You might also like
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965From EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965No ratings yet
- Stahl - PUDSDocument29 pagesStahl - PUDSsusanasusana_No ratings yet
- Geotextiles and Geomembranes HandbookFrom EverandGeotextiles and Geomembranes HandbookT.S. IngoldRating: 5 out of 5 stars5/5 (1)
- Nuplex Product Brochure Feb 2016Document28 pagesNuplex Product Brochure Feb 2016Forever50% (2)
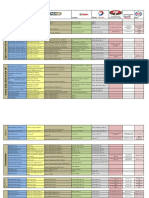
- Rubber Chemical Resistance Chart V001MAR17Document27 pagesRubber Chemical Resistance Chart V001MAR17Deepak patilNo ratings yet
- Emkarate RL-katalog Comparativo Otros Aceites DAVEDocument7 pagesEmkarate RL-katalog Comparativo Otros Aceites DAVEDiego Alejandro Villarejo EscobarNo ratings yet
- Izel Kimya Urun Katalog en - 20082022140320 2 - 17112023164927 2Document46 pagesIzel Kimya Urun Katalog en - 20082022140320 2 - 17112023164927 2Onur DNo ratings yet
- Petroleum Cross Reference GuideDocument1 pagePetroleum Cross Reference GuideahdyiNo ratings yet
- Viacryl SC 303/65Xb: Technical Datasheet Liquid Coating Resins and AdditivesDocument2 pagesViacryl SC 303/65Xb: Technical Datasheet Liquid Coating Resins and AdditivesFadi MagdyNo ratings yet
- 419 - Composites Catalogue-AtulDocument12 pages419 - Composites Catalogue-AtulVaittianathan Mahavapillai100% (1)
- ANSYSd BListDocument114 pagesANSYSd BListAnonymous nfHBPXz178No ratings yet
- Epiclon Epiclon: Standard Products Epoxy Resins & Curing AgentsDocument17 pagesEpiclon Epiclon: Standard Products Epoxy Resins & Curing AgentskamalnandreNo ratings yet
- Tank Lining Chart 1-26-10Document2 pagesTank Lining Chart 1-26-10Guatemalan1979No ratings yet
- Dic Epoxy enDocument18 pagesDic Epoxy enSoonwook JangNo ratings yet
- MacrynalDocument2 pagesMacrynalMuhammad AhsanNo ratings yet
- Phenoline Tank Shield PDSDocument4 pagesPhenoline Tank Shield PDSNaveed AhmedNo ratings yet
- Everlube 620 TDSDocument2 pagesEverlube 620 TDSValentinNo ratings yet
- Macrynal SM 540 60X - en - A4Document2 pagesMacrynal SM 540 60X - en - A4arslanNo ratings yet
- HillsMcCanna Chem GuideDocument25 pagesHillsMcCanna Chem GuideShaik IrshadNo ratings yet
- Capacidades Flota DANDDocument7 pagesCapacidades Flota DANDroster22No ratings yet
- Chemical Resistance Chart: What We Need To KnowDocument7 pagesChemical Resistance Chart: What We Need To Knowcipta karyaNo ratings yet
- Bulletin 6853 New! Series 60 90 Optional EPR SiC SiC Seal 7 2010 PDFDocument4 pagesBulletin 6853 New! Series 60 90 Optional EPR SiC SiC Seal 7 2010 PDFAnonymous 7xHNgoKE6eNo ratings yet
- GCColumnsDocument4 pagesGCColumnsasel ppNo ratings yet
- Kraton Adhesive BrochureDocument14 pagesKraton Adhesive BrochureTélémaqueNo ratings yet
- Aesthetic Topcoat Guide SWDocument8 pagesAesthetic Topcoat Guide SWjennifergiannouNo ratings yet
- DEGALAN® For Metal Coatings (English)Document2 pagesDEGALAN® For Metal Coatings (English)Manoj Lalita GoswamiNo ratings yet
- Chemical Resistance Guide Feb 2019Document28 pagesChemical Resistance Guide Feb 2019Henry AguileraNo ratings yet
- LSI Dakota Series Spec Sheet 6-87Document2 pagesLSI Dakota Series Spec Sheet 6-87Alan MastersNo ratings yet
- Coatings - Competitive Crossover 2013 R2Document127 pagesCoatings - Competitive Crossover 2013 R2g_milburnNo ratings yet
- Solder Paste LiteratureDocument1 pageSolder Paste LiteraturescmeswarNo ratings yet
