You might also like
- Bitumen Impregnated Glass-Fiber MatDocument9 pagesBitumen Impregnated Glass-Fiber Matmo.masoomiNo ratings yet
- Material and Equipment Standard: IPS-M-TP-305Document8 pagesMaterial and Equipment Standard: IPS-M-TP-305RezaNo ratings yet
- M TP Hfgszxdffg322Document12 pagesM TP Hfgszxdffg322doostareganNo ratings yet
- M-me-130-Lpg Pressure Storage Vessels and SpheresDocument18 pagesM-me-130-Lpg Pressure Storage Vessels and SpheresatiqulaNo ratings yet
- Material and Construction Standard: IPS-G-TP-335Document47 pagesMaterial and Construction Standard: IPS-G-TP-335Milad HamidiNo ratings yet
- Engineering Standard: IPS-E-PR-330Document30 pagesEngineering Standard: IPS-E-PR-330Akmal ZuhriNo ratings yet
- Engg & Material STD G-Me-245 PDFDocument31 pagesEngg & Material STD G-Me-245 PDFpipinguserNo ratings yet
- C Me 130 PDFDocument13 pagesC Me 130 PDFmetaslaNo ratings yet
- m-tp-750 NEWDocument185 pagesm-tp-750 NEWreza329329No ratings yet
- Engineering Standard: IPS-E-AR-130Document42 pagesEngineering Standard: IPS-E-AR-130reza329329No ratings yet
- Material and Equipment Standard For PigsDocument13 pagesMaterial and Equipment Standard For PigsMahdiNo ratings yet
- E Me 130 LPG Pressure Storage SpheresDocument24 pagesE Me 130 LPG Pressure Storage SpheresatiqulaNo ratings yet
- Process Design of Cooling Towers PDFDocument36 pagesProcess Design of Cooling Towers PDFFELIPE DURANNo ratings yet
- Material and Equipment Standard: IPS-M-TP-205Document12 pagesMaterial and Equipment Standard: IPS-M-TP-205Azadeh AliabadiNo ratings yet
- IPS E-ME-130 LPG Pressure Storage Spheres 22p Rev. 2011Document24 pagesIPS E-ME-130 LPG Pressure Storage Spheres 22p Rev. 2011josea_penaNo ratings yet
- iRAN SPECIFICATIONSDocument12 pagesiRAN SPECIFICATIONSSarwat Naim SiddiquiNo ratings yet
- Material and Equipment Standard For Light Duty Centrifugal PumpsDocument14 pagesMaterial and Equipment Standard For Light Duty Centrifugal PumpsRezaNo ratings yet
- Material and Equipment Standard For General Use HosesDocument30 pagesMaterial and Equipment Standard For General Use HosesRezaNo ratings yet
- Engineering Standard FOR Protective Coatings FOR Buried and Submerged Steel Structures Original Edition DEC. 1997Document31 pagesEngineering Standard FOR Protective Coatings FOR Buried and Submerged Steel Structures Original Edition DEC. 1997Монсеф АйчаNo ratings yet
- Material and Equipment Standard For ValvesDocument53 pagesMaterial and Equipment Standard For ValvesMahdi100% (1)
- Material and Equipment Standard: IPS-M-EL-220Document19 pagesMaterial and Equipment Standard: IPS-M-EL-220ali rabieeNo ratings yet
- Engineering and Material Standard For Double Pipe Heat ExchangersDocument13 pagesEngineering and Material Standard For Double Pipe Heat ExchangersRezaNo ratings yet
- INSR1000Document15 pagesINSR1000nasirNo ratings yet
- Material and Equipment Standard: IPS-M-ME-130Document16 pagesMaterial and Equipment Standard: IPS-M-ME-130Ak OraNo ratings yet
- Installation of Flexible, Removable Reusable Insulation Covers For Hot Insulation ServiceDocument22 pagesInstallation of Flexible, Removable Reusable Insulation Covers For Hot Insulation ServiceAkram DriraNo ratings yet
