You might also like
- Holden Rodeo - DMAX 2003-07 Workshop Manual PDFDocument5,822 pagesHolden Rodeo - DMAX 2003-07 Workshop Manual PDFJames83% (12)
- Vintage CarsDocument15 pagesVintage Carsapi-255583370100% (1)
- RZT ServiceDocument30 pagesRZT ServiceFloyd SellersNo ratings yet
- Caterpillar C10, C12Document8 pagesCaterpillar C10, C12Вячеслав ШапочкаNo ratings yet
- Atsg Transmission 722 8tg Technical ServiceDocument4 pagesAtsg Transmission 722 8tg Technical ServicePete100% (59)
- VW, Audi 7-Speed DSG Clutch Installer & Remover: Item Description OEMDocument12 pagesVW, Audi 7-Speed DSG Clutch Installer & Remover: Item Description OEMAnonymous WzR5h9g8VNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Cat785c D TruckDocument28 pagesCat785c D Truckbanksy875% (4)
- HD785 7 OperationDocument51 pagesHD785 7 OperationSang Sang Barongan100% (10)
- Disassembly: 2Uz-Fe Engine Mechanical - Engine UnitDocument21 pagesDisassembly: 2Uz-Fe Engine Mechanical - Engine UnitMateusz Jaskuła100% (1)
- Index: Fordmotorco. 4F27E TransaxleDocument9 pagesIndex: Fordmotorco. 4F27E TransaxleEdgarditoNo ratings yet
- 1994 Miata Wiring DiagramDocument67 pages1994 Miata Wiring DiagramDavid Lin75% (4)
- Caterpillar Cat 320d2 Excavator Prefix Zcs Service Repair Manual Zcs00001 and Up 1588418836Document23 pagesCaterpillar Cat 320d2 Excavator Prefix Zcs Service Repair Manual Zcs00001 and Up 1588418836rayendra100% (2)
- WheelHorse Hydraulic Lift Accessory 8-4121Document4 pagesWheelHorse Hydraulic Lift Accessory 8-4121Kevins Small Engine and Tractor ServiceNo ratings yet
- Nissan Xtrail Car Book 2016 ENGDocument372 pagesNissan Xtrail Car Book 2016 ENGmutawakkil9majidNo ratings yet
- Dokumen - Tips - Caterpillar Cat m318d Wheeled Excavator Prefix w8p Service Repair Manual w8p00001 and UpDocument23 pagesDokumen - Tips - Caterpillar Cat m318d Wheeled Excavator Prefix w8p Service Repair Manual w8p00001 and UpОлексій РумянцевNo ratings yet
- WheelHorse Three Point Hitch 8-5421 Owners ManualDocument4 pagesWheelHorse Three Point Hitch 8-5421 Owners ManualKevins Small Engine and Tractor Service100% (1)
- SSP 638 Audi Q7 Type 4M Convenience ElectronicsDocument48 pagesSSP 638 Audi Q7 Type 4M Convenience Electronicspeter11No ratings yet
- Sonalika Tractor Big OneDocument24 pagesSonalika Tractor Big OneMandeepSinghNo ratings yet
- Manual Horizontal IOM Envirotech ESPDocument67 pagesManual Horizontal IOM Envirotech ESPOmar RodriguezNo ratings yet
- 06 Transmision y Caja de Cambios Suzuki IntruderDocument23 pages06 Transmision y Caja de Cambios Suzuki Intruderbenjapana100% (2)
- Ford F150 BrochureDocument31 pagesFord F150 BrochureAbhishekNo ratings yet
- XRV 163 & 204 Service ManualDocument65 pagesXRV 163 & 204 Service Manualfrigoremont67% (9)
- HFM Si ManualDocument99 pagesHFM Si ManualamghunterNo ratings yet
- Transmission SystemDocument71 pagesTransmission Systemrijorijorijo100% (1)
- B20DTH InstructionDocument3 pagesB20DTH InstructionАндрей Сидляров100% (1)
- Bendix - Master-Vac - Power Brake Service Manual - 9-208 Supplement No. 1 - OCR - 4 PagesDocument4 pagesBendix - Master-Vac - Power Brake Service Manual - 9-208 Supplement No. 1 - OCR - 4 Pagesgreg titanNo ratings yet
- Windshield Wiper and Washer SystemsDocument22 pagesWindshield Wiper and Washer SystemsChristian MartinezNo ratings yet
- Ots GRSH 250 00Document6 pagesOts GRSH 250 00ABC - Angela GomezNo ratings yet
- Technical Service Information: Component Rebuild SectionDocument4 pagesTechnical Service Information: Component Rebuild SectionEdgarditoNo ratings yet
- Instalacion y Pueta PuntoDocument5 pagesInstalacion y Pueta PuntoBrayan Sánchez ParedesNo ratings yet
- Dokumen - Tips - Planmed Sophie Part2 ServicemanualDocument37 pagesDokumen - Tips - Planmed Sophie Part2 ServicemanualMohammed BenzaidiNo ratings yet