- Cepsa Fundicol Synt Ehc: Lubricants For Industrial UseDocument2 pagesCepsa Fundicol Synt Ehc: Lubricants For Industrial UseVladislav TrempoletsNo ratings yet
- Shell Rotella T5 15W-40 Synthetic Blend Technology: All The Hard Work You Expect, Only BetterDocument2 pagesShell Rotella T5 15W-40 Synthetic Blend Technology: All The Hard Work You Expect, Only BetterRonald BarriosNo ratings yet
- Couplant Comparison and Specification ChartDocument1 pageCouplant Comparison and Specification ChartdantegimenezNo ratings yet
- Lubricantequivanlents 170109182208Document3 pagesLubricantequivanlents 170109182208Darren DuncanNo ratings yet
- Ecoalube642TDS PDFDocument2 pagesEcoalube642TDS PDFDkC gunsNo ratings yet
- Crosslinker CX-100: Key BenefitsDocument7 pagesCrosslinker CX-100: Key BenefitsGarvit GuptaNo ratings yet
- TDS TH 7302Document3 pagesTDS TH 7302Polem IskandarNo ratings yet
- Durlon HandbookDocument26 pagesDurlon HandbookFranco TadayNo ratings yet
- Latapoxy SP 100 TDSDocument3 pagesLatapoxy SP 100 TDSBithika DattaNo ratings yet
- Polyrib Catalogue PDF NEW PDFDocument16 pagesPolyrib Catalogue PDF NEW PDFsekarNo ratings yet
- Selection Chart - Lamination SLDocument1 pageSelection Chart - Lamination SLayman emmadNo ratings yet
- Industrial Products - Version 4.0.0: Product Code Description Pack DescriptionDocument4 pagesIndustrial Products - Version 4.0.0: Product Code Description Pack DescriptionShaara NeyNo ratings yet
- Volvo WB 1 Bulletins TransWay WBDocument2 pagesVolvo WB 1 Bulletins TransWay WBCostaNo ratings yet
- Volvo WB 1 Bulletins TransWay WB PDFDocument2 pagesVolvo WB 1 Bulletins TransWay WB PDFmhan imanNo ratings yet
- DefomerDocument37 pagesDefomerKassahun LeykunNo ratings yet
- Thermosetting Marine ResinDocument32 pagesThermosetting Marine ResinN.S CompanyNo ratings yet
- Polymer Families PDFDocument11 pagesPolymer Families PDFLucasNo ratings yet
- Release Coats Presentation PSTCDocument26 pagesRelease Coats Presentation PSTCShawn ZhengNo ratings yet
- Product Brochure: Glassfiber Reinforced ProductsDocument36 pagesProduct Brochure: Glassfiber Reinforced Productsrohitbhagat005No ratings yet
- Aero HF585BDocument2 pagesAero HF585BcarmaNo ratings yet
- Ultrasonic Couplant Comparison GuideDocument1 pageUltrasonic Couplant Comparison GuideRoyal AccessoriesNo ratings yet
- Aerospace Fuel Tank SealantDocument4 pagesAerospace Fuel Tank SealantAznil aznilNo ratings yet
- Stock Material Per TGL 29 Nov 2021Document14 pagesStock Material Per TGL 29 Nov 2021Reza AlfiansyahNo ratings yet
- Anodizing and Aluminum (NA) Line Card Update R2 PreviewDocument6 pagesAnodizing and Aluminum (NA) Line Card Update R2 PreviewGreenwatt QuyNo ratings yet
- Oil Product List 052018Document2 pagesOil Product List 052018Leo maoNo ratings yet
- LSI Dakota Series Spec Sheet 10-90Document2 pagesLSI Dakota Series Spec Sheet 10-90Alan MastersNo ratings yet
- Derakane - Tech SupportDocument32 pagesDerakane - Tech SupportJainam ShahNo ratings yet
- PlasmetDocument2 pagesPlasmetShaik DawoodNo ratings yet
- Pretreatment and dyeing chemical requirementsDocument5 pagesPretreatment and dyeing chemical requirementsA Rahman OpuNo ratings yet
- Rust Preventative GuideDocument11 pagesRust Preventative GuideEduardo Fuentes Renner100% (1)
- Preparation of Activated Carbon From SilDocument5 pagesPreparation of Activated Carbon From SilDewiNo ratings yet
