You might also like
- Is.15656.2006 - Hazard Identification and Risk AssessmentDocument31 pagesIs.15656.2006 - Hazard Identification and Risk Assessmentjitesh26100% (3)
- 024943Document5 pages024943samon samvannak100% (2)
- Assessment For Fitness For Purpose of Cracked Piping Components-IDocument27 pagesAssessment For Fitness For Purpose of Cracked Piping Components-Iapi-3855165100% (2)
- 15 - 100 HP EG Series Screw Compressors USADocument6 pages15 - 100 HP EG Series Screw Compressors USAELGiUSA0% (1)
- Hazard Analysis and Risk Assessments For Industrial Processes Using FMEA and Bow-Tie MethodologiesDocument13 pagesHazard Analysis and Risk Assessments For Industrial Processes Using FMEA and Bow-Tie MethodologiesratrihaningdsNo ratings yet
- CTI Technical Manual PDFDocument40 pagesCTI Technical Manual PDFYashveer Takoory100% (4)
- India Edition OM Best Practice Guidelines 1Document132 pagesIndia Edition OM Best Practice Guidelines 1Abhishek P100% (3)
- Quantitative Risk Analysis in The Chemical Process IndustryDocument14 pagesQuantitative Risk Analysis in The Chemical Process IndustryRonyNo ratings yet
- Chemical Plant Hazard Evaluation GuideDocument48 pagesChemical Plant Hazard Evaluation Guideanpuselvi125100% (1)
- A Semi-Quantitative Pipeline Risk Assessment Tool For Piggable and Un-Piggable PipelinesDocument12 pagesA Semi-Quantitative Pipeline Risk Assessment Tool For Piggable and Un-Piggable PipelinesgeeawhizNo ratings yet
- Hazard Identification and Risk Assessment With Controls (Hirac) in OilDocument5 pagesHazard Identification and Risk Assessment With Controls (Hirac) in OilJustamacacaNo ratings yet
- En 1050 Risk - AssessmentDocument22 pagesEn 1050 Risk - AssessmentWillian Siqueira SartoriNo ratings yet
- A Method For Barrier-Based Incident InvestigationDocument7 pagesA Method For Barrier-Based Incident InvestigationEzatollah SalaryNo ratings yet
- LPG Terminal SafetyDocument4 pagesLPG Terminal SafetyIsioma1No ratings yet
- Implementation of FMEA in Injection Moulding ProcessDocument7 pagesImplementation of FMEA in Injection Moulding ProcessHugoSpktNo ratings yet
- Risk Analysis Methodology Applied To Industrial Machine DevelopmentDocument8 pagesRisk Analysis Methodology Applied To Industrial Machine DevelopmentHeliliano GuedesNo ratings yet
- Quality Risk Management in Pharmaceutical Dispensing Center: M. Chitmetha, S. Prombanpong, and T. SomboonwiwatDocument8 pagesQuality Risk Management in Pharmaceutical Dispensing Center: M. Chitmetha, S. Prombanpong, and T. SomboonwiwatmmmmmNo ratings yet
- RiskmanagementDocument18 pagesRiskmanagementAmirul 'Ariff Abdul ManafNo ratings yet
- Risk Based Inspection Jacketed PlatformsDocument19 pagesRisk Based Inspection Jacketed PlatformsronfrendNo ratings yet
- SHM - Practical 12 - Risk Assessment MethodsDocument8 pagesSHM - Practical 12 - Risk Assessment MethodsBhaliya AadityaNo ratings yet
- Asi 05 00045 v2Document20 pagesAsi 05 00045 v2velos666No ratings yet
- FMEA analysis improves textile factory qualityDocument7 pagesFMEA analysis improves textile factory qualityShagun SinhaNo ratings yet
- A New Tool For Risk Analysis and Assessment in Petrochemical PlantsDocument13 pagesA New Tool For Risk Analysis and Assessment in Petrochemical PlantsNiny ArteagaNo ratings yet
- Failure Modes and Effects Analysis of Chemical StoDocument6 pagesFailure Modes and Effects Analysis of Chemical StogirishNo ratings yet
- Urbina Et Al-2018-Process Safety ProgressDocument7 pagesUrbina Et Al-2018-Process Safety ProgressGary Kiel Palacios EspinozaNo ratings yet
- Chen JK. 2007. Utility Priority Number Evaluation For FMEADocument8 pagesChen JK. 2007. Utility Priority Number Evaluation For FMEAAlwi SalamNo ratings yet
- Implementation of FMEA in Injection Moulding ProcessDocument6 pagesImplementation of FMEA in Injection Moulding Processfernando9hessNo ratings yet
- Risk Tree GTDocument11 pagesRisk Tree GTkp pkNo ratings yet
- Using The Pareto Diagram and FMEA FDocument11 pagesUsing The Pareto Diagram and FMEA FKelvin Rodrigo Varona AncajimaNo ratings yet
- Zasadzien Ang.Document4 pagesZasadzien Ang.keuangan sultraNo ratings yet