- IGS-M-TP-014-6 (1) April. 2016: Heat Shrinkable Sleeve System (Hot Melt Adhesive) For Service Temperature Up To 60 CDocument18 pagesIGS-M-TP-014-6 (1) April. 2016: Heat Shrinkable Sleeve System (Hot Melt Adhesive) For Service Temperature Up To 60 CTa GiNo ratings yet
- M El 273 PDFDocument14 pagesM El 273 PDFwerrteNo ratings yet
- Material and Equipment Standard: IPS-M-AR-130Document26 pagesMaterial and Equipment Standard: IPS-M-AR-130Mohammad LavasaniNo ratings yet
- Material and Equipment Standard For Abrasive Air Blasting MachineDocument11 pagesMaterial and Equipment Standard For Abrasive Air Blasting MachineRezaNo ratings yet
- IGS-M-TP-014-3 (2) April. 2016: Heat Shrinkable Sleeve System (Hot Melt Adhesive) For Service Temperature Up To 80 CDocument17 pagesIGS-M-TP-014-3 (2) April. 2016: Heat Shrinkable Sleeve System (Hot Melt Adhesive) For Service Temperature Up To 80 CTa GiNo ratings yet
- General Standard: IPS-G-ME-100Document40 pagesGeneral Standard: IPS-G-ME-100Renalyn TorioNo ratings yet
- Material and Equipment Standard: IPS-M-IN-130Document37 pagesMaterial and Equipment Standard: IPS-M-IN-130WIN DOCKNo ratings yet
- Construction Standard: IPS-C-CE-260Document22 pagesConstruction Standard: IPS-C-CE-260hanieh rezapourNo ratings yet
- Material and Equipment Standard: IPS-M-ME-110Document17 pagesMaterial and Equipment Standard: IPS-M-ME-110Ak OraNo ratings yet
- Engineering Standard: IPS-E-PR-340Document22 pagesEngineering Standard: IPS-E-PR-340Sadegh AhmadiNo ratings yet
- Material and Equipment Standard: IPS-M-IN-190Document18 pagesMaterial and Equipment Standard: IPS-M-IN-190WIN DOCKNo ratings yet
- PIP Ladder & CagesDocument9 pagesPIP Ladder & CagesCarlos Maldonado SalazarNo ratings yet
- Process Industry Practices Coatings: PIP CTSE1000 Application of External CoatingsDocument16 pagesProcess Industry Practices Coatings: PIP CTSE1000 Application of External CoatingsRichard TorrivillaNo ratings yet
- Engineering Standard: IPS-E-AR-160Document76 pagesEngineering Standard: IPS-E-AR-160reza329329No ratings yet
- Engineering Standard: IPS-E-CE-360Document18 pagesEngineering Standard: IPS-E-CE-360babakfun2000No ratings yet
- Material and Equipment Standard: IPS-M-AR-205Document50 pagesMaterial and Equipment Standard: IPS-M-AR-205reza329329No ratings yet
- Engineering Standard For Process Design of Valves and Control ValvesDocument41 pagesEngineering Standard For Process Design of Valves and Control ValvesMach NumberNo ratings yet
- Material and Equipment Standard For Large Welded Low Pressure Storage Tanks M-Me-110Document17 pagesMaterial and Equipment Standard For Large Welded Low Pressure Storage Tanks M-Me-110Javeed A. KhanNo ratings yet
- Material and Equipment Standard: IPS-M-GN-330Document19 pagesMaterial and Equipment Standard: IPS-M-GN-330reza329329No ratings yet
- IPS-G-TP-335-Material and Construction Standard For Three Layer Polyethylene Coating System Original EditionDocument25 pagesIPS-G-TP-335-Material and Construction Standard For Three Layer Polyethylene Coating System Original Editionseguridadyambiente641No ratings yet
- E PR 810Document41 pagesE PR 810anju2718No ratings yet
