You might also like
- Flexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsFrom EverandFlexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsSean M. GarnerNo ratings yet
- Thermal Analysis of Fins With Varying Geometry of Different MaterialsDocument3 pagesThermal Analysis of Fins With Varying Geometry of Different Materialspurrab divakarNo ratings yet
- 6252 8377 1 PB PDFDocument5 pages6252 8377 1 PB PDFBillyAdhityaNo ratings yet
- Investigation of Mechanical Echanical Properties and Grain Rain Structure of 5xxx AluminiumDocument4 pagesInvestigation of Mechanical Echanical Properties and Grain Rain Structure of 5xxx AluminiumJacob JoseNo ratings yet
- Effect of Sensitization On Microhardness and Corrosion Resistance of Austenitic Stainless SteelDocument4 pagesEffect of Sensitization On Microhardness and Corrosion Resistance of Austenitic Stainless SteelIJOCAASNo ratings yet
- Investigation On The Strength and Behavior of Cold-Formed Steel Angle ColumnsDocument8 pagesInvestigation On The Strength and Behavior of Cold-Formed Steel Angle ColumnsIJRASETPublicationsNo ratings yet
- Study of Effects of Heat Treatment On The Hardness and Microstructure of Welded Low Carbon Steel PipesDocument5 pagesStudy of Effects of Heat Treatment On The Hardness and Microstructure of Welded Low Carbon Steel PipesPrajwal ShettyNo ratings yet
- SS 1672Document13 pagesSS 1672dbaNo ratings yet
- Mechanical Properties of Dual Phase Steel Quenched in BitumenDocument16 pagesMechanical Properties of Dual Phase Steel Quenched in BitumenSiddharth VibhuteNo ratings yet
- Effect of Hardness and Wear Resistance On en 353 Steel by Heat TreatmentDocument4 pagesEffect of Hardness and Wear Resistance On en 353 Steel by Heat TreatmentIJMERNo ratings yet
- On The Hot Tensile Deformation Behaviour of AISI 316LN Stainless SteelDocument8 pagesOn The Hot Tensile Deformation Behaviour of AISI 316LN Stainless SteelMallikarjunrao PanabakaNo ratings yet
- Bamboo Reinforced ConcreteDocument7 pagesBamboo Reinforced ConcreteIJRASETPublicationsNo ratings yet
- Effect of Deep Cryogenic Treatment On The Tensile Behavior of AISI 8620 Gear SteelDocument5 pagesEffect of Deep Cryogenic Treatment On The Tensile Behavior of AISI 8620 Gear SteelEditor IJTSRDNo ratings yet
- FEM Inocal Effect of Nose Radius On ForceDocument7 pagesFEM Inocal Effect of Nose Radius On Forceamit chapagainNo ratings yet
- Mechanical Properties Enhancement of Al-Si (Adc12) Alloy by Heat TreatmentDocument5 pagesMechanical Properties Enhancement of Al-Si (Adc12) Alloy by Heat Treatmentsatheez3251No ratings yet
- Irjet V7i8450Document6 pagesIrjet V7i8450RAJU T NNo ratings yet
- 2 PDFDocument4 pages2 PDFakmalzuhri96No ratings yet
- An Effect of Vacuum Annealing & Tempering Process On Aisi431 Grade Stainless Steel MaterialDocument6 pagesAn Effect of Vacuum Annealing & Tempering Process On Aisi431 Grade Stainless Steel MaterialTJPRC PublicationsNo ratings yet
- Effects of Thermal Treatment On Mechanical Properties and Grain Size of En8 SteelDocument5 pagesEffects of Thermal Treatment On Mechanical Properties and Grain Size of En8 SteelAjeeth KumarNo ratings yet
- Effect of Heat Treatment Processes On THDocument10 pagesEffect of Heat Treatment Processes On THMartins MichaelNo ratings yet
- Microstructure Analysis of Arc Welded Mild Steel Plates: IOP Conference Series: Materials Science and EngineeringDocument7 pagesMicrostructure Analysis of Arc Welded Mild Steel Plates: IOP Conference Series: Materials Science and EngineeringAniekanNo ratings yet
- Comparative Evaluation of Mechanical Characterization Features of Dissimilar WeldmentsDocument4 pagesComparative Evaluation of Mechanical Characterization Features of Dissimilar WeldmentsEditor IJTSRDNo ratings yet
- SAE52100 VS H13 For Pilger DiesDocument2 pagesSAE52100 VS H13 For Pilger DiesTushar PachlangiaNo ratings yet
- Shashank 1Document6 pagesShashank 1Shashankdutt BhyravajoshuluNo ratings yet
- Obiukwu Osita, Udeani Henry, Ubani ProgressDocument12 pagesObiukwu Osita, Udeani Henry, Ubani ProgressPrashant KumarNo ratings yet
