You might also like
- 12 Volumetric AnalysisDocument1 page12 Volumetric AnalysisjitendraNo ratings yet
- CC Road PDFDocument222 pagesCC Road PDFPhani PitchikaNo ratings yet
- Is 383 (1970) Grading ZonesDocument2 pagesIs 383 (1970) Grading ZonesAnonymous 2RduvkjgZNo ratings yet
- Hyperplas Polyester Membrane - TDS PDFDocument4 pagesHyperplas Polyester Membrane - TDS PDFGanesh MurthyNo ratings yet
- Tiki Tar's "AsphaltosealDocument41 pagesTiki Tar's "Asphaltosealnagaraj_qce3499100% (1)
- Schedule K (EPC) PDFDocument2 pagesSchedule K (EPC) PDFAkshay PendurkarNo ratings yet
- ICBP Paving Provides Durability and Flexibility at Low CostDocument24 pagesICBP Paving Provides Durability and Flexibility at Low CostAbhishek RanaNo ratings yet
- Combine Flakiness & Elongation TestDocument1 pageCombine Flakiness & Elongation TestFariha AzadNo ratings yet
- A-2 Test Data For Materials Description A B C: Column AS Column AT Column AUDocument3 pagesA-2 Test Data For Materials Description A B C: Column AS Column AT Column AUJitu PatelNo ratings yet
- Bituminous Mix DesignDocument62 pagesBituminous Mix DesignShaim RehanNo ratings yet
- 11 KV Ue Heat Shrink Indoor Gtp-1987 R-0Document1 page11 KV Ue Heat Shrink Indoor Gtp-1987 R-0Prasad Yeluripati0% (1)
- Ravi Sir DLC PresentationDocument13 pagesRavi Sir DLC Presentationসৌগত রায় ঘটকNo ratings yet
- Retro-Reflectivity TestDocument8 pagesRetro-Reflectivity Testjitendra100% (1)
- TDS - Polyalk CP 293+Document1 pageTDS - Polyalk CP 293+Anonymous ouZFaSBRNo ratings yet
- Test Report: M/S Pcil & MBPCL Joint VentureDocument7 pagesTest Report: M/S Pcil & MBPCL Joint VentureImran KhanNo ratings yet
- Sew Infrastructutre LTD: Calibration of Sand Pouring CylinderDocument1 pageSew Infrastructutre LTD: Calibration of Sand Pouring CylinderRayudu VVSNo ratings yet
- PQC Methodology - Nagpur MumbaiDocument14 pagesPQC Methodology - Nagpur MumbaiGanesh Kumar TulabandulaNo ratings yet
- (With Flyash) : M-20 KERBDocument8 pages(With Flyash) : M-20 KERBNaveen SinghNo ratings yet
- WMM Calibration 05.01.2016Document8 pagesWMM Calibration 05.01.2016SRR QAQCNo ratings yet
- Cebex 100Document2 pagesCebex 100manil_5No ratings yet
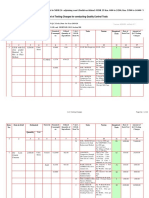
- QC Frequency Test Plan (5th Revision)Document42 pagesQC Frequency Test Plan (5th Revision)Deven PatleNo ratings yet
- 14a Prime CoatDocument3 pages14a Prime CoatAkhilesh DwivediNo ratings yet
- CALIBRATION OF HM PlantDocument3 pagesCALIBRATION OF HM PlantDeven PatleNo ratings yet
- Methodology of UPVDocument3 pagesMethodology of UPVAnonymous eKt1FCDNo ratings yet
- Flexible Pavement (Bituminous Road) : Compacted Soil SubgradeDocument3 pagesFlexible Pavement (Bituminous Road) : Compacted Soil SubgradeDinesh Kumar PatelNo ratings yet
- Developing rural roads agency in BiharDocument2 pagesDeveloping rural roads agency in Biharvijay kumarNo ratings yet
- DBM Job MixDocument3 pagesDBM Job MixSOIGNE ENGINEERING CONSULTANTSNo ratings yet
- Construct BC DBMDocument159 pagesConstruct BC DBMMohd AliNo ratings yet
