You might also like
- (2021) ISO 22341 (1st Edn)Document28 pages(2021) ISO 22341 (1st Edn)Dennis Mok100% (5)
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- Gsas-Cgp Online Exam: (Sample Questions)Document10 pagesGsas-Cgp Online Exam: (Sample Questions)renrama100% (1)
- Sinister Aeon - Lilin Society - ASHA'SHEDIM - First Edition PDFDocument1 pageSinister Aeon - Lilin Society - ASHA'SHEDIM - First Edition PDFianboren0% (2)
- Pattern AllowancesDocument4 pagesPattern Allowancesvijayanandan thekkethodikayilNo ratings yet
- C50 Cast FinishDocument7 pagesC50 Cast FinishManivannanMudhaliarNo ratings yet
- Steel Casting Handbook - Supplement 2Document58 pagesSteel Casting Handbook - Supplement 2RicardoNo ratings yet
- Steel Castings HandbookDocument58 pagesSteel Castings Handbookgalici2002100% (3)
- 2casting PatternDocument10 pages2casting PatternKhairul MuzafarNo ratings yet
- Forgings PDFDocument23 pagesForgings PDFrrameshsmitNo ratings yet
- Best Metal Casting DesignDocument71 pagesBest Metal Casting DesignVijay Pawar100% (2)
- AllowancesDocument4 pagesAllowancesAlok Dubey100% (1)
- Metal Casting: Design, Materials, and Economics: 1 2 - 1 I N T R o D U C T I o NDocument11 pagesMetal Casting: Design, Materials, and Economics: 1 2 - 1 I N T R o D U C T I o N1006230% (1)
- Sand CastingDocument45 pagesSand CastingjmmshahNo ratings yet
- Sand Casting: Over 70% of All Metal Castings Are Produced Via A Sand Casting ProcessDocument45 pagesSand Casting: Over 70% of All Metal Castings Are Produced Via A Sand Casting ProcessSUNDRAMNAGANo ratings yet
- UNit 3 Part A RevisedDocument76 pagesUNit 3 Part A Revisedraymon sharmaNo ratings yet
- Unit - IV Drawing of Rods, Wires and TubesDocument13 pagesUnit - IV Drawing of Rods, Wires and TubesMaddipudi RamakrishnaNo ratings yet
- Roll Forging.Document36 pagesRoll Forging.jaydee420No ratings yet
- Publication 11 12691 1710Document5 pagesPublication 11 12691 1710xf9bk4wpbfNo ratings yet
- Design For Manufacturing, CASTINGDocument10 pagesDesign For Manufacturing, CASTINGDarbhalaPavanKumarNo ratings yet
- Sheet Metal BasicsDocument69 pagesSheet Metal Basicskiran_wakchaure50% (2)
- It Is ConsiderationDocument17 pagesIt Is ConsiderationTulasabai JaiswalNo ratings yet
- Die CastDocument7 pagesDie CastLokesh BaviskarNo ratings yet
- Introduction of ForgingDocument5 pagesIntroduction of ForgingAnish DungeonNo ratings yet
- Pattern AllowanceDocument16 pagesPattern AllowanceSrujan ChowdaryNo ratings yet
- Lec1sand Casting PDFDocument16 pagesLec1sand Casting PDFSujit MishraNo ratings yet
- Sand Casting: Pouring Cup Cope Down Sprue RiserDocument71 pagesSand Casting: Pouring Cup Cope Down Sprue Riservenkat4No ratings yet
- Metal ForgingDocument17 pagesMetal ForgingcemekaobiNo ratings yet
- Effect of Strain Hardening (Work Hardening) On Sheet Metal FormingDocument4 pagesEffect of Strain Hardening (Work Hardening) On Sheet Metal FormingAmer KhanNo ratings yet
- Lecture 3 PDFDocument20 pagesLecture 3 PDFيوسف عادل حسانينNo ratings yet
- Manufacturing Process Btech MG University QP SolvedDocument24 pagesManufacturing Process Btech MG University QP SolvedAnonymous f1UCK4100% (2)