- evacon-r archival adhesive-msdsDocument7 pagesevacon-r archival adhesive-msdsDewiNo ratings yet
- Foamcure PSP-1930 - Pulp & Paper MillsDocument1 pageFoamcure PSP-1930 - Pulp & Paper MillsDewiNo ratings yet
- Presented By: Laminating Adhesives For Flexible PackagingDocument14 pagesPresented By: Laminating Adhesives For Flexible PackagingKarim BoudaouchNo ratings yet
- Central Brand Wat BrochureDocument12 pagesCentral Brand Wat BrochureDewiNo ratings yet
- Fibers and Textile Englisch M 252 Nzing Chemie GMBHDocument32 pagesFibers and Textile Englisch M 252 Nzing Chemie GMBHDewiNo ratings yet
- Dispercoll U 54Document3 pagesDispercoll U 54ID ICVONo ratings yet
- SP100 - (75 Mic) TdsDocument1 pageSP100 - (75 Mic) TdsDewiNo ratings yet
- Fibers and Textile Englisch M 252 Nzing Chemie GMBHDocument32 pagesFibers and Textile Englisch M 252 Nzing Chemie GMBHDewiNo ratings yet
- TDS - Acronal V 212Document1 pageTDS - Acronal V 212DewiNo ratings yet
- Standard Specification: Coltec Is The Leader in TheDocument1 pageStandard Specification: Coltec Is The Leader in TheDewiNo ratings yet
- Rl-Brt-A 190109 093450Document2 pagesRl-Brt-A 190109 093450DewiNo ratings yet
- Deep Convolutional Neural Network Exploiting Transfer Learning For Country Recognition by Classifying Passport CoverDocument5 pagesDeep Convolutional Neural Network Exploiting Transfer Learning For Country Recognition by Classifying Passport CoverDewiNo ratings yet
- PHA19-014 Agrimer AL BrochureDocument8 pagesPHA19-014 Agrimer AL BrochureDewiNo ratings yet
- Teslin: Quick OverviewDocument3 pagesTeslin: Quick OverviewDewiNo ratings yet
- 14hf-Pds Magna MicrDocument3 pages14hf-Pds Magna MicrDewiNo ratings yet
- Barista 29 - Hugo IndratnoDocument18 pagesBarista 29 - Hugo IndratnoDewiNo ratings yet
- NipsilR Precipitated Silica Grades for Paints, Papers and MoreDocument16 pagesNipsilR Precipitated Silica Grades for Paints, Papers and MoreDewiNo ratings yet
- MSDS Uv 2Document14 pagesMSDS Uv 2DewiNo ratings yet
- Xiamen Empire New Material Technology Co., LTDDocument1 pageXiamen Empire New Material Technology Co., LTDDewiNo ratings yet
- Pt. Pura Nusapersada: Divisi Pura Holo PerdanaDocument2 pagesPt. Pura Nusapersada: Divisi Pura Holo PerdanaDewiNo ratings yet
- Barista 7 - Zinnia NizarDocument13 pagesBarista 7 - Zinnia NizarDewiNo ratings yet
- Barista 1 - Arlita & Mayang GitaDocument16 pagesBarista 1 - Arlita & Mayang GitaDewiNo ratings yet
- Coping with Negative Emotions Through Art for Adolescents in the PandemicDocument11 pagesCoping with Negative Emotions Through Art for Adolescents in the PandemicDewiNo ratings yet
- Barista 1 - Arlita & Mayang GitaDocument16 pagesBarista 1 - Arlita & Mayang GitaDewiNo ratings yet
- Keynote - Rangga WisenoDocument20 pagesKeynote - Rangga WisenoDewiNo ratings yet
- Test Report GB 4806 2016 Bio Natura 1Document7 pagesTest Report GB 4806 2016 Bio Natura 1DewiNo ratings yet
- Barista 7 - Zinnia NizarDocument13 pagesBarista 7 - Zinnia NizarDewiNo ratings yet
- Barista 29 - Hugo IndratnoDocument18 pagesBarista 29 - Hugo IndratnoDewiNo ratings yet
- Student Engagement Through DifferentiationDocument21 pagesStudent Engagement Through DifferentiationDewiNo ratings yet
- Self-Confidence and Satisfaction Among Nursing Students With The Use of High Fidelity Simulation at Arab American University, PalestineDocument10 pagesSelf-Confidence and Satisfaction Among Nursing Students With The Use of High Fidelity Simulation at Arab American University, PalestineArianna Jasmine MabungaNo ratings yet
