembly.
._ Using the assembly fixture, or by inserting by hand, the’ moving contact assembly is carefully
maneuvered info the corresponding pole tank and mounted into position using M10 bolts. The bolts
are torqued to 32 ft-lbf.
Fig 22: Moving Contact Assembly
HGI4IM ‘ALSTOM USA INC.
Part Il, Page 29 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
6.3.3 Installing the Center Conductors:
a. The center conductors are cleaned and checked for scratches, burrs, etc. Any scratches or burrs are
‘smoothed using light sandpaper and/or ScotchBrite.
b. Dow Corning 111 grease is applied to the flange area and sealing grooves of the center conductor
top caps. Grease is also applied to the sealing rings before pressing the rings into their grooves.
c. The bushing center conductors are carefully lovered through the insulators, taking great care not to
damage the inside walls of the insulators or the throat shields. The tips of the center conductors are
‘guided into their respective plug contacts on the interrupter (fig 23). Visually inspect that the center
conductors are in their respective contact plugs by using a flashlight and looking through the PRD
side of the interrupter enclosure.
THROAT $HICLO:
‘CENTER CONDUCTOR
CcLuTER conoucTe
FIRED CONTACT ASSENBLY-
Fig 23: Center Conductor Alignment
d._ Being careful to ensure that the sealing rings remain in their grooves, the center conductor top caps
dare mated with the top flanges of the insulators and mounted into place (fig 15). The threads of the
M12 bolts are treated with “Never Seize” and the bolts are torqued to 61 ft-lbf.
HGItIM "ALSTOM USA ING.
Part Il, Page 30 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03),
6.3.4 Contact Pre-Alignment:
Contact pre-alignment is achieved via verification of a special tool that checks concentricity of the
stationary arcing contact with the throat of the main Teflon nozzle. This tool is available for
purchase through Alstom. At this point, the stationary arcing contact has not been installed into the
stationary contact assembly.
‘a, The moving contact assembly is operated open-close 15 times by hand to preset the assembly.
b. A depth gauge tool is inseried into the rear of he interrupter. The depth gauge is inserted in place
of the stationary arcing contact, and mates on the mounting surface for the stationary arcing
contact.
c. The moving contact assembly is pushed towards the closed position until the main nozzle of the
moving contact assembly touches the end of the depth gauge tool.
d._ The depth gauge tool is removed from the rear of the interrupter.
e. The alignment tool (concentricity tool) is now bolted to the mounting surface for the stationary
arcing contact.
£. Once installed, the tool is rotated 360° while observing a dial gauge on the concentricity tool. A
sensor on the side of the tool travels around the inside throat of the main nozzle and checks the
main nozzle for concentriciy relative to the stationary arcing contact. Ideally, with perfect
conceniricily, the dial gauge would show no deflection. The total maximum deflection over 360°
must not exceed 1.8 mm (for pre-alignment), ie., the maximum allowable deviation from center is
1.8 mm during pre-alignment.
9. IFadjustment is required, the moving contact assembly is pre-adjusted as follows:
‘+ Remove the M12 interrupter support bolls one at a time (support the moving contact assembly
as necessary)
Apply Loctite 242 to the interrupter suppor bolts and re-install the bolts until snug.
+ Use a prying devise to move the assembly, adjust the position of the moving contact assembly
‘5 permitted by the “play” in the bolt holes of the inferrupter support bolts. The moving contact
assembly is always moved in a direction such that the “High” poini/number of the dial gauge is
reduced.
‘© Once adjustments are completed, the M12 interrupter support bolts for the moving contact
assembly are torqued to 61 fr-lbf.
h. Repeat steps 1- 6 of this procedure to verify proper pre-alignment. Adjust until the required
tolerance is met.
i. Final adjustment for contact alignment is achieved by adjusting the position of the stationary contact
assembly. The actions for final contact alignment are performed later in this procedure — after the
bellcrank assembly is installed.