- Cement Concrtet Mix Design of M-20 Grade For RCC WorkDocument7 pagesCement Concrtet Mix Design of M-20 Grade For RCC WorkSandip Roy100% (1)
- WMM Design DataDocument42 pagesWMM Design DatapreranaNo ratings yet
- Rap GSB and WMM PDFDocument4 pagesRap GSB and WMM PDFvenkateswara rao PothinaNo ratings yet
- CTSB Presentation-FinalDocument19 pagesCTSB Presentation-FinalBidur JhaNo ratings yet
- Mix Design PosterDocument1 pageMix Design PosterAbhilash KumarNo ratings yet
- Specifications for Earthwork Formation RVNLDocument32 pagesSpecifications for Earthwork Formation RVNLkartick adhikaryNo ratings yet
- Irc 097-1987Document10 pagesIrc 097-1987kruttika_apNo ratings yet
- QA in Highway Sector-Part-4Document10 pagesQA in Highway Sector-Part-4boomiNo ratings yet
- Self-Compacting Concrete Lab ReportDocument13 pagesSelf-Compacting Concrete Lab ReportmamthaNo ratings yet
- FT004 - FLAKINESS & ELONGATION INDICESdDocument23 pagesFT004 - FLAKINESS & ELONGATION INDICESdjjksite voyantsNo ratings yet
- DBM Dencity CalculationDocument3 pagesDBM Dencity Calculationer_kenedyNo ratings yet
- Test Method OthersDocument15 pagesTest Method OthersEnd End100% (1)
- Construction and Quality Control of Flexible PavementsDocument83 pagesConstruction and Quality Control of Flexible PavementsSayan GharNo ratings yet
- Requirements of bentonite for piling workDocument2 pagesRequirements of bentonite for piling workPritha DasNo ratings yet
- Six Laning of Shamlaji to Motachiloda GSB Trial Patch ReportDocument2 pagesSix Laning of Shamlaji to Motachiloda GSB Trial Patch ReportMd YasinNo ratings yet
- Pavement Crust ThicknessDocument10 pagesPavement Crust ThicknessHarsh DeepNo ratings yet
- Highway RehabilitationDocument31 pagesHighway Rehabilitationketh patrickNo ratings yet
- Concrete Mix Design Calculation For M20, M25, M30 Concrete With Procedure & ExampleDocument9 pagesConcrete Mix Design Calculation For M20, M25, M30 Concrete With Procedure & ExampleRAMPALLI GATTAIAHNo ratings yet
- Quality TestDocument22 pagesQuality TestUmair Shaikh100% (1)
- Construction of Rajegaon-Kirnapur-Lanji-Amgaon Road frequency testsDocument17 pagesConstruction of Rajegaon-Kirnapur-Lanji-Amgaon Road frequency testsfevahe756No ratings yet
- Annexure 2 Form 72 (Scope) Annexure IDocument4 pagesAnnexure 2 Form 72 (Scope) Annexure IVaghasiyaBipinNo ratings yet
- Six Lanning of Delhi Agra Section Wet Mix Macadam CalibrationDocument12 pagesSix Lanning of Delhi Agra Section Wet Mix Macadam CalibrationRSBIPL NH17 LABNo ratings yet
- M 40 PQC With GGBS 340-60Document6 pagesM 40 PQC With GGBS 340-60Er Dnyaneshwar PatilNo ratings yet
- Railway Blanketing MaterialsDocument25 pagesRailway Blanketing MaterialsAnonymous FDEDRZXc0% (1)
- EPC Contractor Rep. Authority/Authority's EngineerDocument6 pagesEPC Contractor Rep. Authority/Authority's Engineersunil kuldeepNo ratings yet
- Concrete Mix Design of M-15 (PCC)Document141 pagesConcrete Mix Design of M-15 (PCC)Abhishek SinghNo ratings yet
- Basf Masterpolyheed 8118 TdsDocument2 pagesBasf Masterpolyheed 8118 Tdsaji arafat100% (2)
- PQC Cracks Repair 1Document3 pagesPQC Cracks Repair 1Deven PatleNo ratings yet
