Chapter Three
Cleaner Deliming and Bating ,
By Mishamo Wakaso and Zerihun yoseph
1
� Deliming
O Ammonium salts or other weak alkaline salts are used to remove liming
agent from the inner matrix of the material
O Ammonium salts (i.e. ammonium sulphate& ammonium chloride) are
the most commonly used deliming agents in tanning industry
Advantages Disadvantages
Ease to get and apply for process Increase the % nitrogen counts to effluent
Offer quicker deliming Ammonia impairs working conditions during
Provide firmness to the leather drum operation and effluent treatment
depending on the final intended leather Incomplete removal of lime in the form of
No risk of surface swelling calcium sulphate
2
� Inputs and waste water in Deliming
operation
Process Inputs Waste water Waste Air
unit emission
Deliming • ammonium salts • BOD, COD, DS from NH3
• org. and inorg. and their epidermis, skin and H2S
salts pigment residues, dust from
• carbon dioxide degradation products bating
• enzymes and excess bating agents
• water agents
• NH4- N
• sulphides
• calcium salts (mainly
sulphates)
3
� conventional deliming process
Environmental Concern
O Processing of one ton of raw material via conventional deliming process,
it has been estimated that approximately 0.6% ammonia nitrogen (based
on the weight of input raw material) has been generated.
O It was also reported that close to 80% NH3-N of the total emission comes
from conventional ammonium salt deliming process.
O long-term contact with ammonia gas (NH3) has potential to hepatic
encephalopathy and methemoglobinemia.
O Ammonium nitrogen (NH3-N) exists in aqueous solution in form of
ammonium ion (NH4+) and un-ionized ammonia (free NH3), which
amounts only for 0.6% of the total NH3-N at pH 7 and temperature 25oC.
Up on increasing pH and temperature to 9.5 & 30 oC, the amount
significantly climbs to 72%. 4
� Cleaner deliming options
O Carbon dioxide deliming
O Boric acid deliming
O Deliming using non-swelling acids
5
� Carbon dioxide deliming
O Liquefied carbon dioxide has been practically investigated as one of
the alternatives for ammonium salt free deliming.
O Carbon-di-oxide is let into the drum through the axle hold by a rubber
tubing attached to a manifold system connecting a bundle of 3 or 4
carbon-di-oxide cylinders.
O The carbon-di-oxide flow can be controlled through a ball valve and
pressure regulator. The rate of flow can be closely monitored through
a flow meter.
O The carbon-di-oxide flow can be controlled through a ball valve and
pressure regulator. The rate of flow can be closely monitored through
a flow meter. 6
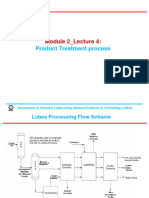
�Pictorial View of Carbon dioxide deliming
7
�critical operating parameters
O The critical operating parameters which have decisive
influence on the efficiency of the system and quality of the
leather are: -
hide - float ratio
carbon di-oxide gas addition rate and
time of bate addition
8
�Hide - float ratio
O Higher float levels allow better dissolution of carbon-di-
oxide resulting in promotion of faster deliming.
O A float level of 150% on the limed pelt weight has been
recommended for successful deliming.
O The time taken for carbon-di-oxide deliming is more or less
same as that of conventional ammonium deliming .
9
�carbon di-oxide gas addition rate
O To speed up the process and to overcome the lime blast
problem, high flow rates of carbon-&-oxide is suggested
initially until the buffering pH of 6.5-7.0 is reached.
O Then the flow rate of carbon-di-oxide is brought down till
completion of deliming as inferred from the disappearance
of pink colour at the cross section of pelt when tested with
phenolphthalein.
10
�Time of bate addition
O Since most of the bate formulations available in the market
have maximum activity at a pH of 8.3, it is desirable to add .
O The bate immediately after commencement of carbon-di-
oxide injection as the pH drops down to a level around 7.0
during most of the deliming period.
11
� Advantages and Disadvantage of carbon
di-oxide Deliming
Advantages Disadvantages
Reduced nitrogen compounds in the effluent Strict or close supervision for
Reduced ammonia odour in the plant parameters
reduce BOD level Risk of carbonic acid formation
Easy adaptability to automation& handling for the incur investment cost
operator Non-uniform deliming for
Improved quality in terms of refined and cleaner thicker pelt
grain and
Reduced risk of acid shock and achievement in the
gradual reduction of pH
12
� Group Work
Briefly discuss the following deliming technologies ?
1. Boric acid deliming and
2. Deliming using non-swelling acids
13
� Bating and degreasing operations
O Bating brings about the following effects in the pelts:
O removal of lime,
O produce silky grain,
O remove swelling and plumbing,
O increase the degree of stretch possessed by the finished
leather.
O Note:-Failure to remove the non-collagenous proteins causes
a cementing together of the fibres when the leather is dried
and results in firmness and lack of flexibility
14
� Conventional bating (cleaner technology)
O The classical bating process in the alkaline condition makes use of
proteolytic enzymes, which are of pancreatic or bacterial origin.
O And, the efficiency of the process depends on the enzyme concentration as
well as temperature, pH and time during the bating process.
O It should be conducted at 35-40oC and pH 7.5-8.5 for better diffusion of
bating enzymes and their effectivenes.
O In bating, the proteolytic enzymes based on mostly trypsin are used. After the
deliming and bating, the pelts are thoroughly washed to remove the salts
formed during the process. They are then scudded and washed.
O Conventional bating process is cleaner technology since it involves enzyme
application.
15
� Advantages and Disadvantages
Advantages Disadvantages
Biodegradable Sensitive to process
Removes non-collagenous parameters
proteins Costly
Induce BOD
16
�17