You might also like
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Yelong Xiao 2018 PDFDocument8 pagesYelong Xiao 2018 PDFMahmut �NALDINo ratings yet
- 2004 S SenthilvelanDocument8 pages2004 S SenthilvelanVenkatesan MNo ratings yet
- Investigation of The Effect of Glass Fiber Content On The Mechanical Properties of Cast PolyamideDocument8 pagesInvestigation of The Effect of Glass Fiber Content On The Mechanical Properties of Cast PolyamideIndra JayaNo ratings yet
- Major ProjectDocument36 pagesMajor ProjectSuparno SenguptaNo ratings yet
- Investigation of Mechanical Properties of Pmma Composite Reinforced With Different Types of Natural PowdersDocument12 pagesInvestigation of Mechanical Properties of Pmma Composite Reinforced With Different Types of Natural PowdersJawad K. OleiwiNo ratings yet
- Fabrication and Testing of Aluminium Metal Matrix Composites Through Stir Casting TechniqueDocument5 pagesFabrication and Testing of Aluminium Metal Matrix Composites Through Stir Casting TechniqueGona sunil kumar reddyNo ratings yet
- A Review On Mechanical and Tribological Behaviors of Stir Cast Aluminum Matrix CompositesDocument10 pagesA Review On Mechanical and Tribological Behaviors of Stir Cast Aluminum Matrix CompositesHarish MugutkarNo ratings yet
- Materials Today: Proceedings: Naveen Kumar, Ajaya Bharti, Kuldeep K. SaxenaDocument6 pagesMaterials Today: Proceedings: Naveen Kumar, Ajaya Bharti, Kuldeep K. SaxenaSanti Osorio DiezNo ratings yet
- Mechanical Properties of Polymer Matrix Composites: Effect of HybridizationDocument3 pagesMechanical Properties of Polymer Matrix Composites: Effect of HybridizationNagaraj K CNo ratings yet
- Mechanical and Wear Behavior of Vinyl Ester-Carbon/cement By-Pass Dust Particulate Filled Homogeneous and Their Functionally Graded CompositesDocument13 pagesMechanical and Wear Behavior of Vinyl Ester-Carbon/cement By-Pass Dust Particulate Filled Homogeneous and Their Functionally Graded CompositesArvind RNo ratings yet
- Final Paper PDFDocument4 pagesFinal Paper PDFKadambari DhotreNo ratings yet
- Effect of Sintering Temperature On Mechanical Properties of MG-ZR AlloyDocument6 pagesEffect of Sintering Temperature On Mechanical Properties of MG-ZR AlloyTJPRC PublicationsNo ratings yet
- Jayapragash 2020 IOP Conf. Ser. Mater. Sci. Eng. 912 052008Document7 pagesJayapragash 2020 IOP Conf. Ser. Mater. Sci. Eng. 912 052008Segun TalabiNo ratings yet
- Harish Kumar, Dr. S. V. SatishDocument3 pagesHarish Kumar, Dr. S. V. SatishHager RNo ratings yet
- Experimental Determining The Mechanical and Stiffness Properties 2020 PolymDocument13 pagesExperimental Determining The Mechanical and Stiffness Properties 2020 PolymClaudia UngureanuNo ratings yet
- 23-31 Syambabu NutalapatiDocument10 pages23-31 Syambabu NutalapatiAGURLA RAMESHNo ratings yet
- Nayak 2018 IOP Conf. Ser. Mater. Sci. Eng. 338 012029Document7 pagesNayak 2018 IOP Conf. Ser. Mater. Sci. Eng. 338 012029Joao LuisNo ratings yet
- 4-7109 PresentationDocument45 pages4-7109 PresentationAbhinav Chowdary MakkenaNo ratings yet
- Effect of Polyurea Coating On The Ductility of - 2022 - Materials Today CommuniDocument8 pagesEffect of Polyurea Coating On The Ductility of - 2022 - Materials Today CommuniRodrigoNo ratings yet
- 1 s2.0 S221478531830590X MainDocument10 pages1 s2.0 S221478531830590X MainMechwizz ConsultantsNo ratings yet
- S1-AZ91E+Al2O3-mechanical - Sameer SirDocument8 pagesS1-AZ91E+Al2O3-mechanical - Sameer SirDeva RajNo ratings yet
- Effect of Graphene Addition On The Mechanical Characteristics of AA7075 Aluminium NanocompositesDocument12 pagesEffect of Graphene Addition On The Mechanical Characteristics of AA7075 Aluminium NanocompositeskalyanamanoharNo ratings yet