- Caterpillar Cat M322D Wheeled Excavator (Prefix W2S) Service Repair Manual (W2S00001 and Up) PDFDocument22 pagesCaterpillar Cat M322D Wheeled Excavator (Prefix W2S) Service Repair Manual (W2S00001 and Up) PDFfkdmma100% (1)
- Suspension Bushing Service Tool: Go The DistanceDocument2 pagesSuspension Bushing Service Tool: Go The DistancePatricio G. ArrienNo ratings yet
- Harley-Davidson Custom Hand Lever KitDocument3 pagesHarley-Davidson Custom Hand Lever KitelvisandmickNo ratings yet
- tài liệu tham khảoDocument52 pagestài liệu tham khảoTrung Nghia Phan NguyenNo ratings yet
- Chapter H - Parts Replacement & Repair Replacing Sensors & SwitchesDocument99 pagesChapter H - Parts Replacement & Repair Replacing Sensors & SwitchesolegNo ratings yet
- Mico - Switch Replacement InstructionsDocument4 pagesMico - Switch Replacement Instructionscplan-diagNo ratings yet
- Screamin' Eagle Big Twin Compensator: General RemovalDocument4 pagesScreamin' Eagle Big Twin Compensator: General Removalgene_bucketsNo ratings yet
- Interbrake AEBDocument6 pagesInterbrake AEBKarim BaddagNo ratings yet
- Chavter Five: Perform Steps 1-12 Clutch RemovalDocument4 pagesChavter Five: Perform Steps 1-12 Clutch RemovaldarkNo ratings yet
- Repair Instructions: Type Tut 4-, 5-Stage Centrifugal Pumps Grease or Oil Lubricated Ball BearingsDocument12 pagesRepair Instructions: Type Tut 4-, 5-Stage Centrifugal Pumps Grease or Oil Lubricated Ball Bearingsgochi bestNo ratings yet
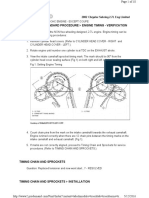
- 02+sebring+2.7+timing+chainDocument10 pages02+sebring+2.7+timing+chainMaushil Salman MarkNo ratings yet
- Overhaul: 1. Remove Valve LifterDocument13 pagesOverhaul: 1. Remove Valve LifterMark Anthony FletcherNo ratings yet
- BALEROSDocument17 pagesBALEROSjulio cesarNo ratings yet
- Orbitrol Repairing 2Document25 pagesOrbitrol Repairing 2Islam ShoukryNo ratings yet
- Tensioning Issues On Chevrolet/Daewoo 16V Petrol EnginesDocument4 pagesTensioning Issues On Chevrolet/Daewoo 16V Petrol EnginesChristobal EngelbreitNo ratings yet
- Unit Injector Synchronization - Adjust: 3114, 3116 and 3126 Industrial, Marine and Generator Set EnginesDocument6 pagesUnit Injector Synchronization - Adjust: 3114, 3116 and 3126 Industrial, Marine and Generator Set EnginesChristian Vinueza VillavicencioNo ratings yet
- Foxboro 13a 13h 15A MiDocument18 pagesFoxboro 13a 13h 15A MiMostshar MoatmnNo ratings yet
- C302 (Revised 1-2009) Manual PDFDocument22 pagesC302 (Revised 1-2009) Manual PDFClifford BernardNo ratings yet
- Tid 0000225 01 PDFDocument3 pagesTid 0000225 01 PDFjoaojitoNo ratings yet
- GEK95157-LM6000 Generator Flexible CouplingDocument12 pagesGEK95157-LM6000 Generator Flexible CouplingsyedNo ratings yet
- Subaru-Legacy 2005 EN Manual de Taller Sistema Transmision Embrague Caja Automatica 1dbe02a483Document45 pagesSubaru-Legacy 2005 EN Manual de Taller Sistema Transmision Embrague Caja Automatica 1dbe02a483miguelNo ratings yet
- 81463015accumulator Charging ValveDocument3 pages81463015accumulator Charging ValveЯрослав ВалькоNo ratings yet
- Power Train: Alternator RemovalDocument6 pagesPower Train: Alternator Removalchaos en venaNo ratings yet
- Fuel NozzleDocument27 pagesFuel NozzleJean P. MuñozNo ratings yet
- 1SV34Document20 pages1SV34yasith madhukaNo ratings yet
- Poner A Tiempo ContourDocument4 pagesPoner A Tiempo ContourJuan Carlos Nuñez CastilloNo ratings yet
- Remoção Bomba 3054Document4 pagesRemoção Bomba 3054carlos nogueiraNo ratings yet
- KN C452 C654 OPC Kit RBI - PN 46973Document12 pagesKN C452 C654 OPC Kit RBI - PN 46973Denis CamachoNo ratings yet
- C6.6 Connecting Rod FittingDocument5 pagesC6.6 Connecting Rod FittingsenNo ratings yet
- Repairs Manual GV 124 GV Av 12 GV Av 14 GV Av 17Document10 pagesRepairs Manual GV 124 GV Av 12 GV Av 14 GV Av 17Juan Carlos Aldea GriñenNo ratings yet
- Instructions: Headlamp Visor KitDocument2 pagesInstructions: Headlamp Visor KitPaco JonesNo ratings yet
- Suspension-Dikonversi 1Document17 pagesSuspension-Dikonversi 1Zero SkillNo ratings yet
