You might also like
- Evolution of Carbide Precipitates in 2.25Cr-1Mo Steel During Long-Term Service in A Power PlantDocument7 pagesEvolution of Carbide Precipitates in 2.25Cr-1Mo Steel During Long-Term Service in A Power PlantRogger Asmat VasquezNo ratings yet
- Materials Letters: Y.Y. Song, X.Y. Li, L.J. Rong, D.H. Ping, F.X. Yin, Y.Y. LiDocument4 pagesMaterials Letters: Y.Y. Song, X.Y. Li, L.J. Rong, D.H. Ping, F.X. Yin, Y.Y. LiGhazal NanaaNo ratings yet
- Effect of The Molybdenum On The Microstructural and Mechanical Properties of Hadfield Austenitic Manganese SteelDocument8 pagesEffect of The Molybdenum On The Microstructural and Mechanical Properties of Hadfield Austenitic Manganese SteelharikaNo ratings yet
- Qin2015 Article CorrosionBehaviorOfTheFrictionDocument12 pagesQin2015 Article CorrosionBehaviorOfTheFrictionDilipSinghNo ratings yet
- Influence of Tungsten and Carbon Addition On Electrochemical Behaviour of 9 % CR Creep-Resistant SteelDocument6 pagesInfluence of Tungsten and Carbon Addition On Electrochemical Behaviour of 9 % CR Creep-Resistant SteelElMacheteDelHuesoNo ratings yet
- Horing 2010 - Characterization of Reverted Austenite During Prolonged Ageing of Maraging - ORIGINALDocument5 pagesHoring 2010 - Characterization of Reverted Austenite During Prolonged Ageing of Maraging - ORIGINALIAragaoNo ratings yet
- Crystallographic Characterizations of Eutectic and Secondary Carbides in A Fe-12Cr-2.5Mo-1.5W-3V-1.25C AlloyDocument7 pagesCrystallographic Characterizations of Eutectic and Secondary Carbides in A Fe-12Cr-2.5Mo-1.5W-3V-1.25C AlloyCHONKARN CHIABLAMNo ratings yet
- Electron Microscopy and Microanalysis of Steel Weld Joints After Long Time Exposures at High TemperaturesDocument10 pagesElectron Microscopy and Microanalysis of Steel Weld Joints After Long Time Exposures at High TemperaturesJEANNINA BULEJE CASTILLONo ratings yet
- Corrosion Behavior of Plain Carbon Steels Under Different Heat Treatment Conditions in Freely Aerated 3.5% NaCl SolutionDocument62 pagesCorrosion Behavior of Plain Carbon Steels Under Different Heat Treatment Conditions in Freely Aerated 3.5% NaCl SolutionDra. Nelly Abigail Rodríguez RosalesNo ratings yet
- Materials Chemistry and Physics: Maryam Soleimani, Hamed Mirzadeh, Changiz DehghanianDocument7 pagesMaterials Chemistry and Physics: Maryam Soleimani, Hamed Mirzadeh, Changiz Dehghanianahmed ezwaiNo ratings yet
- Heat Treatment Effect On P91 SteelDocument7 pagesHeat Treatment Effect On P91 SteelChandan PandeyNo ratings yet
- Influence of Heat Treatment on Microstructure and Wear of Zn-Al AlloysDocument9 pagesInfluence of Heat Treatment on Microstructure and Wear of Zn-Al AlloysYersonAmayaNo ratings yet
- Materials Characterization: V. Thomas Paul, S. Saroja, S.K. Albert, T. Jayakumar, E. Rajendra KumarDocument12 pagesMaterials Characterization: V. Thomas Paul, S. Saroja, S.K. Albert, T. Jayakumar, E. Rajendra KumargardenergardenerNo ratings yet
- Materials Science and Engineering ADocument8 pagesMaterials Science and Engineering Aermes_il_fisicoNo ratings yet
- Mahmoudiniya2017 Article TheEffectOfColdRollingOnMicrosDocument9 pagesMahmoudiniya2017 Article TheEffectOfColdRollingOnMicrosShyam VsNo ratings yet