6.3.5 Installing the Bellcrank Assembly:
‘The bellcrank and linkage assembly is installed as a completed sub-assembly, as it was removed
from the breaker (fig 19). Apply "Never Seize” to the threads of the tank bolts prior to assembly.
HGIS-IM ‘ALSTOM USA INC.
Part Ill, Page 31 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
@. Acoating of Dow Coming 111 grease is applied to the front flange area and seal groove of the
tank. Grease is also applied to the sealing ring. Then, the seal is pressed info the groove.
\\
NAPs
Fig 24: Points of Lubrication
b. The bellcrank and linkage assembly is lifted with a crane and suspended in front of the breaker on
the moving contact side. Carefully align the three belleranks with the openings of the tank castings
Fig 19).
. The internal bellerank lever is attached to the pull rod of the moving contact assembly via a wrist
pin, The pin is secured in place with a retaining bolt and special shouldering nut insert. Loctite 271
is applied to the retaining bolt and the bolt is tightened according fo the torque table in section 1.1.
d. The bellcrank and linkage assembly is carefully moved against the mating tank flanges, make
certain the sealing rings remain in their grooves.
e. The bellcranks are secured in place by installing the M12X55 mm tank bolts. Torque the tank bolts
to 61 ft-lbs.
6.3.6 Final Contact Alignmer
1a. The moving contact assembly is operated open-close 20 times fo preset the assembly.
b. The bellcrank lever arm is inserted onto the splines of the bellerank shaft by aligning the two holes
in the shaft end with the long axis of the lever, i-e., the two holes in the end of the shaft should point
towards the wrist pin hole of the lever arm.
. Once the bellcrank lever is installed, the lever is rotated until it touches the stop in the OPEN
position, A pin is inserted into the wrist pin hole of the lever.
d. To set the moving contact assembly at the nominal position for final contact alignment, the
following steps are performed:
HGI4IM ‘ALSTOM USA INC.
Part Ill, Page 32 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
+ Using a depth gauge (W26), a reference measurement is taken from the interphase tube
flange area of the bellcrank to the pin, which was inserted into the lever in step 3.
‘The lever is then rotated towards the CLOSED position of the interrupter until the distance
between the interphase tube flange and pin changes by 99.2 mm for 40kA interrupters or
76.5 mm for 50/63kA interrupters.
e. The alignment tool (concentriciy fool) is bolted fo the mounting surface for the stationary arcing
contact.
Once installed, the tool is rotated 360°, all the while observing a dial gauge on the concentrcity
tool. A sensor on the side of the fool travels around the inside throat of the main nozzle and checks
the main nozzle for concentricity relative to the stationary arcing contact. Ideally, with perfect
concentricity, the dial gauge would show no deflection. The total maximum deflection over 360°
must not exceed 1.2 mm (for final alignment), ie., the maximum allowable deviation from center is
1.2 mm during final alignment.
g. If adjustment is required, the stationary contact assembly is'adjusted as follows:
Remove the M12 interrupter support bolts one iat a time (support the stationary contact
‘assembly as necessary)
+ Apply Locite 242 to the interrupter support bolts and re-install the bolts until snug.
+ Use a prying device to move the assembly, adjust the position of the stationary contact
assembly as permitted by the “play” in the bolt holes of the interrupter support bolts. The
stationary contact is always moved in a direction such that the “Low” point/number of the
dial gauge is increased.
‘+ Once adjustments are completed, the M12 interrupter support bolts for the stationary
contact assembly are torqued to 61 Ib-f.
h. Repeat steps 1- 6 of this procedure to verify proper final contact alignment. Adjust until the
required tolerance is met.
6.3.7 _ Installing the Stationary Arcing Contact:
Apply Loctite 242 to the four M10x35 bolts prior to assembly.
a. Turmote MP contact grease is applied to the tip of the stationary arcing contact, and then rubbed
into the surface in a circular motion. Excess grease is removed using a lint-free cloth.
b. The stationary arcing contact is inserted into the rear of the stationary contact assembly and bolted
into place on its mounting surface (Fig 17). 10mm stainless steel flat washers are placed onto the
M10X30 mm bolts, and installed in the arcing contact.
c. Torque the bolts to 32 ft-lbf.
