You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Lister D Engine ManualDocument29 pagesLister D Engine Manualetr420100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Ramp SectionDocument1 pageRamp SectionBhavya PatelNo ratings yet
- Collection of Windows 10 Hidden Secret Registry TweaksDocument9 pagesCollection of Windows 10 Hidden Secret Registry TweaksLiyoNo ratings yet
- Komatsu Fault Codes ListtxtDocument3 pagesKomatsu Fault Codes ListtxtMaryam88% (8)
- Life Saving Rules Engagement Final Pack June - 2022Document40 pagesLife Saving Rules Engagement Final Pack June - 2022vinil radhakrishna100% (1)
- #500 Series Bearings: Lubo Industries, IncDocument25 pages#500 Series Bearings: Lubo Industries, IncmateenNo ratings yet
- Wiley - Roitt's Essential Immunology, 12th Edition - 978!1!118-23287-3Document3 pagesWiley - Roitt's Essential Immunology, 12th Edition - 978!1!118-23287-3Muhammad RameezNo ratings yet
- Importance of SincerityDocument3 pagesImportance of SinceritymateenNo ratings yet
- Drillsprint 310316aDocument4 pagesDrillsprint 310316amateenNo ratings yet
- Rotating Unions: For Machine Tools, Machining Centers and Transfer LinesDocument44 pagesRotating Unions: For Machine Tools, Machining Centers and Transfer LinesmateenNo ratings yet
- Innovation Is The Future!: Rev. 9/2021 Vasai (E)Document45 pagesInnovation Is The Future!: Rev. 9/2021 Vasai (E)mateenNo ratings yet
- Medium DutyDocument4 pagesMedium DutymateenNo ratings yet
- Export Order No 1617-00491Document2 pagesExport Order No 1617-00491mateenNo ratings yet
- P5 P7 Exar-SurfaceDocument28 pagesP5 P7 Exar-SurfacemateenNo ratings yet
- Tespa IPG CatalogDocument4 pagesTespa IPG CatalogmateenNo ratings yet
- Par-Lupo-Ggn T (A) 16 049004-FailDocument10 pagesPar-Lupo-Ggn T (A) 16 049004-FailmateenNo ratings yet
- Mhis PP GB 55Document90 pagesMhis PP GB 55mateenNo ratings yet
- Lesson 3 Using The Beam Calculator: SolidworksDocument14 pagesLesson 3 Using The Beam Calculator: SolidworksmateenNo ratings yet
- Buildings: Managing Fast-Track Construction Project in Qatar: Challenges and OpportunitiesDocument17 pagesBuildings: Managing Fast-Track Construction Project in Qatar: Challenges and OpportunitiesmateenNo ratings yet
- 8162S Landing Gear and Brake SystemDocument14 pages8162S Landing Gear and Brake SystemmateenNo ratings yet
- YEA KAEPS800000042K Sizing PDFDocument16 pagesYEA KAEPS800000042K Sizing PDFmateenNo ratings yet
- 421 SNDocument1 page421 SNmateenNo ratings yet
- Mechanical and Metal Trades Handbook PDFDocument432 pagesMechanical and Metal Trades Handbook PDFOswaldo NeaveNo ratings yet
- 000 P PQP 50001 001 R0aDocument40 pages000 P PQP 50001 001 R0aHerwin MaghinayNo ratings yet
- METHODOLOG1Document3 pagesMETHODOLOG1Essa M RoshanNo ratings yet
- CH 8 PDFDocument61 pagesCH 8 PDFGaurav Kumar100% (1)
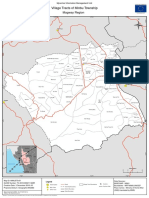
- VT Map Minbu TSP Magway MIMU575v01 01dec10 A3Document1 pageVT Map Minbu TSP Magway MIMU575v01 01dec10 A3Z EntertainmentNo ratings yet
- 4218-Cables Pricing Package BDocument41 pages4218-Cables Pricing Package BJason SecretNo ratings yet
- The Efficacy of Coconut Coir FiberDocument20 pagesThe Efficacy of Coconut Coir FiberRenz GamingNo ratings yet
- Aisc Standard HoleDocument2 pagesAisc Standard HoleMoe Oo HtunNo ratings yet
- Tabla 132 TT - ASME B31.1Document1 pageTabla 132 TT - ASME B31.1Manuel Alejandro González MarcanoNo ratings yet
- 2020 04 29T19 24 03 - R3dlogDocument9 pages2020 04 29T19 24 03 - R3dlogConfusTrefleNo ratings yet
- 11 MIG+MAG+TorchesDocument5 pages11 MIG+MAG+TorchesLLNo ratings yet
- Boq Pandak Gede - Revisi 1 - Aluminium AlexindoDocument6 pagesBoq Pandak Gede - Revisi 1 - Aluminium AlexindonurcitabudiNo ratings yet
- RTIRDocument19 pagesRTIRHatem GharbiNo ratings yet
- STudyScheme TownhallDocument12 pagesSTudyScheme TownhallNicoleNo ratings yet
- CSE 421 ID: 18101085 Application Layer Protocols (HTTP - Smtp/Pop) Examination LabDocument5 pagesCSE 421 ID: 18101085 Application Layer Protocols (HTTP - Smtp/Pop) Examination LabsaminNo ratings yet
- Iso 8528-5 2013Document42 pagesIso 8528-5 2013Kalaimany ArumuggamNo ratings yet
- Fireeye HX Series: HX 4400, HX 4400D, HX 4402, HX 9402: Fips 140-2 Security Policy V0.5Document27 pagesFireeye HX Series: HX 4400, HX 4400D, HX 4402, HX 9402: Fips 140-2 Security Policy V0.5hbnjknwvnffkjrpaadttirvorgNo ratings yet
- Exam TemplateDocument6 pagesExam TemplateRedan PabloNo ratings yet
- Scope Migration HSM Futurex 2 Payshield v03022022Document9 pagesScope Migration HSM Futurex 2 Payshield v03022022nationaliste surdimentionéNo ratings yet
- Didrot EffectDocument1 pageDidrot EffectraghavkaleNo ratings yet
- PPSC Lecturer Math (2017) Available QuestionsDocument5 pagesPPSC Lecturer Math (2017) Available QuestionsMujahid KhanNo ratings yet
- 1E Multiply and Divide Scientific NotationDocument16 pages1E Multiply and Divide Scientific NotationJm HaddadNo ratings yet
- Software Project Management (SPM) - Lecture-12Document19 pagesSoftware Project Management (SPM) - Lecture-12khushi_modakNo ratings yet
- ABB Ellipse APM Edge - BrochureDocument8 pagesABB Ellipse APM Edge - BrochureCarlos JaraNo ratings yet
- Vivid E95: Patient Care. ElevatedDocument5 pagesVivid E95: Patient Care. Elevatedfarouk beNo ratings yet