- 17 IJAEST Volume No 2 Issue No 1 Form Ability Aspects of Aluminium Alloys (Al 4Mg) 113 118Document6 pages17 IJAEST Volume No 2 Issue No 1 Form Ability Aspects of Aluminium Alloys (Al 4Mg) 113 118iserpNo ratings yet
- Impact Strength Analysis of Polymer Composite MateDocument9 pagesImpact Strength Analysis of Polymer Composite MaterajesaravindNo ratings yet
- Nano 2Document7 pagesNano 2chandra mouliNo ratings yet
- Articulo ExpoDocument8 pagesArticulo ExpoJMa PetiteNo ratings yet
- A Re-Investigation - Effect of Powder Metallurgy Parameters On The Physical and Mechanical Properties of Aluminium Matrix CompositesDocument6 pagesA Re-Investigation - Effect of Powder Metallurgy Parameters On The Physical and Mechanical Properties of Aluminium Matrix CompositestonyNo ratings yet
- Aa3105/Sic Composites Fabricated by Sandwich Method: Effect of OverlappingDocument12 pagesAa3105/Sic Composites Fabricated by Sandwich Method: Effect of Overlappingالسيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- 225Document7 pages225Stefan AdrianNo ratings yet
- Experimental and To Evaluate Mechanical Properties of Switch Box by Using Polymer Matrix CompositeDocument16 pagesExperimental and To Evaluate Mechanical Properties of Switch Box by Using Polymer Matrix Compositek eswariNo ratings yet
- Design Guidelines For Components Die Cast in Creep-Resistant Magnesium Alloys MRI153M and MRI230D PDFDocument6 pagesDesign Guidelines For Components Die Cast in Creep-Resistant Magnesium Alloys MRI153M and MRI230D PDFKmilo GiraldoNo ratings yet
- TIIM - Rubber MountDocument4 pagesTIIM - Rubber MountMIC MECHNo ratings yet
- 1 s2.0 S1877705814033657 MainDocument10 pages1 s2.0 S1877705814033657 MainDesalegn DgaNo ratings yet
- 1 s2.0 S1526612518307345 MainDocument10 pages1 s2.0 S1526612518307345 MainGautam KumarNo ratings yet
- High Shear Dispersion Technology Prior To Twin Roll Casting For HighDocument10 pagesHigh Shear Dispersion Technology Prior To Twin Roll Casting For HighVidya me20d015No ratings yet
- Improvement of Wear Property of Metal Matrix Composite of Al Alloy-B C by Using Taguchi MethodDocument5 pagesImprovement of Wear Property of Metal Matrix Composite of Al Alloy-B C by Using Taguchi MethodUdayashankar SNo ratings yet
- Final PPT A..6Document27 pagesFinal PPT A..6Pradeepkumar SamanthulaNo ratings yet
- Prediction of Wear Behavior of Almg1Sicu Hybrid MMC Using Taguchi With Grey Rational AnalysisDocument8 pagesPrediction of Wear Behavior of Almg1Sicu Hybrid MMC Using Taguchi With Grey Rational Analysisvamsi krishna mamidiNo ratings yet
- Song 2016Document8 pagesSong 2016AnkushNo ratings yet
- ؤDocument3 pagesؤSaif JassimNo ratings yet
- Microstructure, Wear and Corrosion Characteristics of Cu Matrix Reinforced Sic-Graphite Hybrid CompositesDocument9 pagesMicrostructure, Wear and Corrosion Characteristics of Cu Matrix Reinforced Sic-Graphite Hybrid Compositesjeevan gNo ratings yet
- Preparation and Studies of Nitrile Rubber Nanocomposites With MMT NanoparticlesDocument13 pagesPreparation and Studies of Nitrile Rubber Nanocomposites With MMT NanoparticlesAnish KumarNo ratings yet
- Mechanical, Physical, and Wear Properties of Polypropylene Reinforced Short Carbon Fiber Composites With Different Fiber LengthDocument11 pagesMechanical, Physical, and Wear Properties of Polypropylene Reinforced Short Carbon Fiber Composites With Different Fiber LengthHarriJunaediNo ratings yet
- Journal of Asian Ceramic Societies: Pardeep Sharma, Satpal Sharma, Dinesh KhandujaDocument5 pagesJournal of Asian Ceramic Societies: Pardeep Sharma, Satpal Sharma, Dinesh KhandujaMogos PaulNo ratings yet
- Materials Today: Proceedings: Pankaj Kumar, Jay Prakash Srivastava, Md. KaleemDocument5 pagesMaterials Today: Proceedings: Pankaj Kumar, Jay Prakash Srivastava, Md. KaleemMurthy MandalikaNo ratings yet