- Effect of Intergranular Precipitation On The Internal Oxidation Behavior of CR - MN-N Austenitic Stainless SteelsDocument8 pagesEffect of Intergranular Precipitation On The Internal Oxidation Behavior of CR - MN-N Austenitic Stainless SteelsDomingo FernándezNo ratings yet
- Corrosion Science: Qianlin Wu, Zhonghua Zhang, Xiaoming Dong, Jianqiang YangDocument9 pagesCorrosion Science: Qianlin Wu, Zhonghua Zhang, Xiaoming Dong, Jianqiang YangMiguel SolisNo ratings yet
- En8 CharpyDocument10 pagesEn8 CharpyfailureanalystNo ratings yet
- Evaluation of Performance of Resistance Spot Welded Joints With DifferentDocument8 pagesEvaluation of Performance of Resistance Spot Welded Joints With DifferentJoselo HRNo ratings yet
- Some Studies On P91 Steel and Their WeldmentsDocument112 pagesSome Studies On P91 Steel and Their WeldmentsBurag HamparyanNo ratings yet
- Effect_of_steel_composition_and_slag_proDocument5 pagesEffect_of_steel_composition_and_slag_proAbhinandan ChatterjeeNo ratings yet
- E. Schmidova i dr. Zavarljivost čelika s visokim udjelom manganaDocument4 pagesE. Schmidova i dr. Zavarljivost čelika s visokim udjelom manganaRam KadamNo ratings yet
- Retained Austenite and PittingDocument6 pagesRetained Austenite and PittingSuhaib AshrafNo ratings yet
- Aging Behavior and Mechanical Properties of Maraging Steels in The Presence of Submicrocrystalline Laves Phase ParticlesDocument6 pagesAging Behavior and Mechanical Properties of Maraging Steels in The Presence of Submicrocrystalline Laves Phase ParticlesMarcelo de Freitas DantasNo ratings yet
- CF6 2013 MicrostructureDocument5 pagesCF6 2013 MicrostructureJ. VanajaNo ratings yet
- ASTM Paper Material Science and ManagementDocument19 pagesASTM Paper Material Science and ManagementMerviNo ratings yet
- Metals 11 01121Document18 pagesMetals 11 01121Izod GetterNo ratings yet
- Study of Pipeline Steels With Acicular Ferrite MicDocument6 pagesStudy of Pipeline Steels With Acicular Ferrite MicPaulo HenriqueNo ratings yet
- Rebecca Schaller Qualifying ExamDocument11 pagesRebecca Schaller Qualifying Examngotha ngommalaNo ratings yet
- The Study of Corrosion and Wear Resistance of CoppDocument9 pagesThe Study of Corrosion and Wear Resistance of CoppNoura Nour ElshamsNo ratings yet
- (Advances in Materials Science) Assessment of Fitness For Service of Cr-Mo Steel Tubes in Catalytic Reforming Charge HeatersDocument10 pages(Advances in Materials Science) Assessment of Fitness For Service of Cr-Mo Steel Tubes in Catalytic Reforming Charge HeatersM ANo ratings yet
- Creep ResistanceDocument16 pagesCreep Resistancefernandosimic96No ratings yet
- Clarke2014 CarbidesDocument11 pagesClarke2014 CarbidesmadyeNo ratings yet
- Materials Characterization: SciencedirectDocument7 pagesMaterials Characterization: SciencedirectSmruti Ranjan PattanayakNo ratings yet
- 73 Ijmperdjun201973Document6 pages73 Ijmperdjun201973TJPRC PublicationsNo ratings yet
- Advantages and Limitations of Martensitic Steels For FusionDocument4 pagesAdvantages and Limitations of Martensitic Steels For FusionClaudia MmsNo ratings yet
- 59 - 1 - Begic HadzipasicDocument10 pages59 - 1 - Begic HadzipasicGéssica PalaoroNo ratings yet
- Effects of Cold Rolling On The Microstructure and Mechanical Properties of Fe-Ni-Mn-Mo-Ti-Cr Maraging SteelsDocument6 pagesEffects of Cold Rolling On The Microstructure and Mechanical Properties of Fe-Ni-Mn-Mo-Ti-Cr Maraging SteelsrizkiNo ratings yet
