You might also like
- 202003291623595167nimisha THE COST OF CAPITALDocument28 pages202003291623595167nimisha THE COST OF CAPITALAkshay sachanNo ratings yet
- Strategic Management (SM) : Saurav Banerjee 1Document11 pagesStrategic Management (SM) : Saurav Banerjee 1Akshay sachanNo ratings yet
- PPC PDFDocument77 pagesPPC PDFAkshay sachanNo ratings yet
- SM II-HANDOUT 08-Cross Border-M&ADocument8 pagesSM II-HANDOUT 08-Cross Border-M&AAkshay sachanNo ratings yet
- SM II-HANDOUT 09-Corporate EvolutionDocument3 pagesSM II-HANDOUT 09-Corporate EvolutionAkshay sachanNo ratings yet
- SM II-HANDOUT 06-Takeover and Defence TacticsDocument4 pagesSM II-HANDOUT 06-Takeover and Defence TacticsAkshay sachanNo ratings yet
- SM II-handout 05-Mckinsey 7s ModelDocument6 pagesSM II-handout 05-Mckinsey 7s ModelAkshay sachanNo ratings yet
- SM II-HANDOUT 02-Management of Strategic ChangeDocument4 pagesSM II-HANDOUT 02-Management of Strategic ChangeAkshay sachanNo ratings yet
- SM II-HANDOUT 04-Corporate Culture, Corporate Politics and Use of PowerDocument9 pagesSM II-HANDOUT 04-Corporate Culture, Corporate Politics and Use of PowerAkshay sachanNo ratings yet
- SM II-HANDOUT 01-Organisational LearningDocument4 pagesSM II-HANDOUT 01-Organisational LearningAkshay sachanNo ratings yet
- SM II-HANDOUT 03-LeadershipDocument1 pageSM II-HANDOUT 03-LeadershipAkshay sachanNo ratings yet
- Strategic Management Ii - Unit 1Document49 pagesStrategic Management Ii - Unit 1Akshay sachanNo ratings yet
- MCQ of Marketing of ServicesDocument10 pagesMCQ of Marketing of ServicesAkshay sachanNo ratings yet
- Regulators in Financial System - Rbi - Sebi - IrdaDocument17 pagesRegulators in Financial System - Rbi - Sebi - IrdaAkshay sachanNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- A Software Project Proposal: Online Enrollment SystemDocument33 pagesA Software Project Proposal: Online Enrollment SystemDiana-Jane Erazo100% (1)
- SIEMENS - Ingenieria MecanicaDocument141 pagesSIEMENS - Ingenieria MecanicaDavid Soto SedanoNo ratings yet
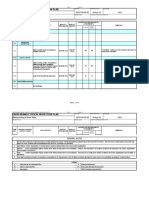
- Saudi Aramco Typical Inspection Plan: Waterproofing of Roof Slabs SATIP-M-100-02 30-Apr-13 CivilDocument2 pagesSaudi Aramco Typical Inspection Plan: Waterproofing of Roof Slabs SATIP-M-100-02 30-Apr-13 CivilSatheesh Rama SamyNo ratings yet
- Axu Xavier Abhijith P Gosh Rohan S Sarath Prasad Srinath Rajan Vijay A Vijay MDocument18 pagesAxu Xavier Abhijith P Gosh Rohan S Sarath Prasad Srinath Rajan Vijay A Vijay MAmlu XavierNo ratings yet
- "Engineering Design of Products" (E/ME105) Focus: Guatemala Fall Quarter 2006-2007Document45 pages"Engineering Design of Products" (E/ME105) Focus: Guatemala Fall Quarter 2006-2007Alex CortezNo ratings yet
- Garlic Processing MachineDocument13 pagesGarlic Processing MachineMani GandanNo ratings yet
- HCI 534E/544E - Winding 311: Technical Data SheetDocument9 pagesHCI 534E/544E - Winding 311: Technical Data SheetMd ShNo ratings yet
- WebinarQ A RBSDesignDocument3 pagesWebinarQ A RBSDesignRajat RameshNo ratings yet
- Hexa Research IncDocument5 pagesHexa Research Incapi-293819200No ratings yet
- 3698 8a2fgDocument3 pages3698 8a2fgJampaNo ratings yet
- Including Files and Applets in JSP PagesDocument23 pagesIncluding Files and Applets in JSP PagesSireeshaNo ratings yet
- Advacned ITT Question BankDocument7 pagesAdvacned ITT Question BankKunal BhandariNo ratings yet
- Siebel Ecustomer White PaperDocument6 pagesSiebel Ecustomer White PapervdaveNo ratings yet
- Automated Metal Cutting MachineDocument14 pagesAutomated Metal Cutting MachineAmlan pandaNo ratings yet
- Technical Customer Support ResumeDocument2 pagesTechnical Customer Support ResumespiritenlightenedNo ratings yet
- MB20-200 LMSP-DP STD en Glovebox Manual - MBraunDocument182 pagesMB20-200 LMSP-DP STD en Glovebox Manual - MBraunbariumbitmapNo ratings yet
- JMT Auto LTD: Production and Operations Management (Project)Document10 pagesJMT Auto LTD: Production and Operations Management (Project)Khushwinder KaurNo ratings yet
- Oracle® MRP: User's Guide Release 12.1Document544 pagesOracle® MRP: User's Guide Release 12.1Vikram ReddyNo ratings yet
- Model Scheme On Fish Cold StoragesDocument23 pagesModel Scheme On Fish Cold StoragesHarry SingadilagaNo ratings yet
- The Essential Guide To Predictive MaintenanceDocument11 pagesThe Essential Guide To Predictive Maintenancezemed bamlakuNo ratings yet
- PFMEADocument6 pagesPFMEAAcep GunawanNo ratings yet
- Sop Piling WorkDocument2 pagesSop Piling WorkamirNo ratings yet
- Project Plan For Implementation of The Quality Management SystemDocument6 pagesProject Plan For Implementation of The Quality Management SystemTomas MoralesNo ratings yet
- SAP PM TrainingDocument163 pagesSAP PM Trainingprsiva2420034066No ratings yet
- FORD Supply Chain StrategyDocument2 pagesFORD Supply Chain StrategySanthosh RaghavanNo ratings yet
- Wartsila Scrubber Retrofit PresentationDocument17 pagesWartsila Scrubber Retrofit Presentationjohn9999_502754No ratings yet
- Cmo 12, S. 2008 - Approved Ps For BsgeDocument15 pagesCmo 12, S. 2008 - Approved Ps For BsgeJeffreySTorcalNo ratings yet
- Cartridge Management IBM Protectier PDFDocument4 pagesCartridge Management IBM Protectier PDFmajumder_subhrajitNo ratings yet
- As ISO 9705-2003 Fire Tests - Full-Scale Room Test For Surface ProductsDocument10 pagesAs ISO 9705-2003 Fire Tests - Full-Scale Room Test For Surface ProductsSAI Global - APACNo ratings yet