- Manufacturing Management (Individual Assignment)Document21 pagesManufacturing Management (Individual Assignment)MICHELLE LEONG CHUI YINGNo ratings yet
- Metal Forging Is A Metal Forming Process That Involves Applying Compressive Forces To A Work Piece To Deform ItDocument8 pagesMetal Forging Is A Metal Forming Process That Involves Applying Compressive Forces To A Work Piece To Deform ItrabikmNo ratings yet
- Mce516 Lecture Note 1Document98 pagesMce516 Lecture Note 1Edward JNo ratings yet
- Sand CastingDocument45 pagesSand CastingwinasharNo ratings yet
- Unit 3 Moulding Processes: StructureDocument18 pagesUnit 3 Moulding Processes: StructureChethan Madappady75% (4)
- Design For CastingDocument14 pagesDesign For CastingArtemis FowlNo ratings yet
- Rolling of Metals Process and Principles (With Diagram)Document11 pagesRolling of Metals Process and Principles (With Diagram)SUDIPTA BHATTACHARJEENo ratings yet
- Chapter 5Document14 pagesChapter 5Phuc Truong DucNo ratings yet
- Metal Forming ProcessDocument5 pagesMetal Forming Processrk_kamatchi3483No ratings yet
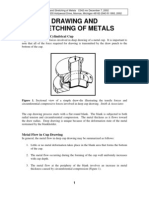
- Drawing and Stretching of MetalsDocument16 pagesDrawing and Stretching of MetalsNavdeep Singh DhakaNo ratings yet
- Part I: Material Behavior, Press Selection: Die Science: 6 Questions To Answer To Achieve Successful Deep DrawingDocument11 pagesPart I: Material Behavior, Press Selection: Die Science: 6 Questions To Answer To Achieve Successful Deep DrawingsachinNo ratings yet
- Extrusion FundamentalsDocument5 pagesExtrusion FundamentalsJoNo ratings yet
- Casting Processes: DR Ajay BatishDocument46 pagesCasting Processes: DR Ajay BatishAlisha GuptaNo ratings yet
- Rolling & Extrusion Case StudyDocument20 pagesRolling & Extrusion Case StudyMahmoud KassabNo ratings yet
- DFM ForgingDocument24 pagesDFM Forgingsaikrishnaps31No ratings yet
- Hot & Cold WorkingDocument18 pagesHot & Cold WorkingMadushan MadushaNo ratings yet
- Overview of Casting TechnologyDocument5 pagesOverview of Casting TechnologySK Kushwah RajputNo ratings yet
- Deep Drawing Simulations of Tailored Blanks and Experimental VerificationDocument12 pagesDeep Drawing Simulations of Tailored Blanks and Experimental VerificationKurniawanNo ratings yet
- Mould Fluxes in The Steel Continuous Casting ProcessDocument30 pagesMould Fluxes in The Steel Continuous Casting ProcessUgur KayaNo ratings yet
- ForgingDocument12 pagesForgingDheeraj KashyapNo ratings yet
- Pattern AllowanceDocument14 pagesPattern AllowancesudhirNo ratings yet
- Metal Casting Process - 3Document11 pagesMetal Casting Process - 3kiran_wakchaureNo ratings yet
- Why Are Risers Not As Useful in Die Casting As They Are in Sand Casting?Document3 pagesWhy Are Risers Not As Useful in Die Casting As They Are in Sand Casting?Sq GohNo ratings yet
- Mechanical Engineering Manufacturing-Process Machine-Drawing Notes PDFDocument10 pagesMechanical Engineering Manufacturing-Process Machine-Drawing Notes PDFahmed titoNo ratings yet
- Machinapility of MetalDocument10 pagesMachinapility of MetalAnonymous 4onNcl7No ratings yet