- Power System Location Index: Ac5uuw00007216Document51 pagesPower System Location Index: Ac5uuw00007216chí công lêNo ratings yet
- SureShade Instructions Replacing Small ATF Extending Tube 052020Document4 pagesSureShade Instructions Replacing Small ATF Extending Tube 052020Davor GiaconiNo ratings yet
- Repair Instructions: Type A, Af PumpsDocument8 pagesRepair Instructions: Type A, Af Pumpscandra trisilawatiNo ratings yet
- Timing Belt Replacement 2008 Audi A4 20tdiDocument2 pagesTiming Belt Replacement 2008 Audi A4 20tdiJustinas RackauskasNo ratings yet
- Pistons and Connecting Rods - DisassembleDocument4 pagesPistons and Connecting Rods - Disassembleeshopmanual limaNo ratings yet
- Boletin Codigo p0868 PDFDocument13 pagesBoletin Codigo p0868 PDFHania BarajasNo ratings yet
- Full Tilt Feller PDFDocument13 pagesFull Tilt Feller PDFViniciusCamargosNo ratings yet
- JF015E Calibration Parte5Document4 pagesJF015E Calibration Parte5EdgarditoNo ratings yet
- JF015E Calibration Parte2Document4 pagesJF015E Calibration Parte2EdgarditoNo ratings yet
- JF015E Calibration Parte4Document4 pagesJF015E Calibration Parte4EdgarditoNo ratings yet
- JF015E Calibration Parte3Document4 pagesJF015E Calibration Parte3EdgarditoNo ratings yet
- Technical Service Information: Line Pressure TestDocument20 pagesTechnical Service Information: Line Pressure TestEdgarditoNo ratings yet
- Technical Service Information: Automatic Transmission Service GroupDocument7 pagesTechnical Service Information: Automatic Transmission Service GroupEdgarditoNo ratings yet
- Q8 Auto CVT EVO - enDocument1 pageQ8 Auto CVT EVO - enagus ardiantoNo ratings yet
- Stomo: Payment AcknowledgementDocument3 pagesStomo: Payment AcknowledgementgamelymodNo ratings yet
- Edo Float Model Wa 4665: 1/72 ScaleDocument0 pagesEdo Float Model Wa 4665: 1/72 Scaleseafire47No ratings yet
- 2009-Skoda-Superb-User Mannual PDFDocument272 pages2009-Skoda-Superb-User Mannual PDFshyamNo ratings yet
- User Manual CAT DP50K (English - 163 Pages)Document2 pagesUser Manual CAT DP50K (English - 163 Pages)Azwar MuhammadNo ratings yet
- Automatic Trans MissionDocument11 pagesAutomatic Trans Missionsaurabhsharma1990No ratings yet
- Noise, Vibration and Harshness - Noise, Vibration and Harshness (NVH)Document8 pagesNoise, Vibration and Harshness - Noise, Vibration and Harshness (NVH)EimantasNo ratings yet
- SHERP Pro 1000Document2 pagesSHERP Pro 1000testdump64No ratings yet
- Katalog RX King135 2002Document42 pagesKatalog RX King135 2002pidum kejari temanggungNo ratings yet
- Bombas Agua Fan Clutch UsmotorDocument351 pagesBombas Agua Fan Clutch UsmotorFrancisco Javier Almora VicencioNo ratings yet
- LiuGong 2050h Forklift BrochureDocument4 pagesLiuGong 2050h Forklift BrochureEDWIN POLANCONo ratings yet
- Mitsubishi Mirage ConDDocument26 pagesMitsubishi Mirage ConDRoy HernandezNo ratings yet
- Apac Eng FMX Product Guide Euro 3-5-140521Document27 pagesApac Eng FMX Product Guide Euro 3-5-140521mohanNo ratings yet
- The New Škoda Rapid Matte EditionDocument9 pagesThe New Škoda Rapid Matte EditionRahul RanjanNo ratings yet
- Ssangyong Labor Time Guide For ServicesDocument20 pagesSsangyong Labor Time Guide For Servicesmario100% (51)
- LEXUS PERSONALIZED SETTINGS - RXH - With - Nav - LPSDocument5 pagesLEXUS PERSONALIZED SETTINGS - RXH - With - Nav - LPSderegilNo ratings yet
- E19 (B), E20 (C) : Multiplex Communication SystemDocument14 pagesE19 (B), E20 (C) : Multiplex Communication SystemAbbode HoraniNo ratings yet
- 94-41 Ignition Switch Lock Cylinder PDFDocument7 pages94-41 Ignition Switch Lock Cylinder PDFmefisto06cNo ratings yet
- Cupra Leon 2021Document42 pagesCupra Leon 2021Aleksandar PečenkovićNo ratings yet
- 1 Series Hatch (F20) - Specification Guide - 1 Series Hatch (F20) - 0119Document14 pages1 Series Hatch (F20) - Specification Guide - 1 Series Hatch (F20) - 0119Igor DimitrovskiNo ratings yet