You might also like
- Tube-to-Tubesheet Joints - BaherDocument51 pagesTube-to-Tubesheet Joints - BaherNAMO100% (3)
- Breakdown Characteristics of Air GapsDocument9 pagesBreakdown Characteristics of Air GapsSupun Amarasinghe100% (6)
- Painting Procedure For Structural Steel Rev 00Document14 pagesPainting Procedure For Structural Steel Rev 00Ranjan KumarNo ratings yet
- Electrical Engineering Principles for Technicians: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectrical Engineering Principles for Technicians: The Commonwealth and International Library: Electrical Engineering DivisionRating: 3 out of 5 stars3/5 (4)
- Aramco Exam QusDocument23 pagesAramco Exam Qussarath100% (3)
- Astm A759 PDFDocument3 pagesAstm A759 PDFCristian OtivoNo ratings yet
- STRAIN GageDocument5 pagesSTRAIN Gagemanoish07No ratings yet
- Unit 2Document29 pagesUnit 2nikhill kundarNo ratings yet
- Manufacturing Laboratory-I (ME207) ReportDocument3 pagesManufacturing Laboratory-I (ME207) ReportMD. ATHAR HASSANNo ratings yet
- Resistance Welding Qs and AsDocument7 pagesResistance Welding Qs and AssoliddreamsNo ratings yet
- Experiment No:: Pune Institute of Computer TechnologyDocument6 pagesExperiment No:: Pune Institute of Computer TechnologyKaushal KulkarniNo ratings yet
- XXL, Oct 2011Document5 pagesXXL, Oct 2011emediageNo ratings yet
- Strain MeasurementDocument10 pagesStrain MeasurementsivaeeinfoNo ratings yet
- MIG Welding and Spot WeldingDocument3 pagesMIG Welding and Spot WeldingHassan AliNo ratings yet
- NI Tutorial 3642 enDocument6 pagesNI Tutorial 3642 enronaldxmenNo ratings yet
- Development of A New Optical Monitoring System ForDocument7 pagesDevelopment of A New Optical Monitoring System ForNia KurniaNo ratings yet
- Physics Lab File: Nikanshu CE - 22Document36 pagesPhysics Lab File: Nikanshu CE - 223110Sammar ManglaNo ratings yet
- New Approach To Arc Resistance CalculationDocument7 pagesNew Approach To Arc Resistance Calculationyannick.pratte8709No ratings yet
- Yarmolenko Lab1Document8 pagesYarmolenko Lab1yarmolenkonazar1309No ratings yet
- Poteg 5 5 1 DC ResistanceDocument2 pagesPoteg 5 5 1 DC ResistanceDeaferrantNo ratings yet
- Electrical Strain Gauge and Wheatstone BridgesDocument14 pagesElectrical Strain Gauge and Wheatstone BridgesChetan B ArkasaliNo ratings yet
- Fundamental Characteristics of Arc Extinction by Magnetic Blow Out at DC VoltagesDocument6 pagesFundamental Characteristics of Arc Extinction by Magnetic Blow Out at DC VoltagesManti HerbertNo ratings yet
- Lecture 005Document30 pagesLecture 005guddu guptaNo ratings yet
- Exp1 The Single Phase TransformerDocument8 pagesExp1 The Single Phase Transformernaveen rajNo ratings yet
- Power Losses in Wound ComponentsDocument13 pagesPower Losses in Wound Componentsshankar_sai_1No ratings yet
- Breakdown of Air GapsDocument9 pagesBreakdown of Air GapsPathum SudasingheNo ratings yet
- Resistance and Ohms LawDocument8 pagesResistance and Ohms LawShannon NormanNo ratings yet
- Analysis of Bonding Strength of Ultrasonic Welding Process: ISO 9001:2008 CertifiedDocument5 pagesAnalysis of Bonding Strength of Ultrasonic Welding Process: ISO 9001:2008 CertifiedPhilip EgyNo ratings yet
- NI Tutorial 3642 enDocument7 pagesNI Tutorial 3642 ens_hassan_167419No ratings yet
- ZNC Varistor Switching SurgeDocument39 pagesZNC Varistor Switching Surgeth3g4m3No ratings yet
- How Is Temperature Affecting Your Strain Measurement Accuracy?Document3 pagesHow Is Temperature Affecting Your Strain Measurement Accuracy?Gabor VatoNo ratings yet
- Experiment BDocument9 pagesExperiment Bsaremo5194No ratings yet