6.3.8 Installing the Rear Tank Cover:
The steps for installing the rear tank cover are included in this procedure because itis a pole
assembly function, However, the rear tank cover is normally installed after breaker assembly.
HGIAIM ‘ALSTOM USA IN¢
Part Il, Page 33 INSTRUCTION MANUAL ~Type HGF 1014 Rev 1 (12/03)
Note. Prior fo sealing the pole tank, the tank is carefully and thoroughly vacuum cleaned to
eliminate all particles.
@. A coating of Dow Corning 111 grease is applied to the rear flange area and seal groove of the
tank. Grease is also applied to the sealing ring. Then, the seal is pressed into the groove.
b. Just prior to installing the rear tank cover onto the pole tank, the desiccant (3 bags per pole) is
inserted into its chamber on the rear tank cover. (The desiccant is installed just prior to closing the
tank to minimize exposure of the desiccant to atmosphere).
¢._ The rear fank cover is lifted into place and carefully moved against the mating tank flange, taking
care to ensure that the sealing ring remains in 4s groove.
d. The rear tank cover is secured in place by installing the M12X55 mm tank bolts. “Never Seize” is
applied to the threads of the tank bolts, and the bolts ate torqued to 61 ft-lbf.
Fig 25: Interrupter Assembly Components (Example shown with tensile bolt PRD)
HGIIM ‘ALSTOM USA INC.
Part Ill, Page 34 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
64 Replacement of the ure Relief Device
Experienced, qualified persons (ie. trained mechanical personnel or knowledgeable product engineers)
should only replace the PRD.
CAUTION
NEVER perform work on PRD with breaker pressurized.
6.4.1 Removing PRD (Tensile Bolt Desig
Remove tank cover assembly from breaker.
Remove the M6X110 Hex Bolts and M8 Hex Nut from inside the tank cover.
‘© Apply pressure from the inside to the PRD pressure plate to remove it from the tank cover
assembly. Use caution to avoid scratching or damaging any of the surfaces during removal. If
the surfaces are damaged in any way, a gas tight seal may not be formed.
‘* Once the pressure plate is removed, remove tensile bolt and o-rings from it.
A CAUTION
Tonk Cover Gasket
PRO Pressure Plate
RD Tensile Bolt
_ Presure Pe O-Rings
GBF shore wosner
Bis Hex Nut
| 8 M6X110 Hex Bolt with Sleeve
Tonk Cover Assembly
Dessicant
HGI4IM ‘ALSTOM USA INC.
Part Ill, Page 35 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
Fig 26: PRD (Pressure Relief Device)
4.2 Installing PRD (Tensile Bolt Design)
* Clean surfaces as needed to remove ditt or contamination using denatured alcohol and a lint
free cloth.
Fig 27: Cleaning Surfaces
* Apply lubricant to new o-rings only as defined in section 7.
Fig 28: Applyi
Install o-tings in grooves of PRD pressure plate.
ing Lubricant
HG14-IM ALSTOM USA INC.
Part Ill, Page 36 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
‘© Align PRD pressure plate so that the name plate is parallel fo the plane of the tank entrance.
Press PRD pressure plate info the top of the tank cover making sure that the o-rings are not
pinched or damaged.
D 2
Fig 30: Pressure Plate Orientation
Record PRD tensile bolt serial number on outside of pressure plate. The serial number is
stamped on the tensile bolt.
Fig 31: Part Marking
‘+ Slide bolt sleeves on the M6X110 hex bolt.
‘+ Screw both 4 hole washers onto the tensile bolt making sure the holes are aligned.
Insert bolts through the three holes in washers so that the threads are protruding on the same
side as the unused threads of the tensile bel.
Fig 32: Washer Assembly
‘Apply LocTite 271 to the four threaded surfaces.
HGIIM ‘ALSTOM USA INC.
Part Il, Page 37 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
‘+ Install bolt and washer assembly into tank cover assembly. Screw M6X110 hex bolts into
pressure plate and torque to 5.5 Nem.