- Process Industry Practices Coatings: PIP CTSL1000 Application of Internal LiningsDocument23 pagesProcess Industry Practices Coatings: PIP CTSL1000 Application of Internal LiningsSujita Sah100% (1)
- Standard: IPS-C-CE-355Document20 pagesStandard: IPS-C-CE-355hanieh rezapourNo ratings yet
- Material and Equipment Standard: IPS-M-EL-240Document31 pagesMaterial and Equipment Standard: IPS-M-EL-240ali rabieeNo ratings yet
- Ips For Centrifugal Fan General PurposeDocument15 pagesIps For Centrifugal Fan General PurposemaryamNo ratings yet
- 《Pip Ineg1000美国的保温标准》Document35 pages《Pip Ineg1000美国的保温标准》1339979No ratings yet
- Process DesignDocument46 pagesProcess Designdevya123No ratings yet
- General Requirements For Flares and Flare StacksDocument9 pagesGeneral Requirements For Flares and Flare StacksReza100% (1)
- TaggingDocument43 pagesTaggingSterling Gordian100% (2)
- Material and Equipment Standard For Pig Launching and Receiving TrapsDocument22 pagesMaterial and Equipment Standard For Pig Launching and Receiving TrapsMahdiNo ratings yet
- Material and Equipment Standard: IPS-M-EL-136Document14 pagesMaterial and Equipment Standard: IPS-M-EL-136Fatholla SalehiNo ratings yet
- Process Industry Practices Coatings: PIP CTSE1000 Application of External CoatingsDocument87 pagesProcess Industry Practices Coatings: PIP CTSE1000 Application of External CoatingsSivaratnam Navatharan67% (3)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- Friction Stir Superplasticity for Unitized Structures: A volume in the Friction Stir Welding and Processing Book SeriesFrom EverandFriction Stir Superplasticity for Unitized Structures: A volume in the Friction Stir Welding and Processing Book SeriesNo ratings yet
- PWeET 003123Document3 pagesPWeET 003123Jaber AminiNo ratings yet
- Pwet 00057Document2 pagesPwet 00057Jaber AminiNo ratings yet
- Pwet 001061Document3 pagesPwet 001061Jaber AminiNo ratings yet
- Pwet 001058Document3 pagesPwet 001058Jaber AminiNo ratings yet
- Flange Isolating Gasket Kits: AdvanceDocument8 pagesFlange Isolating Gasket Kits: AdvanceJaber AminiNo ratings yet
- Jaktsab 02353Document2 pagesJaktsab 02353Jaber AminiNo ratings yet
- Jaktab 001053Document1 pageJaktab 001053Jaber AminiNo ratings yet
- SSPC Paint 42-2019Document5 pagesSSPC Paint 42-2019Jaber AminiNo ratings yet
- PrimerDocument1 pagePrimerJaber AminiNo ratings yet
- Iec 62561-3-2017Document28 pagesIec 62561-3-2017Jaber AminiNo ratings yet
- 23sddfaf4123412212: Sdfsdr123412dsfasdf323412124234Document1 page23sddfaf4123412212: Sdfsdr123412dsfasdf323412124234Jaber AminiNo ratings yet
- Asdf121212: DfsafasdfDocument1 pageAsdf121212: DfsafasdfJaber AminiNo ratings yet
- 23sddfaf4123412212: sdfsdr123412323412124234Document2 pages23sddfaf4123412212: sdfsdr123412323412124234Jaber AminiNo ratings yet
- 113Document1 page113Jaber AminiNo ratings yet
- 50 JjsDocument1 page50 JjsJaber AminiNo ratings yet
- 115Document2 pages115Jaber AminiNo ratings yet
- SDFSDFDocument1 pageSDFSDFJaber AminiNo ratings yet
- 23sddfaf4123412212: sdfsdr123412323412124234Document2 pages23sddfaf4123412212: sdfsdr123412323412124234Jaber AminiNo ratings yet
- 2-Concrete Blocks and TestingDocument8 pages2-Concrete Blocks and TestingZhiwar oramariNo ratings yet