- Forging PDFDocument16 pagesForging PDFloveguru2512No ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationFrom EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationNo ratings yet
- De Thi Hoc Ki 2 Mon Tieng Anh 7 CTST Trang 1 6Document6 pagesDe Thi Hoc Ki 2 Mon Tieng Anh 7 CTST Trang 1 6Trần Triệu VyNo ratings yet
- GE Price ListDocument44 pagesGE Price Listgiri xdaNo ratings yet
- U09d1 ANOVA F Stat Research QuestionDocument2 pagesU09d1 ANOVA F Stat Research Questionarhodes777No ratings yet
- TTL2 Lesson 1Document5 pagesTTL2 Lesson 1Aries SalomonNo ratings yet
- Training and Development Policy and ProceduresDocument1 pageTraining and Development Policy and ProceduresJOSPHAT ETALE B.E AERONAUTICAL ENGINEERNo ratings yet
- OSHS Annual Medical ReportDocument6 pagesOSHS Annual Medical ReportRandy PedrozaNo ratings yet
- EASA Flight at High Altitude - Ws Nov. 2015 - Agenda - Draft 2 by DSO-AcoDocument2 pagesEASA Flight at High Altitude - Ws Nov. 2015 - Agenda - Draft 2 by DSO-AcoAnonymous yeNuEwuNo ratings yet
- List of Dimensionless NumberDocument7 pagesList of Dimensionless NumberPretty BabesNo ratings yet
- Sap Basis FileDocument73 pagesSap Basis FilePulkit JainNo ratings yet
- Reference Guide - Machine Vision - English A4Document40 pagesReference Guide - Machine Vision - English A4Geoff EricksonNo ratings yet
- Habeas Corpus in International LawDocument17 pagesHabeas Corpus in International LawSalma Salsabila PutriningrumNo ratings yet
- User's Manual of Haiwell IoT Cloud HMIDocument39 pagesUser's Manual of Haiwell IoT Cloud HMIRolando NuñezNo ratings yet
- Audit CIS 1.4Document4 pagesAudit CIS 1.4Patrick AlvinNo ratings yet
- (WHO) Intensive Care Unit (ICU)Document4 pages(WHO) Intensive Care Unit (ICU)desiveronikaNo ratings yet
- Hypersep: Centrifugal Water SeparationDocument4 pagesHypersep: Centrifugal Water SeparationClaudio TurlherNo ratings yet
- John DonneDocument27 pagesJohn Donnedunvir100% (2)
- Ims Lesson 2Document6 pagesIms Lesson 2Icalia RoselynNo ratings yet
- Thyristor Bridge, SCR, Bridge: SKKE 600Document3 pagesThyristor Bridge, SCR, Bridge: SKKE 600raza239No ratings yet
- XI &XII Date Sheet - Online AssessmentDocument2 pagesXI &XII Date Sheet - Online AssessmentRitaNo ratings yet
- Sony CameraRemoteSDK API-Reference v1.09.00Document292 pagesSony CameraRemoteSDK API-Reference v1.09.00김민식No ratings yet
- GT UserHandbook 67Document154 pagesGT UserHandbook 67Claus RySNo ratings yet
- 1 FM-8500 BrochureDocument2 pages1 FM-8500 BrochureUfuk Akgül100% (1)
- EdaDocument4 pagesEdaJyotirmoy GuhaNo ratings yet
- Use in North America vs. Europe: Outdoor SpaceDocument27 pagesUse in North America vs. Europe: Outdoor SpaceDB FasikaNo ratings yet
- Massive MIMO: Fundamentals, Opportunities and Challenges: MM YSDocument45 pagesMassive MIMO: Fundamentals, Opportunities and Challenges: MM YSsetup.143No ratings yet
- Samsung Company Documentary ScriptDocument9 pagesSamsung Company Documentary ScriptBunnyy BearNo ratings yet
- NodeXL - Network Overview, Discovery and Exploration For Excel - CodePlex ArchiveDocument3 pagesNodeXL - Network Overview, Discovery and Exploration For Excel - CodePlex ArchivekombateNo ratings yet