You might also like
- Pocket Welding Guide PDFDocument186 pagesPocket Welding Guide PDFJairo Contreras100% (2)
- Slaughtered Animals: Water MediumDocument51 pagesSlaughtered Animals: Water MediumSimon abebawNo ratings yet
- Scouring: Scouring Is The Process by Which All Natural andDocument27 pagesScouring: Scouring Is The Process by Which All Natural andTuan Nguyen MinhNo ratings yet
- DNA Formal ReportDocument11 pagesDNA Formal ReportAngelo Dela Cruz Villaroman100% (3)
- 9453 0413PO 4746 0112PO Chemical Economics Handbook LowresDocument4 pages9453 0413PO 4746 0112PO Chemical Economics Handbook Lowresmehrdad132No ratings yet
- Dan Gelbart Coursenotes2Document23 pagesDan Gelbart Coursenotes2zorkerNo ratings yet
- Motor CleaningMethods Bishop 0620Document21 pagesMotor CleaningMethods Bishop 0620Rolando LoayzaNo ratings yet
- Tannery IWWMDocument25 pagesTannery IWWManjali k vNo ratings yet
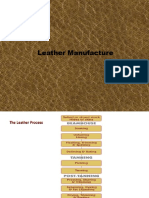
- Leather Processing & TanningDocument21 pagesLeather Processing & TanningMuhammad BilalNo ratings yet
- Leather ProcessingDocument10 pagesLeather ProcessingKashif Riaz100% (3)
- Unit Ii: Count of The YarnDocument9 pagesUnit Ii: Count of The YarngowriNo ratings yet
- Wet ProcessingDocument51 pagesWet ProcessingSenelisile MoyoNo ratings yet
- Papper Curtido PDFDocument6 pagesPapper Curtido PDFAlfredo Abanto GutierrezNo ratings yet
- TanningDocument5 pagesTanningammadjeeNo ratings yet
- TanneryDocument4 pagesTanneryCamila Andrea Bermúdez BernateNo ratings yet
- Ecofriendly Methods of Pre Treatment Textile ProcessingDocument41 pagesEcofriendly Methods of Pre Treatment Textile ProcessingNikithaaNo ratings yet
- Leather Industries 2012 NOV 5Document44 pagesLeather Industries 2012 NOV 5Ibrar NaqviNo ratings yet
- Wet Processing of Silk & WoolDocument24 pagesWet Processing of Silk & WoolnikitaNo ratings yet
- Tanning ProcessDocument2 pagesTanning ProcessMurugan Subramani100% (1)
- Leather Industry Editted (Copy) PDFDocument26 pagesLeather Industry Editted (Copy) PDFbahiNo ratings yet
- Textiles ProcessingDocument38 pagesTextiles Processingmanishsolanki002100% (5)
- What Is Tanning Overview of Leather Processing Process 2019twtgwDocument10 pagesWhat Is Tanning Overview of Leather Processing Process 2019twtgwfaucetman05No ratings yet
- LE 3101 Leather Manufacturing Technology ɪν Lecture On Manufacturing of Suede LeatherDocument29 pagesLE 3101 Leather Manufacturing Technology ɪν Lecture On Manufacturing of Suede LeatherJULKAR NAYEENNo ratings yet
- What Is Tanning? Overview of Leather Processing Process 2019Document14 pagesWhat Is Tanning? Overview of Leather Processing Process 2019seashell48No ratings yet
- Production Processes: East TimorDocument3 pagesProduction Processes: East TimorSeid ahmedNo ratings yet
- Leather TanningDocument8 pagesLeather TanningSahar SohailNo ratings yet
- Final PPT - LeninDocument34 pagesFinal PPT - LeninAman AnshuNo ratings yet
- LeatherDocument5 pagesLeatherhiuNo ratings yet
- Pretreatment For Protein FiberpptDocument22 pagesPretreatment For Protein FiberpptAbel TayeNo ratings yet
- Textiles ProcessingDocument38 pagesTextiles Processingوائل مصطفىNo ratings yet
- Definition:: ScouringDocument13 pagesDefinition:: Scouringপ্রমিত সরকারNo ratings yet
- What Is Tanning? Overview of Leather Processing Process 2019Document9 pagesWhat Is Tanning? Overview of Leather Processing Process 2019HayLambert0No ratings yet
- What Is Tanning? Overview of Leather Processing Process 2019Document9 pagesWhat Is Tanning? Overview of Leather Processing Process 2019HayLambert0No ratings yet