- COB-2019-0527 Linear Elastic Fracture Mechanics Analysis of A Square Hollow Structural Steel Section ProfileDocument9 pagesCOB-2019-0527 Linear Elastic Fracture Mechanics Analysis of A Square Hollow Structural Steel Section ProfileAlbert AlmeidaNo ratings yet
- Wei EconomicoDocument6 pagesWei EconomicodiomiraNo ratings yet
- Jeas 0710 357Document12 pagesJeas 0710 357Hemantha Kumar RNo ratings yet
- Microstructural Features and Mechanical Behaviour of Unalloyed Medium Carbon Steel (EN8 Steel) After Subsequent Heat TreatmentDocument6 pagesMicrostructural Features and Mechanical Behaviour of Unalloyed Medium Carbon Steel (EN8 Steel) After Subsequent Heat TreatmentEdwin DwiantoroNo ratings yet
- Mechanical Properties Enhancement of Conventional Mild Steel For Fastener ApplicationDocument8 pagesMechanical Properties Enhancement of Conventional Mild Steel For Fastener ApplicationTeddy MokhoNo ratings yet
- Daño A Monel Por Fuego en IndustriaDocument5 pagesDaño A Monel Por Fuego en Industriajaire esparzaNo ratings yet
- Wear PDFDocument7 pagesWear PDFBilal AlahmadNo ratings yet
- Normalizing Temperature and Time Effect On Micro Structure and Change in Mechanical Properties of Forged Steel Billet For Axle ProductionDocument3 pagesNormalizing Temperature and Time Effect On Micro Structure and Change in Mechanical Properties of Forged Steel Billet For Axle ProductionAnonymous izrFWiQNo ratings yet
- Effect of Deep Cryogenic Treatment On The Mechanical Properties of Tool SteelsDocument6 pagesEffect of Deep Cryogenic Treatment On The Mechanical Properties of Tool SteelsNagarjuna JNo ratings yet
- NOV161840Document3 pagesNOV161840arge1No ratings yet
- ReseaRch On FoRmability of 304 Stainless Steel Foil micRo-Deep DRawingDocument8 pagesReseaRch On FoRmability of 304 Stainless Steel Foil micRo-Deep DRawingmohammadreza hajialiNo ratings yet
- Characteristics Studies of Stainless Steel (AISI Type 304l) Welded by ER310L Filler Using Tig WeldingDocument9 pagesCharacteristics Studies of Stainless Steel (AISI Type 304l) Welded by ER310L Filler Using Tig Weldingsanu patilNo ratings yet
- Science 1Document6 pagesScience 1doruoctaviandumitruNo ratings yet
- Isothermal Fatigue Properties of Sn-Ag-Cu Alloy EvDocument8 pagesIsothermal Fatigue Properties of Sn-Ag-Cu Alloy EvLong Nguyen DucNo ratings yet
- EMLABDocument7 pagesEMLABputri nur shahidaNo ratings yet
- Effect of Heat Treatment On Mechanical and Ballistic Properties of A High Strength Armour SteelDocument8 pagesEffect of Heat Treatment On Mechanical and Ballistic Properties of A High Strength Armour SteelktacekNo ratings yet
- Acta 2018 2 13Document5 pagesActa 2018 2 13kamal touilebNo ratings yet
- Effect of Post Deformation Annealing On The Microstructure and MechanicalDocument11 pagesEffect of Post Deformation Annealing On The Microstructure and Mechanicalehsan hatamiNo ratings yet
- Statics and DynamicsDocument5 pagesStatics and DynamicsShahrul AzeerieNo ratings yet
- Conference PaperDocument6 pagesConference PaperSreekumar RajendrababuNo ratings yet
- Joining of Stainless Steel and Copper Materials With Friction WeldingDocument6 pagesJoining of Stainless Steel and Copper Materials With Friction WeldingBosco BeloNo ratings yet
- Analysis of Sensitization in Austenitic Stainless Steel Welded JointDocument5 pagesAnalysis of Sensitization in Austenitic Stainless Steel Welded Jointingrid becerrilNo ratings yet
- All Elding TechniqueDocument9 pagesAll Elding TechniqueNallappan Rajj ANo ratings yet
- Effect of Heat Treatments On The Mechanical Properties of Welded Joints of Alloy Steel by Arc WeldingDocument10 pagesEffect of Heat Treatments On The Mechanical Properties of Welded Joints of Alloy Steel by Arc WeldingFiras RocktNo ratings yet
- Tribology InternationalDocument6 pagesTribology InternationalAch KitevarzNo ratings yet
- Seismic Response of Multi-Storey Building With Buckling Restrained Brace SystemDocument14 pagesSeismic Response of Multi-Storey Building With Buckling Restrained Brace Systemandrew cebanNo ratings yet
- 2018 Journal PDFDocument6 pages2018 Journal PDFManik SharmaNo ratings yet