Fig 33: Installing Washer Assembly
‘+ Screw tensile bolt into pressure plate. IMPORTANT: Threads of pressure bolt must be fully
engaged into the pressure plate. To check thread engagement, use a gauge to measure the
amount of thread protruding above the 4 hole washer. A properly engaged tensile bolt will
have 10mm of thread protruding above the surface of the washer. Install M8 hex nut onto
tensile bolt and torque to 5.5 N-m.
Fig 34: Installing Tensile Bolt
* Replace adsorption filter (sect 6.5) before installing the tank cover assembly fo the tank.
HGI4IM ‘AISTOM USA ING.
Part il, Page 38 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
6.4.3 Removing PRD Burst Disk (Fig 35)
Any time the circuit breaker is opened the adsorption filters have to be replaced in accordance to
section 6.5.
0 Assen O-RG
— —_
‘+ Remove the twenty 14-13 hex bolts, which secure the PRD enclosure to the tank casting.
ae te aca
Fig 35: Burst Disk Assembly
* Carefully separate the PRD assembly from the tank casting. Exercise caution to avoid damaging the
‘o-ring sealing surfaces on the flanges.
‘© Place the assembly on a clean working surface
* Remove the 3/8-16 bolts that secure the burst disk enclosure to the PRD enclosure. Exercise caution
Yo avoid damaging the o-ring sealing surfaces on the flanges.
«Remove the burst disk, burst disk o-ring and the PRD assembly o-ring. Discard these items, as they
can not be used again.
+ Remove the burst disk shield by removing the two ¥4-20 hex cap screws and discard the shield.
6.4.4 Installing the PR 5
* Clean the o-ring sealing surfaces and the burst disk mating surfaces of the burst disk enclosure and
the PRD enclosure. These surfaces should be free from grease, dust, dirt and surface imperfections,
which would adversely effect the operation of the burst disk.
‘* Inspect the burst disk in accordance with the manufacturer instructions.
HGI4-IM ‘ALSTOM USA INC. |
Part Ill, Page 39 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
Apply Lociite 242 fo the two V4-20 hex cap screws.
Install the burst disk shield onto the burst disk enclosure with the prepared ¥4-20 hex cap screws.
Torque to 50 in-Ibf.
Lightly grease burst disk o-ring with DOW 111 silicone grease and install it onto the PRD closure.
Place burst disk onto PRD enclosure. Note the location of the slot that accommodates the UD stamp
and the flow arrows on the side of the tag.
Secure the burst disk by placing the burst disk enclosure onto the PRD enclosure. Orient the burst
disk holder such that the exhaust opening will face upward upon final assembly.
Apply anit-sieze lubricant to the eight 3/8-16 hex bolts.
Bol the burst disk cover to the PRD cover with the eight prepared 3/8-16 hex bolts. N
important to follow the torque procedure for bolted type holders provided in the burst disk
manufacturers instructions. The final torque value for this connection is 25 f-Ibf.
Replace the adsorption filters in accordance with section 6.5 of this instruction manual.
Apply anti-seize lubricant to the twenty 1-13 hex bolts.
Lightly grease the PRD assembly o-ring with DOW 111 silicone grease and install it onto the PRD
assembly.
Secure the PRD assembly to the tank casting with the twenly prepared 1/3-13 hex bolts. Note the
orientation of the burst disk exhaust. Torque the bolts to 61 f-lbf.
65 lacing the Adsorption Filter
Anytime a breaker is opened, the adsorption filters must be replaced. The breaker has nine adsorption
filters, three per pole located in the tank cover assembly (Fig 25). This procedure is consistent for both
the tensile bolt design (shown in figure 36) and the burst disk design (shown in figure 35).
Remove the twenty PRD enclosure assembly mounting bolts and carefully remove it from the tank
casting. Use caution to avoid damaging the o-ring sealing surfaces on the flanges.
Remove the desiccant screen from the assembly without damaging the o-ring sealing surfaces.