- Lab Report On Robotic WeldingDocument8 pagesLab Report On Robotic WeldingSanatan ChoudhuryNo ratings yet
- Breakdown Cha of Air Gaps CompleteDocument9 pagesBreakdown Cha of Air Gaps CompleteNilush JayawardanaNo ratings yet
- GMAW Welding VariablesDocument16 pagesGMAW Welding VariablesrobinfanshaweNo ratings yet
- Strain Gauge ExperimentDocument7 pagesStrain Gauge ExperimentAli Gh100% (1)
- To Investigate Band Study The Effect of Varying The Current and The Voltage On The Arc Welded SpecimenDocument5 pagesTo Investigate Band Study The Effect of Varying The Current and The Voltage On The Arc Welded SpecimenRao MaazNo ratings yet
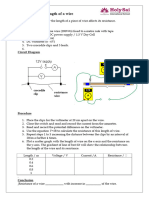
- Resistance and Length of A WireDocument1 pageResistance and Length of A WirepmuthuhaasiniNo ratings yet
- EXP 7 - MaterialsDocument18 pagesEXP 7 - MaterialsLeslie CatindigNo ratings yet
- Massachusetts Institute of Technology: Af e F I DDocument5 pagesMassachusetts Institute of Technology: Af e F I DJack SoNo ratings yet
- Design and Simulation of A Spot Welding Process: February 2019Document7 pagesDesign and Simulation of A Spot Welding Process: February 2019Abdullah hussainNo ratings yet
- Copper Magnet Wire Breakdown VoltageDocument4 pagesCopper Magnet Wire Breakdown Voltagejalilemadi100% (2)
- Strain Gauge ReportDocument34 pagesStrain Gauge ReportJay PatelNo ratings yet
- Measuring StrainDocument6 pagesMeasuring StrainTakarookieNo ratings yet
- Wheatstone BridgeDocument7 pagesWheatstone BridgeBenjamin Miller100% (1)
- TESTING Armature WindingsDocument2 pagesTESTING Armature Windingsronald allan liviocoNo ratings yet
- Ohmmeter: Design Evolution Precision Ohmmeters See Also References External LinksDocument3 pagesOhmmeter: Design Evolution Precision Ohmmeters See Also References External LinksMadhusudanan AshokNo ratings yet
- Strain Measurement - National InstrumentsDocument3 pagesStrain Measurement - National InstrumentsSumeet ShirkeNo ratings yet
- Finite Element Analysis OfpowertransformerDocument8 pagesFinite Element Analysis OfpowertransformerIAEME PublicationNo ratings yet
- Electrial Machines Third ReportDocument8 pagesElectrial Machines Third ReportMohamed YahiaNo ratings yet
- To Study The Elastic Stress Strain Behavior in Bending Using Electrical Resistance Strain GaugesDocument8 pagesTo Study The Elastic Stress Strain Behavior in Bending Using Electrical Resistance Strain GaugesFaisal SardarNo ratings yet
- Strain Measurement MEASUREMENT EXPERIMENT: 1. ObjectDocument7 pagesStrain Measurement MEASUREMENT EXPERIMENT: 1. ObjectKenny KenzoNo ratings yet
- A Comparison of Techniques For Measurement of Shaft Currents in Rotating MachinesDocument5 pagesA Comparison of Techniques For Measurement of Shaft Currents in Rotating MachinesJavier MaldonadoNo ratings yet
- Sensor Dan Aktuator: Fakultas Ilmu Komputer Universitas BrawijayaDocument33 pagesSensor Dan Aktuator: Fakultas Ilmu Komputer Universitas BrawijayaCakra BhirawaNo ratings yet
- High Voltage Measurement Techniques-A Review: ISSN 2319-9725Document10 pagesHigh Voltage Measurement Techniques-A Review: ISSN 2319-9725driano22No ratings yet
- Set-Up Welding EquipmentsDocument37 pagesSet-Up Welding EquipmentsEvan Jared L. GalvezNo ratings yet
- Physics Practical ReadingsDocument49 pagesPhysics Practical ReadingsKaran KumarNo ratings yet
- MeggerDocument8 pagesMeggervandeqn90No ratings yet
- Assignment 1 WeldingDocument6 pagesAssignment 1 WeldingHazim Hamdan100% (1)
- p5 En303 Sankalp PurwarDocument14 pagesp5 En303 Sankalp Purwar2K20 EN 63 Sankalp PurwarNo ratings yet
- Bản Sao 2 Của Thu Doan - Physics IADocument14 pagesBản Sao 2 Của Thu Doan - Physics IATai PhanNo ratings yet