- Safety Weighted Hazard Index SWeHIDocument16 pagesSafety Weighted Hazard Index SWeHIChitra SwamyNo ratings yet
- 1 s2.0 S095042302100187X MainDocument8 pages1 s2.0 S095042302100187X Mainlevini6791No ratings yet
- Sustainability 08 00939 PDFDocument14 pagesSustainability 08 00939 PDFsowmeshNo ratings yet
- Chemical Engineering Science: Seyed Javad Hashemi, Salim Ahmed, Faisal I. KhanDocument11 pagesChemical Engineering Science: Seyed Javad Hashemi, Salim Ahmed, Faisal I. KhanafsuarezcoNo ratings yet
- Dynamic Quantitative Operational Risk Assessment of Chemical ProcessesDocument17 pagesDynamic Quantitative Operational Risk Assessment of Chemical Processeshelton_bsbNo ratings yet
- Process Fault Diagnosis - AAMDocument61 pagesProcess Fault Diagnosis - AAMsaynapogado18No ratings yet
- Outline of Methods For Hazard and Risk AnalysisDocument4 pagesOutline of Methods For Hazard and Risk AnalysisDLFNo ratings yet
- 2.7. The Sociotechnical PerspectiveDocument17 pages2.7. The Sociotechnical PerspectiveMa NpaNo ratings yet
- 1 s2.0 S2590123023005753 MainDocument15 pages1 s2.0 S2590123023005753 MainvdhivyaprabaNo ratings yet
- Risk Assessment of A Gas Plant Unit 30 Skikda RefiDocument8 pagesRisk Assessment of A Gas Plant Unit 30 Skikda Refichaima bensNo ratings yet
- Analyzing human error and accident causationDocument17 pagesAnalyzing human error and accident causationVeera RagavanNo ratings yet
- A New Approach For Prioritization of Failure Modes in Design FMEA Using ANOVADocument8 pagesA New Approach For Prioritization of Failure Modes in Design FMEA Using ANOVAsiskiadstatindustriNo ratings yet
- Technical Inspection Engineering and RisDocument6 pagesTechnical Inspection Engineering and RisEndhy Wisnu NovindraNo ratings yet
- The FMEA-Risk Analysis of Oil and Gas Process Facilities WithDocument13 pagesThe FMEA-Risk Analysis of Oil and Gas Process Facilities WithAl FajrNo ratings yet
- An Improving Failure Mode and Effect Analysis Method For Pallet Exchange Rack Risk AnalysisDocument21 pagesAn Improving Failure Mode and Effect Analysis Method For Pallet Exchange Rack Risk AnalysisPauliusNo ratings yet
- Reliability Engineering and System Safety: SciencedirectDocument10 pagesReliability Engineering and System Safety: SciencedirectKunal BhoyarNo ratings yet
- IPC2022-87236 - Overcoming Challenges Using Machine LearningDocument10 pagesIPC2022-87236 - Overcoming Challenges Using Machine LearningOswaldo MontenegroNo ratings yet
- Modelado y Seguridad (Casos) Raoni2018Document11 pagesModelado y Seguridad (Casos) Raoni2018Ivan CisnerosNo ratings yet
- A Risk-Based Tool To Support The Inspection Management Inchemical PlantsDocument29 pagesA Risk-Based Tool To Support The Inspection Management Inchemical PlantsThanh Dat DoanNo ratings yet
- Pill Ay 2003Document17 pagesPill Ay 2003Annisa Zahwatul UmmiNo ratings yet
- Risk Analysis of Satety-Critical Control Systems: K. Rásto NýDocument4 pagesRisk Analysis of Satety-Critical Control Systems: K. Rásto NýGeo ThaliathNo ratings yet
- RISK BASED MAINTENANCE MODELING FOR PETROCHEMICAL INDUSTRY USING FUZZY AHP-DELPHIDocument6 pagesRISK BASED MAINTENANCE MODELING FOR PETROCHEMICAL INDUSTRY USING FUZZY AHP-DELPHIJosé Luis CastroNo ratings yet
- Probability Bow-Ties: A Transparent Risk Management ToolDocument10 pagesProbability Bow-Ties: A Transparent Risk Management ToolRmz ExeNo ratings yet
- A Step by Step Guide To Carrying Out A Cost-Based Failure Modes and Effects AnalysisDocument26 pagesA Step by Step Guide To Carrying Out A Cost-Based Failure Modes and Effects AnalysisSteve ForsterNo ratings yet
- PEM ENGINEERING DESIGN ExercicesDocument7 pagesPEM ENGINEERING DESIGN Exercicesmanjot.rattan98No ratings yet
- Abstract:: ISBN: 978-981-18-2016-8 Doi:10.3850/978-981-18-2016-8 279-cdDocument7 pagesAbstract:: ISBN: 978-981-18-2016-8 Doi:10.3850/978-981-18-2016-8 279-cdJohanna Saldarriaga DuqueNo ratings yet
- FMEA analysis of combustion engine risksDocument7 pagesFMEA analysis of combustion engine risksTri SubaktiNo ratings yet