- Sc-Mix Design PDFDocument1 pageSc-Mix Design PDFjitendraNo ratings yet
- JMF For BC MixDocument3 pagesJMF For BC MixRakesh DaveNo ratings yet
- Cement Mix Design OptimizationDocument29 pagesCement Mix Design OptimizationJameel KhanNo ratings yet
- Aci Mix Design Example 1Document39 pagesAci Mix Design Example 1aberaNo ratings yet
- AAMRADocument50 pagesAAMRARona Khairol Pratama100% (1)
- Steam and Condensate Piping Design BasicsDocument21 pagesSteam and Condensate Piping Design BasicsVIVEKZI0No ratings yet
- Jet Fuel Sealant CEMTEC 200Document2 pagesJet Fuel Sealant CEMTEC 200pravi3434No ratings yet
- Question Papers - Heat TreatmentDocument9 pagesQuestion Papers - Heat TreatmentSrilakshmi Shunmugaraj100% (3)
- Panduit Electrical CatalogDocument1,040 pagesPanduit Electrical CatalognumnummoNo ratings yet
- 05-11 KV X'mer SW YARD & FENCING DETAIL 09.04.2019Document1 page05-11 KV X'mer SW YARD & FENCING DETAIL 09.04.2019ankitNo ratings yet
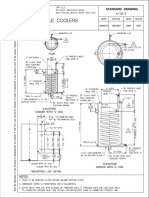
- Sample CoolersDocument1 pageSample CoolersMohcen ZRIRAKNo ratings yet
- CHAPTER 2 Press WorkingDocument29 pagesCHAPTER 2 Press WorkingDen Yogi HardiyantoNo ratings yet
- Damage of Refractory Bricks Lined in Cement Rotary KilnDocument10 pagesDamage of Refractory Bricks Lined in Cement Rotary KilnKhaled BOUALINo ratings yet
- HOSPITAL CONSTRUCTION PAYMENTDocument34 pagesHOSPITAL CONSTRUCTION PAYMENThanoseNo ratings yet
- Standard Pipe A53 PDFDocument6 pagesStandard Pipe A53 PDFArvindNo ratings yet
- Toilet Design - Lecture 3Document25 pagesToilet Design - Lecture 3Izzah GhazaliNo ratings yet
- Ce003 PsDocument4 pagesCe003 PsJaimeNo ratings yet
- Module 3 Class 2Document14 pagesModule 3 Class 2Nikhil SekharanNo ratings yet
- Installation Instructions BWC Waterline Shower ChannelDocument4 pagesInstallation Instructions BWC Waterline Shower ChannelBLUCHERNo ratings yet
- Inspection of HDG.Document71 pagesInspection of HDG.Mritunjay100% (1)
- A789 PDFDocument4 pagesA789 PDFmahmoud hanafiNo ratings yet
- Pipe - BOQDocument1 pagePipe - BOQعامر شیخNo ratings yet
- Pipe King Product BrochureDocument34 pagesPipe King Product BrochureAnonymous eq5zSUNo ratings yet
- Plaster of Paris Bombay Maharashtra IndiaDocument7 pagesPlaster of Paris Bombay Maharashtra IndiaplastoartNo ratings yet
- Price ListDocument33 pagesPrice ListAllen MendozaNo ratings yet
- TDS Nitocote EPU Saudi ArabiaDocument4 pagesTDS Nitocote EPU Saudi ArabiaShaikhRizwan100% (1)
- Chapter 11 Introduction To PolymerDocument11 pagesChapter 11 Introduction To Polymersyed izzuddin alhadyNo ratings yet
- 4 ConsolisDocument68 pages4 ConsolisUcok DedyNo ratings yet
- Alloy 318Document2 pagesAlloy 318Branko FerenčakNo ratings yet
- Eaves DetailDocument14 pagesEaves Detailapi-606257698No ratings yet
- BT ConceptDocument2 pagesBT ConceptGhiether Lanz RamosNo ratings yet
- Pariej Final Specification.Document121 pagesPariej Final Specification.Douglas RobinsonNo ratings yet
- Kerajaan MalaysiaDocument206 pagesKerajaan Malaysiamohd kamarulNo ratings yet
- Class M6C1Document13 pagesClass M6C1SalimNo ratings yet