Remove used desiccant bags and dispose them according to section 11, waste disposal.
HGI4IM ‘ALSTOM USA INC.
Part Ill, Page 40, INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
‘© Apply anti-seize lubricant fo the mounting bolts.
* To minimize exposure to ambient, do not install new desiccant bags until breaker is ready to be
evacuated. Open new bags and immediately insert them into the PRD assembly.
© Replace the desiccant screen
‘+ Lightly grease the PRD o-ring with DOW 111 silicone grease and install it onto the PRD assembly.
© Secure the PRD assembly to the tank casting with the prepared hardware. If installing a burst disk
PRD assembly, note the orientation of the burst disk exhaust. Torque the bolts to 61 ft-Ibf.
Fig 36: Replacing Adsorption Filter (Remove desiccant from vacuum sealed bags shown
prior fo installation.)
6.6 Reassembling the r Poles
© Refit Bushings
* Re-connect linkage components
‘© Connect the SF piping.
© Replace Adsorption filters
+ Evacuate the breaker. (Refer to Part Il, section 3.7 of this manual).
+ Fill with SF, to the rated pressure (Refer fo Part Il of this manual).
© Check all the flange-connections that were opened and the SF. piping by using a leak detector.
CAUTION.
When tightening a flange with an O-ring seal, ALWAYS tighten in a
star pattern and to the proper torque specification, or damage to the
O-ring may result.
HGI4-IM ‘ALSTOM USA INC.
Part Il, Page 41 INSTRUCTION MANUAL -Type HGF 1014 Rey 1 (12/03)
6.7 Recommissioning Reconditioned Circuit Breaker
Following the work carried out on the circuit breaker, perform checks as per commissioning checklist
(Part Il).
In addition:
© Check the resistance across terminals (Par Ill, section 5.7)
+ Ensure the integrity of insulation by a Megger test
7.0 Lubrication
Types of lubricants that are used:
Description Brand Name Color Mfg.
Silicone Grease MuT White | Dow Coming
Lubricant for SF, Turmotemp Il White _| Lubricant Consult, Germany
Anti-seize High Temp. Stainless Silver | Bostik
lubricant/Never-seez
Vaseline grease e.g. Vaseline 204-9 Clear _| Shell/Aseo!
Low-temp. grease with | ASEOL 0-365.2 Black | Shell/Aseo!
Graphite
Contact grease with Zn | e.g. Penetrox A Grey | Burndy Corp. Connecticut
granulates
The following lubricants must not be substituted (cthers may be substituted with similar grease in an
emergency, for example in the field)
Vv M111 Dow Corning silicone grease.
¥_ ASEOL Low temperature grease with graphite and anti-seize lubricant/Never-Seez.
¥ Turmotemp Il lubricant for SF,
7.1 Application of Lubricants
Before applying any lubricants, inspect all parts te verify that they are clean and free from damage.
+ Ingeneral, check all parts for visible damage before assembly,
© Check gasketsand sealing surfaces visually. They must be undamaged (no scratches,
nicks, dings, etc.) and absolutely clean (any particles on an O-ring may cause leaks),
© Make sure that all linkage parts and pins are undamaged,
* _Inferrupter parts and center conductors are clean, no loose material (check visually), and
no scratches.
‘Once lubricants are applied, parts must be assembled as quickly as possible to minimize possible
contamination of airborne debris.
HGI4-IM ALSTOM USA INC.
Part Il, Page 42 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
7.2 Points of Lubrication
7.2.1 Hardware and Threaded Fasteners
General: Hardware that requires LOCTITE or other liquid fastening agents are NOT to be lubricated.
All stainless steel! hardware in outdoor environments (outside the breaker) will be lubricated with
anii-seize. Apply on threads and under washers.
Galvanized hardware in outdoor environments is to be greased with low temperature grease with
graphite ASEOL 0-365.2: Apply on threads and under washers. BOSTIK Never- Seez High Temp.
Stainless can also be used on galvanized bol's instead of ASEOL 0-365.2.