- CTM5 3&4 Masonry WorksDocument32 pagesCTM5 3&4 Masonry WorksJoebelle Senador100% (1)
- Aslan 100 GFRP Rebar BrochureDocument16 pagesAslan 100 GFRP Rebar BrochureAdel ChinouiNo ratings yet
- Design of Solid Slab AND HOLLOW BLOCK SLABDocument2 pagesDesign of Solid Slab AND HOLLOW BLOCK SLABRayyan Al AwarNo ratings yet
- Paper 5Document13 pagesPaper 5180320119134.me.rayush.hariNo ratings yet
- Final Asian Paints SCMDocument25 pagesFinal Asian Paints SCMsanju0789No ratings yet
- Forms of Corrosion PPT FinalsDocument11 pagesForms of Corrosion PPT FinalsLion ManabatNo ratings yet
- 16 Boq SampleDocument12 pages16 Boq SamplenhelNo ratings yet
- Building Materials Cost Index Dec'23Document1 pageBuilding Materials Cost Index Dec'23Wafiuddin AdhaNo ratings yet
- SW-250 Rev.1.0Document1 pageSW-250 Rev.1.0VICTOR MARCOSNo ratings yet
- Performance of Recycled Aggregate Concrete For M Grade ConcreteDocument7 pagesPerformance of Recycled Aggregate Concrete For M Grade ConcreteAnonymous Qm0zbNkNo ratings yet
- Schedule of Rate For Standard Stock Materials Common SR 2016-17 (11KV System)Document113 pagesSchedule of Rate For Standard Stock Materials Common SR 2016-17 (11KV System)manjunath naikNo ratings yet
- Sikasil 670 Fire - Pds enDocument4 pagesSikasil 670 Fire - Pds enTRI MINTO WIDODONo ratings yet
- 1 s2.0 S2452321619302823 MainDocument6 pages1 s2.0 S2452321619302823 MainDereck FosterNo ratings yet
- Item 702Document18 pagesItem 702Art AV B LimNo ratings yet
- Chapter 01 - Principles of Reinforced Concrete PDFDocument9 pagesChapter 01 - Principles of Reinforced Concrete PDFVatsala PareekNo ratings yet
- Velosit CW 111: High Strength Crystalline Waterproofing SlurryDocument4 pagesVelosit CW 111: High Strength Crystalline Waterproofing SlurryZammar ShahidNo ratings yet
- 4 - Precast Concrete Bridges PDFDocument30 pages4 - Precast Concrete Bridges PDFPacha Khan KhogyaniNo ratings yet
- Mastertop 1273 As: Description PackagingDocument3 pagesMastertop 1273 As: Description PackagingShaik J MohamedNo ratings yet
- Pak Petrochemical: Diamond Gp-550 PDocument2 pagesPak Petrochemical: Diamond Gp-550 PzulfiqarawanNo ratings yet
- Notes of CementDocument8 pagesNotes of CementNEHALJAIN15No ratings yet
- Composite Materials Emt311 Lecture NotesDocument63 pagesComposite Materials Emt311 Lecture NotesN.S Achyuth AnandNo ratings yet
- Indian Schedule Rates-02Document100 pagesIndian Schedule Rates-02abbasNo ratings yet
- TR Super Plasticizer 03Document20 pagesTR Super Plasticizer 03Mostafa Hussein AbdouNo ratings yet
- Particleboard Lec. 4Document10 pagesParticleboard Lec. 4aree.adelNo ratings yet
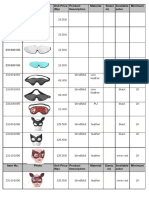
- Item No. Photo Unit Price (RP) Product Description Material Size (C M) Available Color MinimumDocument20 pagesItem No. Photo Unit Price (RP) Product Description Material Size (C M) Available Color Minimumrobiyanto wandooNo ratings yet
- Hardness T Lab ReportDocument6 pagesHardness T Lab ReportDagmawi MenweyeletNo ratings yet
- 20 13 enDocument3 pages20 13 enSariyyaHeydarovaNo ratings yet
- CapScrewgr2 SsDocument2 pagesCapScrewgr2 SsHazimNo ratings yet
- Bamboo Based CompositesDocument22 pagesBamboo Based CompositesAnkush Bajoria100% (1)