- jp4 2004122010Document5 pagesjp4 2004122010bhushanrNo ratings yet
- Thermoplastic Deformation of Ladle-Treated Hadfield Steel With Free Crack SusceptibilityDocument14 pagesThermoplastic Deformation of Ladle-Treated Hadfield Steel With Free Crack SusceptibilityinekNo ratings yet
- Mechanical and Corrosion Properties of Low-Carbon Steel Prepared by Friction Stir ProcessingDocument8 pagesMechanical and Corrosion Properties of Low-Carbon Steel Prepared by Friction Stir ProcessingSandolu Samuel TeoNo ratings yet
- Effect of Welding On Microstructure and Mechanical Properties of An Industrial Low Carbon SteelDocument5 pagesEffect of Welding On Microstructure and Mechanical Properties of An Industrial Low Carbon Steelmalika_00No ratings yet
- Carburization of Austenitic and Ferritic Stainless Steels in Liquid SodiumDocument24 pagesCarburization of Austenitic and Ferritic Stainless Steels in Liquid Sodium鄭勝元No ratings yet
- On Coherent Carbonitride Precipitation in Commercial Microalloyed SteelsDocument11 pagesOn Coherent Carbonitride Precipitation in Commercial Microalloyed SteelsskNo ratings yet
- Microstructure, Properties and Welding of T24 Steel - Critical ReviewDocument9 pagesMicrostructure, Properties and Welding of T24 Steel - Critical Reviewahmed saiedNo ratings yet
- Rana2007 PDFDocument4 pagesRana2007 PDFjohn paulNo ratings yet
- Elrefaey 2010Document7 pagesElrefaey 2010mojtaba nNo ratings yet
- Nondestructive Evaluation of Thermally Degraded SteelDocument5 pagesNondestructive Evaluation of Thermally Degraded SteelPhung Tuan AnhNo ratings yet
- Baking Effect On Desorption of Diffusible HydrogenDocument14 pagesBaking Effect On Desorption of Diffusible Hydrogenkhalid muhammadNo ratings yet
- Type IV Cracking ReviewDocument9 pagesType IV Cracking ReviewKuthuraikaranNo ratings yet
- Structural and Spectroscopic Characterisations of The Surface Oxide Scales and Inclusions Present On Edge-Burst Hot-Rolled Steel CoilsDocument8 pagesStructural and Spectroscopic Characterisations of The Surface Oxide Scales and Inclusions Present On Edge-Burst Hot-Rolled Steel CoilsmusonlyNo ratings yet
- NDT Characterization of Decarburization of Steel After Long-Time AnnealingDocument9 pagesNDT Characterization of Decarburization of Steel After Long-Time AnnealingSHUBHNo ratings yet
- 1 s2.0 S2352179123000947 MainDocument10 pages1 s2.0 S2352179123000947 MainLUIS DAVID RODRIGUEZ NU¥EZNo ratings yet
- Stainless Steels: Corrosion-Resistant Steels For Force-Measuring Elastic MembersDocument5 pagesStainless Steels: Corrosion-Resistant Steels For Force-Measuring Elastic MembersSinhro018No ratings yet
- Metal2021 Ingber MetalDocument8 pagesMetal2021 Ingber MetalAlex VegaNo ratings yet
- Kinetics Simulation of MNS Precipitation in Electrical SteelDocument5 pagesKinetics Simulation of MNS Precipitation in Electrical Steelmiltone87No ratings yet
- Toughness of 2,25Cr-1Mo Steel and Weld Metal: Articles You May Be Interested inDocument8 pagesToughness of 2,25Cr-1Mo Steel and Weld Metal: Articles You May Be Interested inNathalieHemmelmannNo ratings yet
- Research ArticleDocument11 pagesResearch Articlezaman ahmadNo ratings yet
- Ultra-High Temperature Ceramics: Materials for Extreme Environment ApplicationsFrom EverandUltra-High Temperature Ceramics: Materials for Extreme Environment ApplicationsWilliam G. FahrenholtzNo ratings yet
