You might also like
- Tomasi PDFDocument159 pagesTomasi PDFmiel_garrido82% (11)
- Brennstoffzelle PDFDocument38 pagesBrennstoffzelle PDFAnthonyNo ratings yet
- ASD362 2019 WTT3 Wind Tunnel Calibration PDFDocument24 pagesASD362 2019 WTT3 Wind Tunnel Calibration PDFSharvaniNo ratings yet
- Grundwasserwärmepumpen: Merkblatt Zum Bau Und BetriebDocument32 pagesGrundwasserwärmepumpen: Merkblatt Zum Bau Und BetriebRaymondNo ratings yet
- Basic Civil and Mechanical Engineering Unit III Pumps and TurbinesDocument10 pagesBasic Civil and Mechanical Engineering Unit III Pumps and TurbinesA.R. Pradeep Kumar100% (1)
- Erdwaerme GrundwasserwaermepumpenDocument19 pagesErdwaerme GrundwasserwaermepumpenbatazivoNo ratings yet
- Oei 2-89Document8 pagesOei 2-89M.PötzlNo ratings yet
- As A 2 Physics Practical HandbookDocument48 pagesAs A 2 Physics Practical Handbookmk45a0% (1)
- Handbuch-Energiespeicher de 11 2020Document108 pagesHandbuch-Energiespeicher de 11 2020Illia SmyrnovNo ratings yet
- Physics of A Massive Vector Boson (Problem 5.5 of Peskin and Schroeder)Document5 pagesPhysics of A Massive Vector Boson (Problem 5.5 of Peskin and Schroeder)Bradley Nartowt100% (1)
- Basic Ship TheoryDocument83 pagesBasic Ship TheorySidik SetiawanNo ratings yet
- KPR W EisspeichersystemDocument4 pagesKPR W EisspeichersystemRENSO BirouClujNo ratings yet
- Concassage DixenceDocument7 pagesConcassage DixenceCedric SeppeyNo ratings yet
- Heizkraftwerk HeilbronnDocument10 pagesHeizkraftwerk HeilbronnexpertNo ratings yet
- Das Solar-Wasserstoff-Projekt in Neunburg Vorm WaldDocument3 pagesDas Solar-Wasserstoff-Projekt in Neunburg Vorm WaldtoscribdNo ratings yet
- 7975-Factsheet3 Nicht Erneuerbare Energien-DEDocument4 pages7975-Factsheet3 Nicht Erneuerbare Energien-DEzschlinggliNo ratings yet
- KochtransDocument23 pagesKochtransMurat TekinNo ratings yet
- Das Äußere Der Neuen Monte RosaDocument1 pageDas Äußere Der Neuen Monte Rosas.rashevNo ratings yet
- Wasseraufbereitung WasserstoffDocument16 pagesWasseraufbereitung WasserstoffLavinia KassabNo ratings yet
- DLR Wasserstoff Broschüre 2023 WebDocument12 pagesDLR Wasserstoff Broschüre 2023 Webrafael.nicodemusNo ratings yet
- Wasserstoffspeicherung in Silizium - Alternative Als Kraftstoff Für BrennstoffzellenDocument6 pagesWasserstoffspeicherung in Silizium - Alternative Als Kraftstoff Für Brennstoffzellendaher1971No ratings yet
- Handout Fossile - Und SpeicherkraftwerkeDocument1 pageHandout Fossile - Und SpeicherkraftwerkeOdenwalderNo ratings yet
- 6893 ArnoldDocument5 pages6893 ArnoldFlogamagNo ratings yet
- Liste Der Kernreaktoren in DeutschlandDocument8 pagesListe Der Kernreaktoren in DeutschlandБлаговест АчановNo ratings yet
- Vorstellung Diogo - Docx - Recuperado - Modo de CompatibilidadeDocument1 pageVorstellung Diogo - Docx - Recuperado - Modo de CompatibilidadeDiogo OliveiraNo ratings yet
- PowerPoint Präsi - FertigDocument20 pagesPowerPoint Präsi - FertigElisaNo ratings yet
