You might also like
- Fatigue Failure: Causes, Mechanisms and PreventionDocument18 pagesFatigue Failure: Causes, Mechanisms and PreventionSarath Sasidharan NairNo ratings yet
- Forsyth - A Two Stage Process of Fatigue Crack GrowthDocument20 pagesForsyth - A Two Stage Process of Fatigue Crack GrowthDavid C HouserNo ratings yet
- Esdep Lecture Note (Wg12)Document38 pagesEsdep Lecture Note (Wg12)Wheels Tyres0% (1)
- Appendix 3 WIS 10 Fracture Surfaces ABW David MorganDocument7 pagesAppendix 3 WIS 10 Fracture Surfaces ABW David Morgan4romi89No ratings yet
- Fatigue AnalysisDocument6 pagesFatigue AnalysisIshwarya SrikanthNo ratings yet
- Theoretical Background of Leak-Before-Break ConceptDocument8 pagesTheoretical Background of Leak-Before-Break Conceptpouya_ms100% (1)
- Microstructural Effects on Fatigue Crack Initiation MechanismsDocument20 pagesMicrostructural Effects on Fatigue Crack Initiation MechanismsDardo OdelloNo ratings yet
- 1%5 Corrosion Fatigue: Y-Z. WangDocument12 pages1%5 Corrosion Fatigue: Y-Z. WangMuhammad Idrus Abdul BasirNo ratings yet
- Computational Materials Science: Yunan Prawoto, Roslinda Idris, Nazri Kamsah, Nasir TaminDocument9 pagesComputational Materials Science: Yunan Prawoto, Roslinda Idris, Nazri Kamsah, Nasir TaminpakdeYPNo ratings yet
- On The Number of Overload-Induced Delay Cycles As A Function of ThicknessDocument9 pagesOn The Number of Overload-Induced Delay Cycles As A Function of ThicknessBayu Aji PamungkasNo ratings yet
- Introduction To Fracture MechanicsDocument63 pagesIntroduction To Fracture MechanicsSaAhRaNo ratings yet
- Analysis of Shell StructureDocument37 pagesAnalysis of Shell StructureDave Mark AtendidoNo ratings yet
- L15-16 Fatigue 13Document54 pagesL15-16 Fatigue 13Sunil VermaNo ratings yet
- Section 4 Load Carrying Capability and Structural Performance CriteriaDocument20 pagesSection 4 Load Carrying Capability and Structural Performance CriteriaJuan SilvaNo ratings yet
- Cyclic Loading AdalahDocument13 pagesCyclic Loading AdalahsyaniliffaNo ratings yet
- Metallurgical Aspects of Fracture and Fractography: C Ic C IcDocument16 pagesMetallurgical Aspects of Fracture and Fractography: C Ic C IcDaniel RomeroNo ratings yet
- 5 - FF - Fatigue MechanismDocument34 pages5 - FF - Fatigue MechanismmayankNo ratings yet
- Fatigue FailureDocument123 pagesFatigue FailureOmar BennajiNo ratings yet
- F F B C: Atigue Ailure OF Olted OnnectionsDocument12 pagesF F B C: Atigue Ailure OF Olted OnnectionsOmar OmarNo ratings yet
- 43 Ijmperdaug201843Document14 pages43 Ijmperdaug201843TJPRC PublicationsNo ratings yet
- ASM Metal and Plastic Fatigue-Information-MaterialDocument11 pagesASM Metal and Plastic Fatigue-Information-Materialamadan64No ratings yet
- Bolted Connection FatigueDocument12 pagesBolted Connection FatigueMahfuzur Rahman100% (1)
- 879 686u6i6Document58 pages879 686u6i6Manoj Paul JohnNo ratings yet
- Fatigue Crack-Scatter FactorDocument8 pagesFatigue Crack-Scatter Factorabhi024No ratings yet
- ASSIGNMENT OF MATERIAL SCIENCE SUBJECTDocument8 pagesASSIGNMENT OF MATERIAL SCIENCE SUBJECTkunalNo ratings yet
- Rolling Contact Fatigue of Rails: What RemainsDocument11 pagesRolling Contact Fatigue of Rails: What Remainsanurag3069No ratings yet
- Macroscopic Aspects of Fracture and Fracture MechanicsDocument54 pagesMacroscopic Aspects of Fracture and Fracture MechanicsDaniel RomeroNo ratings yet
- Stress Corrosion CrackingDocument10 pagesStress Corrosion Crackingak_thimiri0% (1)
- Chapter 11 NoteDocument6 pagesChapter 11 NoteDhrumil NaikNo ratings yet
- Tafila Technical UniversityDocument5 pagesTafila Technical Universityعبد الرحمن أبوخاطر, أبو رزقNo ratings yet
- Casa Sustentável - Cartilha CREA-MGDocument25 pagesCasa Sustentável - Cartilha CREA-MGBruno de RossoNo ratings yet
- Fatigue in Rotating Equipment: Is It HCF or LCF?: Technicalarticle-Peer-ReviewedDocument14 pagesFatigue in Rotating Equipment: Is It HCF or LCF?: Technicalarticle-Peer-ReviewedAditya Shiva AppallaNo ratings yet
- Subsea Integrity Notes Block 3Document31 pagesSubsea Integrity Notes Block 3Afonso MatondoNo ratings yet
- Glazing For Injury Alleviation Under Blast Loading - United Kingdom PracticeDocument6 pagesGlazing For Injury Alleviation Under Blast Loading - United Kingdom Practicerzsolt100% (1)
- High Temp FractureDocument8 pagesHigh Temp FractureSAMNo ratings yet
- Effect of Differential Creep and Shrinkage On Prestressed Composite Concrete SectionsDocument15 pagesEffect of Differential Creep and Shrinkage On Prestressed Composite Concrete SectionsThomas WilsonNo ratings yet
- Correa 2007Document10 pagesCorrea 2007Eduardo Fernandez SanchezNo ratings yet
- Chapter 6 - Fatigue Tests - 1Document36 pagesChapter 6 - Fatigue Tests - 1HebaNo ratings yet
- Reliability of Thick-Walled CylindersDocument18 pagesReliability of Thick-Walled CylindersSai KiranNo ratings yet
- The Evolution of Crack-Tip Stresses During A Fatigue Overload EventDocument14 pagesThe Evolution of Crack-Tip Stresses During A Fatigue Overload EventeSinist3rNo ratings yet
- Rock Breakage and Blast Design Considerations in Open PitDocument31 pagesRock Breakage and Blast Design Considerations in Open PitJessica WatsonNo ratings yet
- Chapter One 1Document30 pagesChapter One 1Saad Al HelyNo ratings yet
- Crack GrowthPCDocument77 pagesCrack GrowthPCNano MaxNo ratings yet
- JL-85-March-April The Cause of Cracking in Post-Tensioned Concrete Box Girder Bridges and Retrofit Procedures PDFDocument58 pagesJL-85-March-April The Cause of Cracking in Post-Tensioned Concrete Box Girder Bridges and Retrofit Procedures PDFAnonymous DlVrxSbVk9100% (1)
- Design and Detailing of High Strength Concrete Columns for DuctilityDocument36 pagesDesign and Detailing of High Strength Concrete Columns for Ductilityjiminy07No ratings yet
- Fatigue Failure Analysis of Hollow Cylindrical Roller BearingDocument5 pagesFatigue Failure Analysis of Hollow Cylindrical Roller BearingSanzhar RakhimkulNo ratings yet
- Cyclic StressDocument12 pagesCyclic StressBeljun FloresNo ratings yet
- Stages of Fatigue Failure in MetalsDocument15 pagesStages of Fatigue Failure in MetalsBabangida Bello D. FuroNo ratings yet
- Metal Fatigue Mechanisms EssayDocument14 pagesMetal Fatigue Mechanisms EssayArush SinhalNo ratings yet
- What Is Construction Stage Analysis?Document1 pageWhat Is Construction Stage Analysis?ORQUERA ROJAS DANIEL ALFREDONo ratings yet
- Faigue Life Prediction PDFDocument12 pagesFaigue Life Prediction PDFsalman GtrNo ratings yet
- With Compliments: by Claude Cunningham Consulting Mining Engineer African Explosives LimitedDocument6 pagesWith Compliments: by Claude Cunningham Consulting Mining Engineer African Explosives LimitedRizky Da SilvaNo ratings yet
- Fat 108Document25 pagesFat 108Rubén PizarroNo ratings yet
- Fatigue Thereshold Review Portugal 07Document6 pagesFatigue Thereshold Review Portugal 07CarlosNo ratings yet
- The Metallography of Fatigue: by W. Plumbridge and D. A. RyderDocument24 pagesThe Metallography of Fatigue: by W. Plumbridge and D. A. RyderVittoro EduardoNo ratings yet
- Classification of Fracture ProcessesDocument9 pagesClassification of Fracture Processesamalia ernandaNo ratings yet
- Fault and Joint Development in Brittle and Semi-Brittle Rock: The Commonwealth and International Library: Geology DivisionFrom EverandFault and Joint Development in Brittle and Semi-Brittle Rock: The Commonwealth and International Library: Geology DivisionNo ratings yet
- MCE313 - Processing of PolymersDocument11 pagesMCE313 - Processing of PolymersMuneeb AhmedNo ratings yet
- Preface: of Marine Structures. Thus Mainly The Fatigue Capacity of Marine Structures Is ConDocument4 pagesPreface: of Marine Structures. Thus Mainly The Fatigue Capacity of Marine Structures Is ConGoran VNo ratings yet
- Method Manual EnglishDocument23 pagesMethod Manual EnglishGoran VNo ratings yet
- Class Programme: Type ApprovalDocument13 pagesClass Programme: Type ApprovalGoran VNo ratings yet
- Class Programme: Type ApprovalDocument12 pagesClass Programme: Type ApprovalGoran VNo ratings yet
- Class Guideline: Calculation of Marine PropellersDocument22 pagesClass Guideline: Calculation of Marine PropellersGoran VNo ratings yet
- Class Programme: Type ApprovalDocument18 pagesClass Programme: Type ApprovalGoran VNo ratings yet
- DNV-CG-0153 (Edition November 2021) Fatigue and Ultimate Strength Assessment of Container Ships Including Whipping and SpringingDocument22 pagesDNV-CG-0153 (Edition November 2021) Fatigue and Ultimate Strength Assessment of Container Ships Including Whipping and SpringingGoran VNo ratings yet
- DNSDocument23 pagesDNSkalugareniNo ratings yet
- Class NoteDocument33 pagesClass NoteAnshuman MukherjeeNo ratings yet
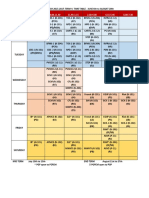
- Term 4 Time Table & Exam Schedule.Document4 pagesTerm 4 Time Table & Exam Schedule.Anonymous FD3MCd89ZNo ratings yet
- Corrosion Rate Measurements in Steel Sheet Pile Walls in A Marine EnvironmentDocument17 pagesCorrosion Rate Measurements in Steel Sheet Pile Walls in A Marine EnvironmentMamoudou SAGNONNo ratings yet
- Customer Satisfaction Romania URTPDocument16 pagesCustomer Satisfaction Romania URTPGajanan PatilNo ratings yet
- Training Catalog Piovan AcademyDocument24 pagesTraining Catalog Piovan AcademyKlein Louse AvelaNo ratings yet
- Curso AutoturnDocument66 pagesCurso AutoturnMiorga88No ratings yet
- No+bake+ing +vol+iiDocument132 pagesNo+bake+ing +vol+iiEugeny TikhomirovNo ratings yet
- CAD32M7 Data SheetDocument2 pagesCAD32M7 Data SheetMehmet EngürNo ratings yet
- Role of Digital Infrastructure in The Post Pandemic World: Preparing For Civil Services Interview-The Right PerspectiveDocument40 pagesRole of Digital Infrastructure in The Post Pandemic World: Preparing For Civil Services Interview-The Right PerspectiveshekhardfcNo ratings yet
- SD Card Formatter 5.01 User's Manual: July 15, 2021Document11 pagesSD Card Formatter 5.01 User's Manual: July 15, 2021Alexis GutierrezNo ratings yet
- Advances in Littorinid BiologyDocument193 pagesAdvances in Littorinid Biologyasaad lahmarNo ratings yet
- Disney's Strategic HRM: Training, Recruitment and HR PlanningDocument9 pagesDisney's Strategic HRM: Training, Recruitment and HR PlanningNgân NgânNo ratings yet
- Pre-Admission Interview Slip TemplateDocument1 pagePre-Admission Interview Slip TemplateLeaniel SilvaNo ratings yet
- Nozomi Networks Smart Polling Data SheetDocument4 pagesNozomi Networks Smart Polling Data SheetFlávio Camilo CruzNo ratings yet
- Micro-operations and the CPU ClockDocument28 pagesMicro-operations and the CPU ClockchandraNo ratings yet
- Bank Automation ProjectDocument75 pagesBank Automation Projectyathsih24885No ratings yet
- Acer Aspire 1710 (Quanta DT3) PDFDocument35 pagesAcer Aspire 1710 (Quanta DT3) PDFMustafa AkanNo ratings yet
- Part IIDocument281 pagesPart IILeng SovannarithNo ratings yet
- The Effect of Dividend Policy On Stock Price: Evidence From The Indian MarketDocument9 pagesThe Effect of Dividend Policy On Stock Price: Evidence From The Indian MarketWilson SimbaNo ratings yet
- Manual Completo Sinovo SD600Document221 pagesManual Completo Sinovo SD600Felipe de PaulaNo ratings yet
- Introduction To HAPDocument6 pagesIntroduction To HAPMaheshSukhadiyaNo ratings yet
- B.Tech (ECE) Course Scheme & Syllabus as per CBCSDocument168 pagesB.Tech (ECE) Course Scheme & Syllabus as per CBCSRatsihNo ratings yet
- Nfrc100a 2010Document49 pagesNfrc100a 2010Amy ShepardNo ratings yet
- Tia PortalDocument46 pagesTia PortalAndré GomesNo ratings yet
- Warehouse Processes/OperationsDocument4 pagesWarehouse Processes/OperationsNhsyyNo ratings yet
- AlumaCore OPGWDocument1 pageAlumaCore OPGWlepouletNo ratings yet
- Consumer Behavior Quiz (01-16-21)Document3 pagesConsumer Behavior Quiz (01-16-21)litNo ratings yet
- 1 s2.0 S1877042816311582 MainDocument8 pages1 s2.0 S1877042816311582 MainAilyn rodilNo ratings yet
- SummaryDocument3 pagesSummaryОля ВласійчукNo ratings yet