- Role of Wear Resistance Coating Parameters On Magnesium Alloys-A ReviewDocument12 pagesRole of Wear Resistance Coating Parameters On Magnesium Alloys-A ReviewTJPRC PublicationsNo ratings yet
- Optimization of Stirring Parameters Using CFD Simulations For Hamcs Synthesis by Stir Casting ProcessDocument8 pagesOptimization of Stirring Parameters Using CFD Simulations For Hamcs Synthesis by Stir Casting ProcessAmrit MallickNo ratings yet
- Analysis of Drilling of Coir Fiber-Reinforced Polyester Composites Using Multifaceted Drill BitDocument9 pagesAnalysis of Drilling of Coir Fiber-Reinforced Polyester Composites Using Multifaceted Drill BitAna Violeta GirãoNo ratings yet
- Structural Behaviour of Geopolymer Slab Panels: S.Veeraraghavan Mr.R.SankaranarayananDocument4 pagesStructural Behaviour of Geopolymer Slab Panels: S.Veeraraghavan Mr.R.SankaranarayananheminNo ratings yet
- 2 67 1588228790 18ijmperdjun202018Document11 pages2 67 1588228790 18ijmperdjun202018TJPRC PublicationsNo ratings yet
- Study On Mechanical and Metallurgical Properties of Glass Fibre Reinforced PMC Gear MaterialsDocument8 pagesStudy On Mechanical and Metallurgical Properties of Glass Fibre Reinforced PMC Gear MaterialsAnanta PutraNo ratings yet
- Effect of Nanoparticles On Tensile, Impact and Fatigue Properties of Fibre Reinforced PlasticsDocument4 pagesEffect of Nanoparticles On Tensile, Impact and Fatigue Properties of Fibre Reinforced PlasticsOliver RisteskiNo ratings yet
- Hasratiningsih 2017 IOP Conf. Ser. Mater. Sci. Eng. 172 012067Document8 pagesHasratiningsih 2017 IOP Conf. Ser. Mater. Sci. Eng. 172 012067cariescaninus3003No ratings yet
- Helisel Dişli Isıl İşlemDocument8 pagesHelisel Dişli Isıl İşlemBuğraYıldızNo ratings yet
- Influence of Magnesium and Stirrer Model in Production of Al-Fly Ash Composites - A Taguchi ApproachDocument9 pagesInfluence of Magnesium and Stirrer Model in Production of Al-Fly Ash Composites - A Taguchi ApproachRockey KumarNo ratings yet
- Measurement: Javad Mohamadigangaraj, Salman Nourouzi, Hamed Jamshidi AvalDocument19 pagesMeasurement: Javad Mohamadigangaraj, Salman Nourouzi, Hamed Jamshidi AvalAli nouroziNo ratings yet
- Experimental Investigation of Laminated Metal Matrix Composite Used in Drone FrameDocument11 pagesExperimental Investigation of Laminated Metal Matrix Composite Used in Drone FrameIJRASETPublicationsNo ratings yet
- Project MechDocument12 pagesProject Mechvenkatesaperumal eNo ratings yet
- Material SelectionDocument16 pagesMaterial SelectionMuhammad JametNo ratings yet
- 1993 S.V. ShilkoDocument8 pages1993 S.V. ShilkoVenkatesan MNo ratings yet
- 2002 D WaltonDocument18 pages2002 D WaltonVenkatesan MNo ratings yet
- 1995 G. CrippaDocument6 pages1995 G. CrippaVenkatesan MNo ratings yet
- NII-Electronic Library ServiceDocument8 pagesNII-Electronic Library ServiceVenkatesan MNo ratings yet
- Nasoalveolar Moulding Seminar at MalakkaraDocument54 pagesNasoalveolar Moulding Seminar at MalakkaraAshwin100% (1)
- Microcosmic Orbit Breath Awareness and Meditation Process: For Enhanced Reproductive Health, An Ancient Taoist MeditationDocument1 pageMicrocosmic Orbit Breath Awareness and Meditation Process: For Enhanced Reproductive Health, An Ancient Taoist MeditationSaimon S.M.No ratings yet
- 12 29 11editionDocument27 pages12 29 11editionSan Mateo Daily JournalNo ratings yet
- EVVO 10-15KW-G2 - IEC 61727 - ReportDocument25 pagesEVVO 10-15KW-G2 - IEC 61727 - ReportRadhwen ZayoudNo ratings yet
- Key MechanicalDocument72 pagesKey MechanicalDasuki FahmiNo ratings yet
- SyllabusDocument2 pagesSyllabusPrakash KumarNo ratings yet
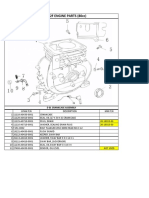