- What Is Tanning? Overview of Leather Processing Process 2019Document9 pagesWhat Is Tanning? Overview of Leather Processing Process 2019HayLambert0No ratings yet
- What Is Tanning? Overview of Leather Processing Process 2019Document9 pagesWhat Is Tanning? Overview of Leather Processing Process 2019HayLambert0No ratings yet
- Delighting in Denim - A Wonder FabricDocument53 pagesDelighting in Denim - A Wonder Fabricrajivranjan3490No ratings yet
- Eco Friendly Denim ProcessingDocument8 pagesEco Friendly Denim ProcessingMajid_Latif_721850% (2)
- ScouringDocument45 pagesScouringAhmad ButtNo ratings yet
- Pretreatment and Finishing of TextilesDocument50 pagesPretreatment and Finishing of Textilesalefe gebrieNo ratings yet
- Chapter 4 Carbon Compounds Part 2Document52 pagesChapter 4 Carbon Compounds Part 2shirlynNo ratings yet
- Pollution Control in Leather (Tannery)Document20 pagesPollution Control in Leather (Tannery)Rahul100% (4)
- 4.3 SingeingDocument18 pages4.3 SingeingManoja SamarasingheNo ratings yet
- Leather Studies and Processes Leather FinishesDocument16 pagesLeather Studies and Processes Leather FinishessmokescapeNo ratings yet
- Tannery Wastewater TreatmentDocument17 pagesTannery Wastewater Treatmentpran1234No ratings yet
- CottonDocument12 pagesCottonMarco Antonio Quino MendozaNo ratings yet
- Lec 12 Caustic Wash and EnzymesDocument13 pagesLec 12 Caustic Wash and EnzymesMohammad RazibNo ratings yet
- 6 Nov FINAL PPT 2Document20 pages6 Nov FINAL PPT 22020CEB102 SATYAPRATAPNo ratings yet
- Production Process of LeatherDocument1 pageProduction Process of Leatherarun joshyNo ratings yet
- ISH100Document26 pagesISH100aliesya5252No ratings yet
- Leather: Classification of Animal SkinDocument12 pagesLeather: Classification of Animal Skinprottoy8787No ratings yet
- 1.1 Industrial TrainingDocument20 pages1.1 Industrial TrainingrajadwNo ratings yet
- Leather Industry: PresentationDocument15 pagesLeather Industry: PresentationSaifNo ratings yet
- Leather Tanning Industry: Muhammad Saleem Noor 16-CE-31Document24 pagesLeather Tanning Industry: Muhammad Saleem Noor 16-CE-31Asjad UllahNo ratings yet
- Pharmaceutical Aid and Technical Product Lec-7A Final TermDocument31 pagesPharmaceutical Aid and Technical Product Lec-7A Final TermFuad Hasan Pranto 1921147049No ratings yet
- Denim Garment ProcessingDocument12 pagesDenim Garment ProcessingSyed Adnan NaqviNo ratings yet
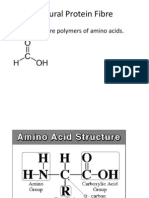
- Natural Protein Fibre: - All Proteins Are Polymers of Amino AcidsDocument28 pagesNatural Protein Fibre: - All Proteins Are Polymers of Amino AcidsSujit GulhaneNo ratings yet
- Processing of Leather by Microbial EnzymeDocument13 pagesProcessing of Leather by Microbial EnzymeSajjad Hossain Shuvo100% (1)
- Desizing and ScouringDocument5 pagesDesizing and Scouringjubayer.ashequeNo ratings yet
- Pollution in TanneriesDocument10 pagesPollution in TanneriesMathan FlufyNo ratings yet
- Scouring 1Document36 pagesScouring 1aminul islamNo ratings yet
- Presented By:: Haroon Mubarak 16-NTU-0057 Faisal Iqbal 16-NTU-0045 Sir Zohaib FazalDocument18 pagesPresented By:: Haroon Mubarak 16-NTU-0057 Faisal Iqbal 16-NTU-0045 Sir Zohaib FazalMuhammad ZohaibNo ratings yet
- Lecture 4 2022Document52 pagesLecture 4 2022NURUL YAHSIFAH SYQELLA BINTI YAHYA BK21110100No ratings yet