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- Electrical Installations Technology: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectrical Installations Technology: The Commonwealth and International Library: Electrical Engineering DivisionNo ratings yet
- MIME 1650-Lab 2 and 3 Experiment 2 Resistance Spot Welding (RSW) Test Experiment 3 Microscopy and Sample PreparationDocument11 pagesMIME 1650-Lab 2 and 3 Experiment 2 Resistance Spot Welding (RSW) Test Experiment 3 Microscopy and Sample PreparationBrian CybNo ratings yet
- Norsok Materials GuideDocument37 pagesNorsok Materials GuideYomara Samantha Hernandez LaureanoNo ratings yet
- VGS 23.1.4 Rev 3 (UT of Weld Overlay For Equinor)Document18 pagesVGS 23.1.4 Rev 3 (UT of Weld Overlay For Equinor)Rod RoperNo ratings yet
- Academic Qualifications: Responsibilities at IIT MadrasDocument5 pagesAcademic Qualifications: Responsibilities at IIT MadrasdkannanapkNo ratings yet
- Updated WMS - Welding of Duplex Stainless SteelDocument5 pagesUpdated WMS - Welding of Duplex Stainless Steelcameron toolseeNo ratings yet
- Jis G 3456 - 2004-Stpt-Carbon Steel Pipe For Hight Temp. ServiceDocument26 pagesJis G 3456 - 2004-Stpt-Carbon Steel Pipe For Hight Temp. ServiceDương HoàngNo ratings yet
- BTB24 Bernard BTB MIG Guns English 400 AM SERIE TDocument12 pagesBTB24 Bernard BTB MIG Guns English 400 AM SERIE TJuan Carlos Quiñonez LaraNo ratings yet
- TVL-SMAW 12 - Week 6 - Lesson 1 - Welding Procedure SpecificationDocument10 pagesTVL-SMAW 12 - Week 6 - Lesson 1 - Welding Procedure SpecificationNelPalalonNo ratings yet
- Iso 14555 - 2006-TačkastoDocument70 pagesIso 14555 - 2006-TačkastoRambo PetkovicNo ratings yet
- Vietnam Metalworking Supporting Industry: Table of ContentDocument24 pagesVietnam Metalworking Supporting Industry: Table of ContentNghi TranNo ratings yet
- TRG CalendarDocument28 pagesTRG Calendarchandrakant chaudhariNo ratings yet
- Chapter 4Document20 pagesChapter 4Vandan GundaleNo ratings yet
- Unops JMPC 00083659 Hs ToolboxmanDocument63 pagesUnops JMPC 00083659 Hs ToolboxmanSrikanth BammidiNo ratings yet
- OK 67.60 Esab 309LcDocument1 pageOK 67.60 Esab 309LcSadashiva sahooNo ratings yet
- Drilling Accessories DHOT - Catalog - 11 - 11 - 12 PDFDocument59 pagesDrilling Accessories DHOT - Catalog - 11 - 11 - 12 PDFyacine15100% (3)
- 07 Hovanski-Boron SteelDocument4 pages07 Hovanski-Boron Steelaan nug rohoNo ratings yet
- Mobile: Mobile Welding Fume ExtractorDocument3 pagesMobile: Mobile Welding Fume ExtractorBülent KabadayiNo ratings yet
- NDT-P-029, UT Procedure B & C Scan TechniqueDocument10 pagesNDT-P-029, UT Procedure B & C Scan TechniqueMohamed HassanNo ratings yet
- 2006 Fabrication & Welding Higher Finalised MarkingDocument7 pages2006 Fabrication & Welding Higher Finalised MarkingbiggrimNo ratings yet
- Fitter: Craftsmen Training Scheme (CTS) NSQF Level-5Document11 pagesFitter: Craftsmen Training Scheme (CTS) NSQF Level-5Bijay DuttaNo ratings yet
- ASTM A1006 - Steel Line Pipe, Black, Plain End, Laser Beam WeldedDocument6 pagesASTM A1006 - Steel Line Pipe, Black, Plain End, Laser Beam Weldedויליאם סן מרמיגיוסNo ratings yet
- PVC Installation GuideDocument3 pagesPVC Installation GuideChâu TúNo ratings yet
- Norsok STDDocument77 pagesNorsok STDMajeed RumaniNo ratings yet
- Manufacturing Processes by JP Kaushish B00k7yk5ko PDFDocument5 pagesManufacturing Processes by JP Kaushish B00k7yk5ko PDFMilky Yaswanth100% (1)
- Section 2 QuestionsDocument2 pagesSection 2 QuestionsSameer MohammadNo ratings yet
- Slide GateDocument11 pagesSlide Gate陈淀No ratings yet