- Fuku der japanische Patient: Die strahlenden Lügner mit ihren lächelnden GesichternFrom EverandFuku der japanische Patient: Die strahlenden Lügner mit ihren lächelnden GesichternNo ratings yet
- Materiales Refractarios en Los Convertidores LD en España.: Jose Miguel ProcersaDocument10 pagesMateriales Refractarios en Los Convertidores LD en España.: Jose Miguel ProcersafrankNo ratings yet
- Chemie BatterienDocument5 pagesChemie BatterienAnna JuchemNo ratings yet
- Schlammentwasserung Mit Der Vollmantel-Zentrifuge Und Einer Kalk-Nachbehandlungs - AdageDocument2 pagesSchlammentwasserung Mit Der Vollmantel-Zentrifuge Und Einer Kalk-Nachbehandlungs - AdageLavinia KassabNo ratings yet
- Anwendungsmöglichkeiten Und VisionenDocument7 pagesAnwendungsmöglichkeiten Und VisionenPhilipp SellinNo ratings yet
- Pearson - Kapitel+Alkalimetalle 2021-12-11 09 - 47 - 32Document20 pagesPearson - Kapitel+Alkalimetalle 2021-12-11 09 - 47 - 32Kenza KamalNo ratings yet
- Wasserkraftwerken - Kopie - KopieDocument14 pagesWasserkraftwerken - Kopie - KopieDiogo OliveiraNo ratings yet
- Westinghouse LocaDocument42 pagesWestinghouse LocaNiharika KolliNo ratings yet
- 18 Wissen KauffeldDocument6 pages18 Wissen Kauffeldneumanntom57No ratings yet
- Factsheet PowerFuels Stahlproduktion Industrielle ProzesswaermeDocument4 pagesFactsheet PowerFuels Stahlproduktion Industrielle ProzesswaermeHERNAN CORTEZ FARFANNo ratings yet
- HandoutDocument1 pageHandoutTobi RuxNo ratings yet
- Tietz 88Document110 pagesTietz 88Eli AgricolaNo ratings yet
- AMS Lehmann DE S16-26Document11 pagesAMS Lehmann DE S16-26Herbert ZugerNo ratings yet
- Market ShiWeiDocument6 pagesMarket ShiWeiPanuwat TeansriNo ratings yet
- Hochtemperatur Feststoff SpeicherDocument3 pagesHochtemperatur Feststoff SpeicherwesbgNo ratings yet
- Ein Neues Energiespeicherprinzip Für Elektrizität Und WasserstoffDocument4 pagesEin Neues Energiespeicherprinzip Für Elektrizität Und WasserstoffRobert HahnNo ratings yet
- Brennstoffzelle - Jörg WindDocument18 pagesBrennstoffzelle - Jörg WindSolgieNo ratings yet
- Chromatography of Metal ChelatesDocument6 pagesChromatography of Metal ChelatesEduardoNo ratings yet
- Herstellung Von Wasserstoff - ElektrolyseDocument3 pagesHerstellung Von Wasserstoff - Elektrolysejemand_1No ratings yet
- Schloz HydrologieDocument14 pagesSchloz Hydrologier_latNo ratings yet
- HTTPSWWW - Umwelt.uni-Hannover - defileadminumweltPublikationenSchriftenreihenArbeitsmaterialienAM 58 Gesamtfassung WalterDocument142 pagesHTTPSWWW - Umwelt.uni-Hannover - defileadminumweltPublikationenSchriftenreihenArbeitsmaterialienAM 58 Gesamtfassung WalterMirjam Maria Magdalena GamperNo ratings yet
- Header-Type Feedwater Heaters - Balcke-Dürr PDFDocument7 pagesHeader-Type Feedwater Heaters - Balcke-Dürr PDFmonder_No ratings yet
- Spaans Babcock Und Acat Wien Zwei Erfolgreiche Familienunternehmen Jetzt in Gemeinsamer MissionDocument2 pagesSpaans Babcock Und Acat Wien Zwei Erfolgreiche Familienunternehmen Jetzt in Gemeinsamer MissionandreasNo ratings yet
- ErdölraffinerieDocument7 pagesErdölraffinerieyogolainNo ratings yet