- PUBLISHPAPERIJISET V3 I11 03ImpactofPost-WeldHeatTreatmentPWHTontheHardnessandDocument12 pagesPUBLISHPAPERIJISET V3 I11 03ImpactofPost-WeldHeatTreatmentPWHTontheHardnessandYKAGARWALNo ratings yet
- IJERT Theoretical and Numerical InvestigDocument7 pagesIJERT Theoretical and Numerical InvestigAdnan NajemNo ratings yet
- Effect of Water Flow Rate On The Yield Strength ofDocument6 pagesEffect of Water Flow Rate On The Yield Strength ofRam Deo AwasthiNo ratings yet
- Effect of Welding Parameters On The Mechanical Properties and Microstructure of BQ Plateastm SA 516 - 60 GradeDocument4 pagesEffect of Welding Parameters On The Mechanical Properties and Microstructure of BQ Plateastm SA 516 - 60 GradeEditor IJRITCCNo ratings yet
- Jurnal Las GasDocument8 pagesJurnal Las GasMuhammad Zaenal ArifinNo ratings yet
- Modification of Eutectic Silicon Under The Influence of Mold Vibration During Solidification of LM6 Alloy Castings BackupDocument5 pagesModification of Eutectic Silicon Under The Influence of Mold Vibration During Solidification of LM6 Alloy Castings Backupirajfarji2481No ratings yet
- Efecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Document7 pagesEfecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Orlando RangelNo ratings yet
- Riopipeline2019 1292 Paper Ibp1292 19 RevisionDocument9 pagesRiopipeline2019 1292 Paper Ibp1292 19 Revisionbarraocos emailsNo ratings yet
- C Rex ValveDocument6 pagesC Rex ValveHardRockDiskNo ratings yet
- 10.1515 - Eng 2018 0036Document8 pages10.1515 - Eng 2018 0036HardRockDiskNo ratings yet
- PTFE SammenligningstabellDocument2 pagesPTFE SammenligningstabellHardRockDiskNo ratings yet
- Metals 07 00351 v2Document14 pagesMetals 07 00351 v2HardRockDiskNo ratings yet
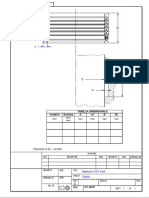
- D (Stelo) Sezione A A1 B B1 Tabella Dimensionale: MM MM MM MM MM Inch MMDocument1 pageD (Stelo) Sezione A A1 B B1 Tabella Dimensionale: MM MM MM MM MM Inch MMHardRockDiskNo ratings yet
- Design of Welded Pressure EquipmentDocument67 pagesDesign of Welded Pressure EquipmentpolysourceNo ratings yet
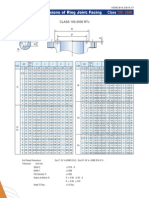
- RTJ Dimension ASME B16.5/B16.47Document1 pageRTJ Dimension ASME B16.5/B16.47parayilomer0% (1)
- Sihi Aeh enDocument12 pagesSihi Aeh enIrvan NouriNo ratings yet
- Cs Unitec Impact Wrenches Pneumatic HydraulicDocument1 pageCs Unitec Impact Wrenches Pneumatic HydraulicWill SudNo ratings yet
- LEWA Ecoflow Variable Eccentric Pump Drive Type LDC: PerformanceDocument2 pagesLEWA Ecoflow Variable Eccentric Pump Drive Type LDC: Performancenima azariNo ratings yet
- 2007 Ford Fusion Owners ManualDocument280 pages2007 Ford Fusion Owners Manualmetroroad100% (1)
- Universal Alternators Catalog PDFDocument56 pagesUniversal Alternators Catalog PDFChristopherNo ratings yet
- GR00000900 00 PDFDocument64 pagesGR00000900 00 PDFSaHdo AbdelHamidNo ratings yet
- 26 Type Brake EquipmentsDocument8 pages26 Type Brake EquipmentsRafael SchelbauerNo ratings yet
- Refrigerant Piping 20Document1 pageRefrigerant Piping 20organicspolybondNo ratings yet
- InvDocument4 pagesInvJobJobNo ratings yet
- C32 Project GuideDocument32 pagesC32 Project GuideAnonymous Kr13NEB100% (4)
- Local Checks 1Document85 pagesLocal Checks 1Alphyl BalasabasNo ratings yet
- En 286-1Document96 pagesEn 286-1Onur oskay SaatçiNo ratings yet
- v1903 2203tvengineDocument46 pagesv1903 2203tvenginehuo sun100% (1)
- DDTW Properties For High Strength Line Pipe SteelsDocument5 pagesDDTW Properties For High Strength Line Pipe SteelsWagner Duarte FloresNo ratings yet
- Kansai DMM2203 D F PDFDocument31 pagesKansai DMM2203 D F PDFisrael amilNo ratings yet
- 5 Gas Exchange Processes - UpdatedDocument24 pages5 Gas Exchange Processes - UpdatedShahzaib Anwar OffNo ratings yet
- Staad Input FileDocument18 pagesStaad Input FileKP SahuNo ratings yet
- Reliable Institute DPP of Maths Circles and ST LineDocument15 pagesReliable Institute DPP of Maths Circles and ST LinePrakhar BansalNo ratings yet
- Raw Pareto Week 51Document349 pagesRaw Pareto Week 51Ahmat RamadaniNo ratings yet
- Válvula de Seguridad Anderson Greenwood Crosby - La Rosita - Jos-EDocument66 pagesVálvula de Seguridad Anderson Greenwood Crosby - La Rosita - Jos-EJose Flores100% (2)