Any other threaded parts {other than hardware) in outdoor environments are to be greased with
low temperature grease with graphite ASEOL 0-365.2.
All hardware inside the SF; compartment and larger than M6 is to be greased with Vaseline
All hardware smaller or equal to Mé requires no grease unless stated otherwise on the
7.2.2 Flanges (NOT Sealing Surfaces)
All flanges between the outside of the breaker and the gasket or O-ring require a light layer of
M111 silicone grease applied by hand to one surface. The grease shall prevent moisture from
penetrating the gap between the flanges and therefore the exact amount is defined by the amount
of grease squeezed from the gap when parts are assembled. For proper amounts see the pictures
in the picture section below. After assembly, exira grease on outside of flanges shall be wiped off.
Flange areas that are INSIDE the gasket or C-ring require NO grease.
7.2.3 EPDM Profile Gaskets and Sealing Surfaces
Sealing surfaces with “fish profile” style EPDM gaskets DO NOT require grease on the sealing
surface. DO NOT grease any partition inside the sealing surface fo prevent grease from being
squeezed into the gas compariment. These gaskets do not require fo be greased, but greasing is
permissible to help assembly. If grease is used: Apply a THIN layer of M111 silicone grease. Apply
grease with clean hands or cloth, See pictures below.
Sealing surfaces with all other gaskets: Apply a thin layer of M111 silicone grease fo the gasket.
Do not grease the sealing surface. Some exceptions exist, where grease assists the assembly
process. See pictures below.
HGIIM ‘ALSTOM USA ING,
Part Il, Page 43_—=—_INSTRUCTION MANUAL ~Type HGF 1014 Rev 1 (12/03)
Fig 38: Properly Greased Flange
[HG4-IM ‘ALSTOM USA INC.
Part Il, Page 44 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
Fig 39: Properly Greased Flange with Profile Gasket
724 Q-Rinas
All O-rings are fo be greased with a thin layer of M111 silicone grease. Apply with hands or cloth.
For assembly purposes, the hole or shaft for the O-ring may be greased with a thin layer of M111.
7.2.8 Linkage and Springs
All linkage parts (all areas subject to friction), including pins, spacers, lever arms and trip springs
running inside linkage tubes are to be greased with black low temperature grease with graphite
ASEOL 0-365.2, generally a thin layer applied with a brush or by hand.
Linkage tubes that carry trip springs have to be greased inside with ASEOL 0-365.2 (thin layer)
Dash-pot pins and main linkage (all connections) require THICK layers of ASEOL 0-365.2.
The external portions of the linkage tubes on HGF-type dead tank circuit breakers are fo be greased
as follows (see also Appendix 1, page 4, detail X):
+ Hardware and spacers: black low-tempera'ure grease with graphite ASEOL 0-365.2, thin layer
* - Grooves and contact with mech. housing: thick layers of silicone grease.
7.2.6 Interrupter
The silver-plated blast cylinder and fixed contact arcing contact pin are to be greased with a very
thin layer of white Turmotemp II lubricant for SF., to be applied with clean hands or lint free cloth.
The silver-plated ends of the center conductors require a thin layer of contact grease (refer to table,
section 7.0).
HGI-IM ALSTOM USA INC.
Part Il, Page 45 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
All other parts of the interrupter have been greased during manufacturing
7.2.7 Other Parts
Other parts of the circuit breaker are not normally assembled and greased at USC. If necessary,
refer to the greasing instruction Appendix 1
ALSTOM spring drive operating mechanisms cre maintenance-free.
8.0 Control System
In the event of a failure of elegtrical commands or if these are delayed, proceed as follows (these items
should also be completed prigr to attempting an cperation):
© Check the po:
n of the closing spring.
* Measure the supply voltage.
© Check the SF, gas density
© Disconnect the control circuits.
+ Check the terminal connegtions if tight and correct.
+ Check the wiring against the diagrams. Corred, if necessary.
© Check the trip coil by measuring the resistance across the coil, replace defective coils. Check the
reason and eliminate any mechanical jamming.