- Heiyungsstoerung AblagerungDocument2 pagesHeiyungsstoerung AblagerungsanastasNo ratings yet
- Kosten Und Erlöse Bei Der Co-Vergärung Von Mechanisch Aufbereitetem Bioabfall in Faultürmen Kommunaler KläranlagenDocument9 pagesKosten Und Erlöse Bei Der Co-Vergärung Von Mechanisch Aufbereitetem Bioabfall in Faultürmen Kommunaler Kläranlagencluster1980No ratings yet
- SR Gustavo NavarroDocument43 pagesSR Gustavo NavarroBill Bryan Vasquez LauraNo ratings yet
- 0255 2701 (84) 85013 8Document10 pages0255 2701 (84) 85013 8LTORRESMNo ratings yet
- tt-Eis-Energiespeicher - Ab - 21 KWDocument8 pagestt-Eis-Energiespeicher - Ab - 21 KWCayixNo ratings yet
- Abfallgesetzes Schon Lange Bevor Dieses Gesetz WirksamDocument2 pagesAbfallgesetzes Schon Lange Bevor Dieses Gesetz WirksamLiebherr100% (1)
- Fabry 1991Document9 pagesFabry 1991UlisesCastilloNo ratings yet
- Prospekt Donau DeutschDocument16 pagesProspekt Donau DeutschMichael SchoberNo ratings yet
- Brennstoffzelle Eiersbrock HedererDocument28 pagesBrennstoffzelle Eiersbrock HedererLuca DötterböckNo ratings yet
- Bvs 2037 DegbDocument4 pagesBvs 2037 DegbAmr FaroukNo ratings yet
- Eadips FGR Jahresheft 53 Aus 2019Document80 pagesEadips FGR Jahresheft 53 Aus 2019Alfred BirnhuberNo ratings yet
- Ökostrom Aus WasserkraftDocument47 pagesÖkostrom Aus Wasserkraftalanka9384No ratings yet
- Kraftwerk 9Document24 pagesKraftwerk 9Ioannis SanoudosNo ratings yet
- 1985-Zechensterben - Hafensterben Strukturwandel inDocument31 pages1985-Zechensterben - Hafensterben Strukturwandel inThilo MärtinNo ratings yet
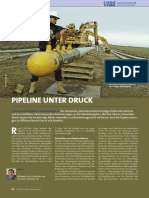
- Pipeline Unter Druck: Sicherer Und Effektiver RohrleitungsbauDocument2 pagesPipeline Unter Druck: Sicherer Und Effektiver Rohrleitungsbaudavid.anno2020No ratings yet
- BioKernSprit: Mobiler Kraftstoff aus Bioabfall, Kohle mit Kernenergie ohne GAUFrom EverandBioKernSprit: Mobiler Kraftstoff aus Bioabfall, Kohle mit Kernenergie ohne GAUNo ratings yet
- Development of Scraper Reclaimers On The North American ContinentDocument4 pagesDevelopment of Scraper Reclaimers On The North American ContinentMOHAMED CHARJAOUINo ratings yet
- Design and Autoimation Developments of Bucket Wheel ReclaimersDocument5 pagesDesign and Autoimation Developments of Bucket Wheel ReclaimersMOHAMED CHARJAOUINo ratings yet
- BSH 1982 01 020Document9 pagesBSH 1982 01 020MOHAMED CHARJAOUINo ratings yet
- For Twin Bottom Tunnel Reclaim Systems: Optimizi:Ng Active Stockpile CapacityDocument3 pagesFor Twin Bottom Tunnel Reclaim Systems: Optimizi:Ng Active Stockpile CapacityMOHAMED CHARJAOUINo ratings yet
- Double Pipe Heat ExchangersDocument27 pagesDouble Pipe Heat ExchangersDURGA KASTURINo ratings yet
- 6061 Aluminum Material Property Data SheetDocument6 pages6061 Aluminum Material Property Data Sheetneurolepsia3790No ratings yet
- Sales Bulletin American Meter 4510Document12 pagesSales Bulletin American Meter 4510rieza_fNo ratings yet
- Affinity Designer Shortcuts WindowsDocument4 pagesAffinity Designer Shortcuts WindowsfernandoNo ratings yet