- Integrating Lean Principles and Fuzzy Logic for Chemical Risk AssessmentDocument10 pagesIntegrating Lean Principles and Fuzzy Logic for Chemical Risk AssessmentMindfulnessNo ratings yet
- Guatrini 2020Document16 pagesGuatrini 2020Akhilesh VarmaNo ratings yet
- Improving pipeline risk models with data miningDocument7 pagesImproving pipeline risk models with data miningFranklin Pizarro SalazarNo ratings yet
- Semi Quantitative ExampleDocument7 pagesSemi Quantitative ExampleEra SutrajayaNo ratings yet
- Analysis of Technological Risk Assessment MethodsDocument12 pagesAnalysis of Technological Risk Assessment MethodsBesiNo ratings yet
- Software for Roundoff Analysis of Matrix AlgorithmsFrom EverandSoftware for Roundoff Analysis of Matrix AlgorithmsRating: 3 out of 5 stars3/5 (1)
- Object Relational Interactions With OracleDocument16 pagesObject Relational Interactions With OraclefacultyniitNo ratings yet
- Part 2 Ethernet+NetworkingDocument23 pagesPart 2 Ethernet+NetworkingSumit MidhaNo ratings yet
- IWO Work Order Ref No. 15-025692Document2 pagesIWO Work Order Ref No. 15-025692nicoloh2002No ratings yet
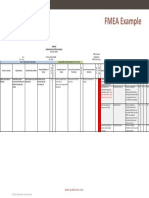
- FMEA ExampleDocument1 pageFMEA Exampleanass sbniNo ratings yet
- Dell M8428-k Converged Network Switch For M1000e Enclosures March 2011Document26 pagesDell M8428-k Converged Network Switch For M1000e Enclosures March 2011Ryan BelicovNo ratings yet
- Effectiveness of Personal Interaction in A Learner-Centered Paradigm Distance Education Class Based On Student SatisfactionDocument2 pagesEffectiveness of Personal Interaction in A Learner-Centered Paradigm Distance Education Class Based On Student SatisfactionAlthea Mae GelacioNo ratings yet
- Fast PC SpecDocument2 pagesFast PC SpecuiuiuNo ratings yet
- ATS Heavy-duty Smart Card Reader Product Data SheetDocument2 pagesATS Heavy-duty Smart Card Reader Product Data Sheetsilviu_djNo ratings yet
- Shruti Assignment 2Document25 pagesShruti Assignment 2Shruti SuryawanshiNo ratings yet
- Hive On Google CloudDocument16 pagesHive On Google CloudNiriNo ratings yet
- Manual Mimaki Cg60sriiiDocument172 pagesManual Mimaki Cg60sriiirobert landonNo ratings yet
- Accepted Manuscript: Computerized Medical Imaging and GraphicsDocument25 pagesAccepted Manuscript: Computerized Medical Imaging and GraphicsHeranti Reza DamayantiNo ratings yet
- Chimei N173O6 L02Document29 pagesChimei N173O6 L02alelujaNo ratings yet
- Setting Method of POP3 For IOSDocument28 pagesSetting Method of POP3 For IOScom vaultNo ratings yet
- Chapter09 Operating SystemDocument34 pagesChapter09 Operating SystemReygenan ForcadelaNo ratings yet
- Automated Parallel Parking RobotDocument49 pagesAutomated Parallel Parking RobotAndrei OlaruNo ratings yet
- Crash 2023 10 18 - 23.04.30 ClientDocument8 pagesCrash 2023 10 18 - 23.04.30 Clientfish96716No ratings yet
- 1 Progress Report: Aroosha Pervaiz DCIS, PIEAS Nilore, PakistanDocument1 page1 Progress Report: Aroosha Pervaiz DCIS, PIEAS Nilore, PakistanNo oneNo ratings yet
- Jawood - Windows Server 2003 Case StudyDocument5 pagesJawood - Windows Server 2003 Case Studynawaz4225No ratings yet
- MA CMMS User GuideDocument25 pagesMA CMMS User Guidemaheso100% (1)
- Consecutive Calculations!: Consecutive Numbers Follow One After Another, E.G. 5, 6, 7Document12 pagesConsecutive Calculations!: Consecutive Numbers Follow One After Another, E.G. 5, 6, 7Nikki Mayor-OngNo ratings yet
- Erc Qualification Standards: Position SG Education Experience Training Eligibiliy Additional Requirements Accountant IIIDocument9 pagesErc Qualification Standards: Position SG Education Experience Training Eligibiliy Additional Requirements Accountant IIIArafat BauntoNo ratings yet
- DVR User Manual For H.264-8-Channel 16-Channel Digital Video RecorderDocument119 pagesDVR User Manual For H.264-8-Channel 16-Channel Digital Video RecorderHKanaan1No ratings yet
- Modern-Day Narcissus The Selfie Obsession - Sabotage TimesDocument3 pagesModern-Day Narcissus The Selfie Obsession - Sabotage Timesapi-317264340No ratings yet
- Multi-Layer Perceptron TutorialDocument87 pagesMulti-Layer Perceptron TutorialSari AyuNo ratings yet