- Practical Tanning: A Handbook of Modern Processes, Receipts, and Suggestions for the Treatment of Hides, Skins, and Pelts of Every Description - Including Various Patents Relating to Tanning, with SpecificationsFrom EverandPractical Tanning: A Handbook of Modern Processes, Receipts, and Suggestions for the Treatment of Hides, Skins, and Pelts of Every Description - Including Various Patents Relating to Tanning, with SpecificationsNo ratings yet
- Soap Making Made Easy Ultimate Guide To Soap Making Including Recipes: Soapmaking Homeade and Handcrafted for 2015From EverandSoap Making Made Easy Ultimate Guide To Soap Making Including Recipes: Soapmaking Homeade and Handcrafted for 2015Rating: 4 out of 5 stars4/5 (6)
- Notes Chem NewDocument17 pagesNotes Chem Newilias1973No ratings yet
- Post Lab QC1Document5 pagesPost Lab QC1Kirby Maine Mojana ManunuanNo ratings yet
- Austenitic High Temperature Grades DatasheetDocument12 pagesAustenitic High Temperature Grades Datasheetbiliboi5No ratings yet
- A02 037Document21 pagesA02 037jaimeNo ratings yet
- Aluminum Filler Alloy Selection ChartDocument2 pagesAluminum Filler Alloy Selection Chartbtgottlieb100% (2)
- TUBE, UNS S31600/S31609, SMLS, AnnealedDocument2 pagesTUBE, UNS S31600/S31609, SMLS, AnnealedTuấn Dương QuốcNo ratings yet
- PERALES - Cryoscopy Freezing Point Depression of A SolutionDocument11 pagesPERALES - Cryoscopy Freezing Point Depression of A SolutionKENT BENEDICT PERALESNo ratings yet
- Acid-Base Worksheet 2019Document1 pageAcid-Base Worksheet 2019Rosella Bethany CorreaNo ratings yet
- CompleximetryDocument29 pagesCompleximetrychamp delacruzNo ratings yet
- Orgo 1 QuzzesDocument34 pagesOrgo 1 QuzzesDanny NguyenNo ratings yet
- Module 4 G7 Science Q1 Wk6Document16 pagesModule 4 G7 Science Q1 Wk6Ryza GloryNo ratings yet
- Unit 3 Redox ReactionsDocument5 pagesUnit 3 Redox ReactionsthucinorNo ratings yet
- Protection Tubes and Thermowells: Thermowell Materials Selection GuideDocument3 pagesProtection Tubes and Thermowells: Thermowell Materials Selection GuideJp NairNo ratings yet
- The Preparation of Substitute Ocean Water: Standard Practice ForDocument3 pagesThe Preparation of Substitute Ocean Water: Standard Practice ForAbid HussainNo ratings yet
- Chemical Equation of Several Combustion ReactionsDocument2 pagesChemical Equation of Several Combustion Reactionserwidodo50% (2)
- Nov 24th 2014 Monday: Products DetailsDocument1 pageNov 24th 2014 Monday: Products DetailsXuân Giang NguyễnNo ratings yet
- Acido Hydrochlorico 30%-37%.-1Document3 pagesAcido Hydrochlorico 30%-37%.-1Omar GuillenNo ratings yet
- Recent Research in Polymerization: ISBN 978-953-51-3746-7Document220 pagesRecent Research in Polymerization: ISBN 978-953-51-3746-7Mario Allesina JuniorNo ratings yet
- Name Reaction Reagent Assignment PDFDocument21 pagesName Reaction Reagent Assignment PDFSandipan SahaNo ratings yet
- Natural Gas-A Basic HandbookDocument10 pagesNatural Gas-A Basic Handbookxion_mew2100% (1)
- Enhanced Methanol Oxidation On Nanoporous Nickel Phosphate Modified Platinum Electrode in Alkaline SolutionDocument9 pagesEnhanced Methanol Oxidation On Nanoporous Nickel Phosphate Modified Platinum Electrode in Alkaline SolutionLola AndiniNo ratings yet
- Venpure Chemo PDFDocument4 pagesVenpure Chemo PDFFernando J. Correa DelgadoNo ratings yet
- Bio-Fuel PosterDocument1 pageBio-Fuel PosterElyssa Michelle Caringas MicuaNo ratings yet
- Edexcel AS CHEMISTRY UNIT 1 MARK SCHEME JANUARY 2011Document21 pagesEdexcel AS CHEMISTRY UNIT 1 MARK SCHEME JANUARY 2011Ghaleb W. Mihyar100% (1)
- Formulation and Characterization of Papaya Leaf GelDocument6 pagesFormulation and Characterization of Papaya Leaf GelTutorial BEMNo ratings yet