- SISE 2015-1-2 Allied Vision Application Dependent Considerations When Selecting Cameras With CMOS CCD and InGaAs SensorsDocument28 pagesSISE 2015-1-2 Allied Vision Application Dependent Considerations When Selecting Cameras With CMOS CCD and InGaAs SensorsGiorgio FernandesNo ratings yet
- Introduction To ChaosDocument50 pagesIntroduction To ChaosfebeyNo ratings yet
- Title: Density Test Scope: Determine The Density of Cement ApparatusDocument4 pagesTitle: Density Test Scope: Determine The Density of Cement ApparatusChathura ChamikaraNo ratings yet
- CH 12 Physics AnswersDocument21 pagesCH 12 Physics AnswersSam Likes HamNo ratings yet
- TDS ASTM LM915 Eng 210923Document2 pagesTDS ASTM LM915 Eng 210923PrashaNo ratings yet
- Polymerase Chain ReactionDocument20 pagesPolymerase Chain ReactionGuadalupe Berber100% (1)
- System Identification Using LMS, RLS, EKF and Neural NetworkDocument6 pagesSystem Identification Using LMS, RLS, EKF and Neural NetworkSilvia Paola Rueda DuarteNo ratings yet
- CSIR-Central Mechanical Engineering Research Institute: Advertisement No. - 02/2013Document7 pagesCSIR-Central Mechanical Engineering Research Institute: Advertisement No. - 02/2013Gyana SahooNo ratings yet
- Kolon Ayağı Ve Ankraj Bulonu Hesabı 1Document14 pagesKolon Ayağı Ve Ankraj Bulonu Hesabı 1magxstone100% (2)
- Experiment Number: 03 Experiment Name: Verifications of Ohm's LawDocument6 pagesExperiment Number: 03 Experiment Name: Verifications of Ohm's LawShah jalalNo ratings yet
- 11th Physics YearlyDocument2 pages11th Physics Yearlydadhich.archit15No ratings yet
- Qualitative Theory of Volterra Difference Equations - RaffoulDocument333 pagesQualitative Theory of Volterra Difference Equations - RaffoulJuan Rodriguez100% (1)
- 2019 Chem Show and Perlmutter-BHS Solid-Liquid Filtration and Final Drying OptimizationDocument29 pages2019 Chem Show and Perlmutter-BHS Solid-Liquid Filtration and Final Drying OptimizationBarry PerlmutterNo ratings yet
- Homework The Gauss Law SolutionDocument6 pagesHomework The Gauss Law SolutionTikTok LikeeNo ratings yet
- Measuring Neutron Fluence and Average Energy From H He Neutron Generators by Radioactivation TechniquesDocument12 pagesMeasuring Neutron Fluence and Average Energy From H He Neutron Generators by Radioactivation Techniquesdelta lab sangliNo ratings yet
- Cambridge O Level: Mathematics (Syllabus D) 4024/11Document20 pagesCambridge O Level: Mathematics (Syllabus D) 4024/11Good DeedsNo ratings yet
- 1981 Catalytic Combustion Hydrogen2 OptimalDesign PDFDocument8 pages1981 Catalytic Combustion Hydrogen2 OptimalDesign PDFAlex CoțNo ratings yet
- Evolution of The Solar SystemDocument583 pagesEvolution of The Solar SystemBob AndrepontNo ratings yet
- Kbpc310 1 Puente de DiodosDocument4 pagesKbpc310 1 Puente de DiodosRoiier Zakumi Salinas UrtizNo ratings yet
- Unified Approach To Specifying The Psi-Angle Error Equation in Strapdown Inertial Navigation SystemsDocument7 pagesUnified Approach To Specifying The Psi-Angle Error Equation in Strapdown Inertial Navigation SystemsNaitik BarotNo ratings yet