© Check, if necessary replace, the contacts in the defective circu
+ Ifthe SF, density monitor is defective, replace it.
Note: The density monitor may read correctly but switches may be malfunctioning.
«Tum the supply voltage on
9.0 SE, Gas System
(For more comprehensive information about SF,, please refer to part IV.)
‘* Inthe event of an " SF, alarm" check and record the gas pressure and temperature and refill. Check
the density monitor and, if necessary, replace it.
+ Should gas leakage be suspected, check all flange conne
ns as well as all pipe and welded
fittings with a leak detector, leak detection spray or soapsuds.
+ Inspect welded connections and repair if necessary, tighten leaking connections. In case of leaking
flanges, disassembly of the respective breaker pole may be necessary.
HGH-IM ALSTOM USA INC.
Part Il, Page 46 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
9.1 Swagelok Tube Fitting
Refer to Alstom procedure_0004 for assembly instructions of all types of gas fittings.
in general:
* Always use a back up wrench when loosening or tightening gas fitings.
© Apply anaerobic thread sealant (i.e. SWAK) fo all male NPT threaded gas fitfing connections prior
to assembly.
* Torque all NPT threaded fittings to 50 +/- 10 ft-lbf.
Fig 40A: Typical Swagelok Fitting
1. Body
2. Front Ferrule
3. Back Ferrule
4. Nut
1. Fitting shown in the elscornected position
2, Insert tubing alth oth presnaged ferrules
WW into fitting body unt ferrule sects,
4. Tighten nut by hand Rotate nut to the origina
position with e wrench. An wrcrease in
resistance vil ue encountered at the original
position Then tighten slightly with the wrench,
Fig 40B: Re-Assembly of a Typical Swagelok Fitting
Note: Stop collars may have been supplied with your particular tube fittings. If your fittings have stop.
collars installed, follow the assembly procedure above and tighten the nut until the stop collar prevents
it from tightening any further.
10.0
HGI-IM ‘ALSTOM USA INC.
Part Ill, Page 47 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
‘+ For tube fitings; the tube fiting, port connecter, cap, or plug may be reassembled several times.
If your fittings were not supplied with stop collars, make an alignment mark on the fitting(s) prior to
disassembly.
‘+ When reassembling the fitting, resistance should be encountered when the alignment marks are
reached at the original position. Tighten slightly beyond this point with a wrench.
© Ifyour fiting was supplied with a stop collar, tighten the nut until the stop collar prevents it from
rotating any further.
‘* When installing a port connector, remove the nut and ferrules from the tube fiffing and install a stop
collar. Place nut over the machined ferrule end of the port connector. Turn the nut onto the fiting
until itis finger tight. Secure the fitting with a kack up wrench and tighten the nut to the stop collar
until itis unable to rotate.
Troubleshooting
10.1 General Checklist
If operation commands are delayed or not executed, proceed as follows:
+ Check the spring charging state.
* Measure the control voltage and check polarity.
+ Interrupt the control circuits.
© Check the SF, pressure.
* Check terminal connections to make sure they are tight and properly connected.
* Compare wiring with the schematic diagrams and correct any errors.
‘© Check the shunt releases ‘and replace defective coils, determining and eliminating the cause of any
overload.
+ Check any contacts located in the path of the faully control circuit and replace them if necessary.
«Ifthe SF, density monitor is defective, replace it.
[Hii
Part Ill, Page 48,
12.0 Maintenance Checklist
INSTRUCTION MANUAL -TYPE 1014
‘ALSTOM USA INC.