- UK-India Coffee Market ReportDocument27 pagesUK-India Coffee Market ReportNikhil MunjalNo ratings yet
- Articol Final Rev MG-MK LB Engleza - Clinica Virtuala OnlineDocument14 pagesArticol Final Rev MG-MK LB Engleza - Clinica Virtuala Onlineadina1971No ratings yet
- Basic Concepts On Laboratory Biosafety and BiosecurityDocument3 pagesBasic Concepts On Laboratory Biosafety and BiosecurityGwynneth EuriccaNo ratings yet
- Aprinnova Simply Solid One Page SummaryDocument2 pagesAprinnova Simply Solid One Page SummaryPatrick FlowerdayNo ratings yet
- Water Hardness Case StudyDocument15 pagesWater Hardness Case StudyTaima GhNo ratings yet
- Crystal-Phase Transitions and Photocatalysis in Supramolecular Scaffolds (2017)Document8 pagesCrystal-Phase Transitions and Photocatalysis in Supramolecular Scaffolds (2017)Louis Peronet VergaraNo ratings yet
- Phytochemical Analysis of Plant of Cissus QuadrangularisDocument7 pagesPhytochemical Analysis of Plant of Cissus QuadrangularisIJRASETPublicationsNo ratings yet
- The Death Penalty-Literature ReviewDocument4 pagesThe Death Penalty-Literature Reviewapi-582834189No ratings yet
- Clearing Clutter With Eft PDFDocument23 pagesClearing Clutter With Eft PDFIftikhar Hassun100% (2)
- New Tunnel Boring MachineDocument7 pagesNew Tunnel Boring Machinealvaroaac4100% (1)
- InTENSitySelectCombo II QSGDocument2 pagesInTENSitySelectCombo II QSGQiyao LeongNo ratings yet
- Condensate Drain Calculation - Lab AHU PDFDocument1 pageCondensate Drain Calculation - Lab AHU PDFAltaf KhanNo ratings yet
- UntitledDocument10 pagesUntitledVeneta GizdakovaNo ratings yet
- Swancor 901 Data SheetDocument2 pagesSwancor 901 Data SheetErin Guillermo33% (3)
- Parasitic Draw ChartDocument9 pagesParasitic Draw Chartlionellin83No ratings yet
- ZHINENG Qigong Breathing Exercises ZBEDocument12 pagesZHINENG Qigong Breathing Exercises ZBELong Le100% (4)
- Dycaico Vs SssDocument1 pageDycaico Vs SssGladys Bustria OrlinoNo ratings yet
- English Hand Out for Class 3Document19 pagesEnglish Hand Out for Class 3Pat WibawaNo ratings yet
- Common Admission Test (CAT) 2020 Admit Card: BarcodeDocument2 pagesCommon Admission Test (CAT) 2020 Admit Card: BarcodeViraaj ThakurNo ratings yet
- Calcium chloride MSDSDocument5 pagesCalcium chloride MSDSDarshilNo ratings yet
- SvagreementDocument28 pagesSvagreementRowena RayosNo ratings yet
- Service Manual: Side by Side S20B RSB21-A/GDocument16 pagesService Manual: Side by Side S20B RSB21-A/GjicutuNo ratings yet
- Diagnostic Test Science 5Document7 pagesDiagnostic Test Science 5Rex Russel SalemNo ratings yet
- Ethnomusicology in Times of TroubleDocument15 pagesEthnomusicology in Times of TroubleLéo Corrêa BomfimNo ratings yet
- TBT Accident Prevention 1Document2 pagesTBT Accident Prevention 1zaimNo ratings yet
- Ijpcr 22 309Document6 pagesIjpcr 22 309Sriram NagarajanNo ratings yet
- h04 High Sulphidation Epithermal Au Ag CuDocument6 pagesh04 High Sulphidation Epithermal Au Ag CuErenz Emerald AlexandriteNo ratings yet
- Incident Accident FormDocument4 pagesIncident Accident Formsaravanan ssNo ratings yet
- Nanostrength Block Copolymers For Epoxy TougheningDocument5 pagesNanostrength Block Copolymers For Epoxy TougheningRonald GeorgeNo ratings yet