- Lifan 152F Engine Parts (80Cc) : E 01 Crankcase AssemblyDocument13 pagesLifan 152F Engine Parts (80Cc) : E 01 Crankcase AssemblySean MurrayNo ratings yet
- Animal Death Unknown 2010Document57 pagesAnimal Death Unknown 2010Vincent J. CataldiNo ratings yet
- MBBS Cafeteria TEST 1Document7 pagesMBBS Cafeteria TEST 1aalishba6a2b9cNo ratings yet
- Chapter 10 Fitness Training PrinciplesDocument80 pagesChapter 10 Fitness Training Principlesapi-115744109No ratings yet
- New Fda Nutrition Label Guidelines For Food ManufacturersDocument17 pagesNew Fda Nutrition Label Guidelines For Food ManufacturersSurendra RamkissoonNo ratings yet
- First Quarter Examination For AP 10Document4 pagesFirst Quarter Examination For AP 10Reynan Orillos HorohoroNo ratings yet
- Metrel Mi 3290 Earth AnalyserDocument4 pagesMetrel Mi 3290 Earth AnalyserMarijan MustačNo ratings yet
- Dow Corning Corporation Material Safety Data SheetDocument9 pagesDow Corning Corporation Material Safety Data Sheetgazwang478No ratings yet
- Oil Palm Fractions Derivatives Web PDFDocument6 pagesOil Palm Fractions Derivatives Web PDFIan RidzuanNo ratings yet
- Professional DevelopmentDocument1 pageProfessional Developmentapi-488745276No ratings yet
- FilterFlow Cartridge Installation GuideDocument8 pagesFilterFlow Cartridge Installation GuideSilver FoxNo ratings yet
- 94 175 1 SM PDFDocument8 pages94 175 1 SM PDFikaNo ratings yet
- iSF EClassRecord - NewNormal AdviserDocument254 pagesiSF EClassRecord - NewNormal AdviserYanara Delarama DayapNo ratings yet
- B2 Practice ListeningDocument2 pagesB2 Practice ListeningDavy EverhartNo ratings yet
- Torts and Damages Lecture NotesDocument42 pagesTorts and Damages Lecture NotesMaeNo ratings yet
- Final Report On WaterproofingDocument35 pagesFinal Report On WaterproofingAlOk100% (2)
- The Internet Test 9th Grade A2b1 Tests 105573Document5 pagesThe Internet Test 9th Grade A2b1 Tests 105573Daniil CozmicNo ratings yet
- QPD - Post-Discharge Follow-Up Phone Call Script SampleDocument3 pagesQPD - Post-Discharge Follow-Up Phone Call Script Samplejphinazee218No ratings yet
- Annual Report (2013) Combined With Site Visit Report of Lok Biradari PrakalpDocument9 pagesAnnual Report (2013) Combined With Site Visit Report of Lok Biradari PrakalpAsha ZurichNo ratings yet
- Soiltac Safety Data Sheet: Section 1 - IdentificationDocument9 pagesSoiltac Safety Data Sheet: Section 1 - IdentificationSameh AhmedNo ratings yet
- The European Board of Anaesthesiology.2Document4 pagesThe European Board of Anaesthesiology.2readririNo ratings yet
- API 510 Study GuideDocument3 pagesAPI 510 Study GuidedanikakaNo ratings yet
- Invoice 0006-0827-Fnf: Invoice Date: Due Date: Source: Customer CodeDocument8 pagesInvoice 0006-0827-Fnf: Invoice Date: Due Date: Source: Customer CodeMini MiniNo ratings yet
- SCRAPBOOKDocument19 pagesSCRAPBOOKJulius Michael GuintoNo ratings yet
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsFrom EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsNo ratings yet
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsFrom EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Advanced Computer-Aided Fixture DesignFrom EverandAdvanced Computer-Aided Fixture DesignRating: 5 out of 5 stars5/5 (1)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- 301 Top Tips for Design Engineers: To Help You 'Measure Up' in the World of EngineeringFrom Everand301 Top Tips for Design Engineers: To Help You 'Measure Up' in the World of EngineeringRating: 5 out of 5 stars5/5 (1)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Practical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansFrom EverandPractical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansRating: 4 out of 5 stars4/5 (8)