Rev. 4 (3/01)
MINOR INSPECTION
1 Extemal Condition, Condition of Bushing Part If, Seotion 3.1
2 ‘SFegas Filling pressure Part I, Section 3.2
3 Trip-dashpot fluid level Part Ill, Section 3.3
4 Anti-condensation Heater Part It, Section 3.4
LIGHT INSPECTION
1 Correct Materials Part Il, Seotion 4.1
2 Densimeter Function Check Part IL, Section 4.3
3 Trial Operation Pat Mi, Seotion 4.4
4 Operation Counter Reading Part Il, Section 4.5
5 Estimation of State of Contacts Part Ill, Section 4.6
6 ‘Cumulated Short Cireuit Current Part Ill Section 4.7, 4.8
MAJOR INSPECTION
1 Correct Materials Part IIl, Section 5.1
2 Minor/Light Inspections are Completed Part II, Section 5.2
3 Critical Fasteners Part Ill, Section 5.3
4 CB Adjustment Part Il Section 5.4
5 Gas Moisture Content Part Ill, Section 5.5
6 Timing Part IL, Section 5.6
1 Poles Micro-Ohm Reading Part Il, Section 5.7
8 ‘Contact Wear Check art Il, Section 5.8
GM ‘ALSTOM USA ING.
Part Il, Poge 48 INSTRUCTION MANUAL -Type HGF 1014 Rev 1 (12/03)
11.0 Waste Disposal
‘Components Material Disposal
Insulators Porcelain Garbage dump
Metal flanges Recycling
Composite insulators Fiberglass and silicone rubber _ | Garbage dump
Metal flanges
Recycling
‘Adsorber material | Sodium Aluminosilicate Special garbage
Gaskets and O-rings [EPDM Incinerate
| Epoxy and glass fibers Garbage dump.
lozzle and sliding strips inside | PTFE (Teflon) Incinerate
interrupter
Grease. Various Incinerate
Arcing contacts Copper/Tungsten Recycling
Gas SF Reclaim and return fo gos
a manufacturer
Dash-pot-oil in operating ‘Mineral oil Incinerate
mechanism
Spring operating mechanism
(Other metal parts (castings, ‘Aluminum, steel, galvanized | Recycling
enclosures, frame, etc.) steel, copper
Current transformers Magnetic steel/copper Recycling
Hardware Stainless/galvanized steel Recycling
Control wiring Copper
NOTE: Disposal of the above components should be done in accordance to local regulations.
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Ventajas Dead Tank AREVADocument8 pagesVentajas Dead Tank AREVARODRIGO100% (1)
- Manual FXT 11 BLR EsDocument64 pagesManual FXT 11 BLR EsRODRIGO100% (2)
- Nuevo Plan de Gestión para InspecciónDocument11 pagesNuevo Plan de Gestión para InspecciónRODRIGONo ratings yet
- Formato de Informe Tamaño CartaDocument3 pagesFormato de Informe Tamaño CartaRODRIGONo ratings yet
- Inventario de Ferreteria SeccionamientoDocument6 pagesInventario de Ferreteria SeccionamientoRODRIGONo ratings yet
- Procedimiento de Canalización y Montaje de LuminariasDocument19 pagesProcedimiento de Canalización y Montaje de LuminariasRODRIGONo ratings yet
- D1946 - SP - 01 Manual de Instrucciones GL314BPSDocument233 pagesD1946 - SP - 01 Manual de Instrucciones GL314BPSRODRIGONo ratings yet
- BIO-S-1600-E-ET-0001 - 0 ET Aisladores de DiscoDocument15 pagesBIO-S-1600-E-ET-0001 - 0 ET Aisladores de DiscoRODRIGONo ratings yet
- Formato de Informe Tamaño OficioDocument3 pagesFormato de Informe Tamaño OficioRODRIGONo ratings yet
- Manual GL 314 - Español - AREVA 2004Document206 pagesManual GL 314 - Español - AREVA 2004RODRIGO100% (1)
- Manual FXT 16 EsDocument210 pagesManual FXT 16 EsRODRIGONo ratings yet
- A 123-42b (GL311F1 P)Document2 pagesA 123-42b (GL311F1 P)RODRIGONo ratings yet
- D0496 04 Español 31 05 07Document81 pagesD0496 04 Español 31 05 07RODRIGONo ratings yet
- AM I 23 Español 19 05 11Document81 pagesAM I 23 Español 19 05 11RODRIGONo ratings yet
- AM I 23 Español 20 03 09Document81 pagesAM I 23 Español 20 03 09RODRIGONo ratings yet