- Design of An Aluminum Differential Housing and Driveline Components For High Performance Applications AbstractDocument42 pagesDesign of An Aluminum Differential Housing and Driveline Components For High Performance Applications Abstractfastiva78100% (1)
- Faculty of Engineering and Technology: Sessional Test 1-February 2020Document2 pagesFaculty of Engineering and Technology: Sessional Test 1-February 2020Sunny BhatiaNo ratings yet
- Cooling System MechanicallDocument23 pagesCooling System MechanicallStuart FerreiraNo ratings yet
- API-620 Nde TestDocument3 pagesAPI-620 Nde Testjojo_323No ratings yet
- Volume DampersDocument8 pagesVolume DampersglennpanNo ratings yet
- Roller Conveyor CatalogueDocument50 pagesRoller Conveyor CatalogueAbudo Paixao100% (2)
- A4-L 2.0 enDocument194 pagesA4-L 2.0 enAtiq Ur RehmanNo ratings yet
- Compressed Air Filters: Sullair Distributor Conference 2001Document47 pagesCompressed Air Filters: Sullair Distributor Conference 2001MauroNo ratings yet
- Copper Tube DetailsDocument6 pagesCopper Tube DetailsBhavin PatelNo ratings yet
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisFrom EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisRating: 5 out of 5 stars5/5 (1)
- Workbook to Accompany Maintenance & Reliability Best PracticesFrom EverandWorkbook to Accompany Maintenance & Reliability Best PracticesRating: 3.5 out of 5 stars3.5/5 (3)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsFrom EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsRating: 4 out of 5 stars4/5 (11)
- A Complete Guide to Safety Officer Interview Questions and AnswersFrom EverandA Complete Guide to Safety Officer Interview Questions and AnswersRating: 4 out of 5 stars4/5 (1)
- Plutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersFrom EverandPlutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersRating: 4 out of 5 stars4/5 (32)
- Rules of Thumb for Maintenance and Reliability EngineersFrom EverandRules of Thumb for Maintenance and Reliability EngineersRating: 4.5 out of 5 stars4.5/5 (12)
- Guidelines for Auditing Process Safety Management SystemsFrom EverandGuidelines for Auditing Process Safety Management SystemsNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- The Invisible Rainbow: A History of Electricity and LifeFrom EverandThe Invisible Rainbow: A History of Electricity and LifeRating: 4.5 out of 5 stars4.5/5 (21)
- Practical Guide to Occupational Health and SafetyFrom EverandPractical Guide to Occupational Health and SafetyRating: 4 out of 5 stars4/5 (13)
- Handbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesFrom EverandHandbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesRating: 4.5 out of 5 stars4.5/5 (2)
- Handbook of Hazardous Chemical PropertiesFrom EverandHandbook of Hazardous Chemical PropertiesRating: 5 out of 5 stars5/5 (1)
- Healthy Buildings: How Indoor Spaces Drive Performance and ProductivityFrom EverandHealthy Buildings: How Indoor Spaces Drive Performance and ProductivityRating: 5 out of 5 stars5/5 (2)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- General Orders for Security Personnel: A Guide to Maintaining Discipline and ProfessionalismFrom EverandGeneral Orders for Security Personnel: A Guide to Maintaining Discipline and ProfessionalismNo ratings yet
- Tensor Technology Guide: Tensor Ring Benefits and UsesFrom EverandTensor Technology Guide: Tensor Ring Benefits and UsesRating: 5 out of 5 stars5/5 (2)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemFrom EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNo ratings yet
- Epidemiology and Demography in Public HealthFrom EverandEpidemiology and Demography in Public HealthJaphet KillewoRating: 5 out of 5 stars5/5 (1)
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesFrom EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesRating: 5 out of 5 stars5/5 (1)
- Environmental and Health and Safety Management: A Guide to ComplianceFrom EverandEnvironmental and Health and Safety Management: A Guide to ComplianceRating: 4 out of 5 stars4/5 (2)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet