You might also like
- Advanced Packaging Technologies For Fruits and Vegetables: For Fruits and VegetablesFrom EverandAdvanced Packaging Technologies For Fruits and Vegetables: For Fruits and VegetablesNo ratings yet
- Corrugated Paper BoardDocument37 pagesCorrugated Paper BoardParveen ParveenNo ratings yet
- Food Packaging TechnologyDocument20 pagesFood Packaging TechnologyDaeng AriefNo ratings yet
- Topic-Packaging Materials, Machinery and Methods of PackagingDocument19 pagesTopic-Packaging Materials, Machinery and Methods of PackagingANANT KUMARNo ratings yet
- Paper and Board Based Packaging MaterialsDocument33 pagesPaper and Board Based Packaging MaterialsdimendraNo ratings yet
- Packaging of Food in Paperboard Containers - 2020Document40 pagesPackaging of Food in Paperboard Containers - 2020fernandoluisNo ratings yet
- 04.characteristics of Paper, Corrugated Paper, Fiber Board and WoodDocument38 pages04.characteristics of Paper, Corrugated Paper, Fiber Board and WoodRamesh ModiNo ratings yet
- James HelenDocument6 pagesJames HelenOgunyankin NelsonNo ratings yet
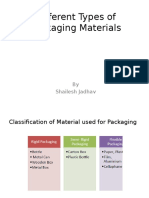
- Different Types of Packaging MaterialsDocument43 pagesDifferent Types of Packaging MaterialsShailesh Jadhav50% (2)
- Er. Anand Kishore Assist. ProfDocument100 pagesEr. Anand Kishore Assist. ProfTapasya GodwaniNo ratings yet
- Alternatives For StyrofoamDocument18 pagesAlternatives For Styrofoampiano tamil100% (1)
- Paper RecyclingDocument2 pagesPaper RecyclingMora JoramNo ratings yet
- Kemasan Kertas 2011Document51 pagesKemasan Kertas 2011Tim BarkaNo ratings yet
- Paper and PaperboardDocument62 pagesPaper and PaperboardKumkum CrNo ratings yet
- E.G. E.G. E.G. E.G. I.E. Etc. Etc. E.GDocument13 pagesE.G. E.G. E.G. E.G. I.E. Etc. Etc. E.GjoshigautaNo ratings yet
- Coated Paper: Coated Paper (Also Known As Enamel Paper, Gloss Paper, and Slick PaperDocument3 pagesCoated Paper: Coated Paper (Also Known As Enamel Paper, Gloss Paper, and Slick PaperkamaalNo ratings yet
- Kraft Paper Industry Project ReportDocument9 pagesKraft Paper Industry Project ReportAKSHAT SHAHNo ratings yet
- Packaging Materials For Foods: Photo: Peter Fellows)Document9 pagesPackaging Materials For Foods: Photo: Peter Fellows)vasantsunerkarNo ratings yet
- Toilet Paper Factors of ProductionDocument6 pagesToilet Paper Factors of ProductionLayneGelleiMeneses-MillaminaBuenaventeNo ratings yet
- Folder GluingDocument3 pagesFolder GluingSyed Mujtaba Ali Bukhari100% (1)
- PlastikDocument4 pagesPlastikMarcellia CrenataNo ratings yet
- Polymer Chemistry For Packaging ApplicationsDocument25 pagesPolymer Chemistry For Packaging ApplicationsdivyaNo ratings yet
- Paper No.: 12 Paper Title: Food Packaging Technology Module - 05: Paper and Paper Based Packaging MaterialsDocument10 pagesPaper No.: 12 Paper Title: Food Packaging Technology Module - 05: Paper and Paper Based Packaging MaterialsTrishitman DasNo ratings yet
- LetterDocument13 pagesLettersureshNo ratings yet
- Packaging of Agricultural Product in PakistsnDocument2 pagesPackaging of Agricultural Product in PakistsnMuhammad Irfan MalikNo ratings yet
- Packaging For Fresh Fruits and VegetablesDocument19 pagesPackaging For Fresh Fruits and VegetablesShashi KumarNo ratings yet
- Pulp and Paper 1Document11 pagesPulp and Paper 1Caren ReasNo ratings yet
- BY S.Satya Shree B.Tech (Horticulture)Document47 pagesBY S.Satya Shree B.Tech (Horticulture)Mark Anthony MorallosNo ratings yet
- Kraft Paper Process Definition Product SpecificationDocument7 pagesKraft Paper Process Definition Product SpecificationAhasan RidoyNo ratings yet
- FOOD PACKAGING Chapter 2-1 PDFDocument23 pagesFOOD PACKAGING Chapter 2-1 PDFVasilicaNo ratings yet
- Reuse and Recycle of Paper: Prepared By: Roll No: FacultyDocument28 pagesReuse and Recycle of Paper: Prepared By: Roll No: FacultybrainscordNo ratings yet
- 05 Paper Corrugated Paperboard Who What When WhereDocument47 pages05 Paper Corrugated Paperboard Who What When WhereBanu Ayan AklanNo ratings yet
- Waste - Paper Industry L - 4Document31 pagesWaste - Paper Industry L - 4Thivi KuttyNo ratings yet
- Fresh Fish Wholesale PackagingDocument4 pagesFresh Fish Wholesale Packagingdong.quan.1705No ratings yet
- Packing 1Document3 pagesPacking 1Keshvi AggarwalNo ratings yet
- 149 Paper FactsheetDocument2 pages149 Paper Factsheetapi-265188971No ratings yet
- Usreenidhipapaers ReportDocument13 pagesUsreenidhipapaers ReporttriumphswamyNo ratings yet
- Process For Delamination of Laminated Packaging: (OCR Text May Contain Errors)Document8 pagesProcess For Delamination of Laminated Packaging: (OCR Text May Contain Errors)Rohit WadhwaniNo ratings yet
- EssayDocument3 pagesEssayIrfanchoirul Amin Yaarobbal AlaminnNo ratings yet
- 2 Packaging MaterialsDocument87 pages2 Packaging MaterialsMonty KushwahaNo ratings yet
- BioplasticsDocument5 pagesBioplasticsSneha RajputNo ratings yet
- Chemicals - AltayaDocument4 pagesChemicals - AltayaMarieNo ratings yet
- Cardboard WikiDocument1 pageCardboard Wikiwdm00No ratings yet
- Paper Is A Thin Material Produced by Pressing Together MoistDocument10 pagesPaper Is A Thin Material Produced by Pressing Together Moistvijileela8580No ratings yet
- As One of The Largest Industrial Sectors in The WorldDocument4 pagesAs One of The Largest Industrial Sectors in The WorldK Ronnan CalderonNo ratings yet
- Guyana TFO PKG W'SHP Session 3 - Paper and BoardDocument34 pagesGuyana TFO PKG W'SHP Session 3 - Paper and BoardfrestloviNo ratings yet
- TOPIC 15 Paper (Note)Document7 pagesTOPIC 15 Paper (Note)Kaynine KikoNo ratings yet
- Plastic WastesDocument5 pagesPlastic Wastespartha das sharma50% (2)
- ND 139 Lesson 2Document14 pagesND 139 Lesson 2Danica ValdezNo ratings yet
- Plastics 2Document56 pagesPlastics 2MaeChelle DoronillaNo ratings yet
- Howwemakepaper FactsheetDocument2 pagesHowwemakepaper FactsheetChristiam Morales AlvaradoNo ratings yet
- Eco Bags Mauritius: Bio MaterialDocument7 pagesEco Bags Mauritius: Bio MaterialJohn Loic DargaNo ratings yet
- Paper & Paperboard PackagingDocument56 pagesPaper & Paperboard PackagingAkulah EndangNo ratings yet
- Chapter 2 KniDocument4 pagesChapter 2 KniRhea Eunice MilanoNo ratings yet
- PROCEDUREDocument5 pagesPROCEDUREMarieNo ratings yet
- HchemiDocument19 pagesHchemisushant rijalNo ratings yet
- Chapter 2Document2 pagesChapter 2Pia Hapal FuraqueNo ratings yet
- Paper or Plastic, Which Kind of Bag Has The Greater Impact On Our Environment?Document6 pagesPaper or Plastic, Which Kind of Bag Has The Greater Impact On Our Environment?Alexis Dimaculangan100% (1)
- Smoked FishDocument28 pagesSmoked FishA.R.M.Y foreverNo ratings yet
- Quiz 6 Primer Intento Ingles2 07032021Document5 pagesQuiz 6 Primer Intento Ingles2 07032021Carlos CortesNo ratings yet
- Proposal For Launching A Tea Brand New Leaf: Marketing ManagementDocument21 pagesProposal For Launching A Tea Brand New Leaf: Marketing ManagementZeeshan BraveNo ratings yet
- Adolescent Nutrient RequirementsDocument14 pagesAdolescent Nutrient RequirementsDes RecillaNo ratings yet
- WHLP-Cookery 10 - 2nd QuarterDocument4 pagesWHLP-Cookery 10 - 2nd QuarterErlyn Grace DinglasaNo ratings yet
- Prepare Sandwiches Lo1Document89 pagesPrepare Sandwiches Lo1Jacky Ilaban100% (1)
- Nilai Laboratorium Normal Pada Anak Dan DewasaDocument2 pagesNilai Laboratorium Normal Pada Anak Dan DewasaRizky KaruniawatiNo ratings yet
- Deja Brew Final Business PlanDocument27 pagesDeja Brew Final Business PlanAMBAG, Lester A.No ratings yet
- La TomatinaDocument5 pagesLa TomatinaJeremy BrownNo ratings yet
- Comp Superlatives Consumer SocietyDocument28 pagesComp Superlatives Consumer Societycristianomar6320% (5)
- PDFDocument68 pagesPDFDiajeng Fitri WulanNo ratings yet
- UntitledDocument426 pagesUntitledNadzira Inayah MuthmainahNo ratings yet
- Mentha 2Document9 pagesMentha 2Himanshu JhaNo ratings yet
- Encapsulation of Polyphenols - A Review - Fang 2010Document14 pagesEncapsulation of Polyphenols - A Review - Fang 2010Lenin Fernandez ArellanoNo ratings yet
- Avaliação Bimestral - CETB - Segundo Bimestre - 8º Ano - InglêsDocument2 pagesAvaliação Bimestral - CETB - Segundo Bimestre - 8º Ano - InglêsRondinelli RamonNo ratings yet
- Fruits Rhymes Rhymes On FruitsDocument8 pagesFruits Rhymes Rhymes On FruitsmahaveerNo ratings yet
- Application of Hurdle Technology in Traditional Indian Dairy ProductsDocument4 pagesApplication of Hurdle Technology in Traditional Indian Dairy ProductsPravin Zine PatilNo ratings yet
- Coconut Article by Radia Khandaker (E-161)Document2 pagesCoconut Article by Radia Khandaker (E-161)Radia Khandaker ProvaNo ratings yet
- Lesson Plan in Science 3Document3 pagesLesson Plan in Science 3jaymeNo ratings yet
- Languagechimp Spanish-Vocabulary PDFDocument2 pagesLanguagechimp Spanish-Vocabulary PDFayooniaNo ratings yet
- 2015 - 174 - Influences of Malic Acid and Nisin Supplementations On The D Value of E.coli in Mildly-Heated CoconutDocument7 pages2015 - 174 - Influences of Malic Acid and Nisin Supplementations On The D Value of E.coli in Mildly-Heated CoconutRasha Samir SryoNo ratings yet
- Dietary Sugar and Alternative Sweeteners: Janice R. Hermann, PHD, RD/LDDocument4 pagesDietary Sugar and Alternative Sweeteners: Janice R. Hermann, PHD, RD/LDKalyani SahaNo ratings yet
- English 4 3rd Periodical TestDocument7 pagesEnglish 4 3rd Periodical TestMich Berdan-Domingo100% (1)
- How Well Do You Know Me?: Worksheets, Activities & GamesDocument1 pageHow Well Do You Know Me?: Worksheets, Activities & GamesvanNo ratings yet
- 2021-05-01 Womens Health AustraliaDocument132 pages2021-05-01 Womens Health AustraliaΑΡΙΣΤΟΤΕΛΗΣ ΓΕΩΡΓΟΠΟΥΛΟΣNo ratings yet
- Foundation Tier Biology 1: P.M. TUESDAY, 7 June 2011 45 MinutesDocument14 pagesFoundation Tier Biology 1: P.M. TUESDAY, 7 June 2011 45 MinutessureshthevanNo ratings yet
- Perspectives On Animal Production Systems in Asia: C. DevendraDocument18 pagesPerspectives On Animal Production Systems in Asia: C. DevendraMuadz AbdurrahmanNo ratings yet
- Make in India: WelcomeDocument25 pagesMake in India: Welcomevkumar_345287No ratings yet
- III Limba EnglezaDocument122 pagesIII Limba EnglezaMihaela LeancaNo ratings yet
- DM Exchange ListDocument5 pagesDM Exchange ListredhoneyNo ratings yet