- Effect of heat treatment on hardness and microstructure of manganese steelDocument8 pagesEffect of heat treatment on hardness and microstructure of manganese steelndeminNo ratings yet
- HomeworkDocument3 pagesHomeworkndeminNo ratings yet
- Metals 08 00734 PDFDocument18 pagesMetals 08 00734 PDFndeminNo ratings yet
- Hadfield ASTM A128Document18 pagesHadfield ASTM A128ndeminNo ratings yet
- Metode Untuk Menghitung Stacking Fault Energy (SFE)Document4 pagesMetode Untuk Menghitung Stacking Fault Energy (SFE)ndeminNo ratings yet
- Extracted Pages From 2019. ERM Implementation and Firm Performance - Evidence From The Malaysian Oil and Gas IndustryDocument2 pagesExtracted Pages From 2019. ERM Implementation and Firm Performance - Evidence From The Malaysian Oil and Gas IndustryndeminNo ratings yet
- Extracted Pages From 2019. ERM Implementation and Firm Performance - Evidence From The Malaysian Oil and Gas IndustryDocument2 pagesExtracted Pages From 2019. ERM Implementation and Firm Performance - Evidence From The Malaysian Oil and Gas IndustryndeminNo ratings yet
- Petroleum Industry StructureDocument66 pagesPetroleum Industry StructurendeminNo ratings yet
- Cost Calculation of Constructions Series of Types: of Achievements in Materials and Manufacturing EngineeringDocument8 pagesCost Calculation of Constructions Series of Types: of Achievements in Materials and Manufacturing EngineeringndeminNo ratings yet
- 26 Broaching - Principles, Systems and ApplicationsDocument16 pages26 Broaching - Principles, Systems and ApplicationsPRASAD326100% (2)
- 3923Document8 pages3923ndeminNo ratings yet
- P. Smith Drawing For Engineering 2000Document212 pagesP. Smith Drawing For Engineering 2000ozcanokNo ratings yet
- Metals 08 00734 PDFDocument18 pagesMetals 08 00734 PDFndeminNo ratings yet
- Hadfields Manganese SteelDocument3 pagesHadfields Manganese SteelndeminNo ratings yet
- Emse201 Finalexam Spring00Document9 pagesEmse201 Finalexam Spring00ndeminNo ratings yet
- Theory of Metal 2Document35 pagesTheory of Metal 2ndeminNo ratings yet
- Adv ImpellerDocument1 pageAdv ImpellerndeminNo ratings yet
- Coventry University Academic Calendar 2010/2011Document3 pagesCoventry University Academic Calendar 2010/2011ndeminNo ratings yet
- Grade DescriptorsDocument2 pagesGrade DescriptorsndeminNo ratings yet
- Blooms Taxonomy in Full - Excellent, Clear VersDocument4 pagesBlooms Taxonomy in Full - Excellent, Clear VersangelicuprisingNo ratings yet
- Application Data Mozilla Firefox Profiles Ovqe7mckDocument10 pagesApplication Data Mozilla Firefox Profiles Ovqe7mckndeminNo ratings yet
- Lesson 2 Ortho To IsoDocument13 pagesLesson 2 Ortho To IsondeminNo ratings yet
- Autocad NotesDocument53 pagesAutocad Notesadnan100% (7)
- Quantum Numbers and Atomic Structure 353637Document6 pagesQuantum Numbers and Atomic Structure 353637ndeminNo ratings yet
- Counter BoreDocument2 pagesCounter BorendeminNo ratings yet
- Materials Science and Engineering 01Document57 pagesMaterials Science and Engineering 01ndeminNo ratings yet
- Lesson 2 Ortho To IsoDocument13 pagesLesson 2 Ortho To IsondeminNo ratings yet
- MatscienceDocument13 pagesMatscienceapi-73325304No ratings yet
- Crystal Lo Graphic PlanesDocument22 pagesCrystal Lo Graphic PlanesMark GlleeNo ratings yet
- HEAT TRANSFERDocument28 pagesHEAT TRANSFERSayantan ChakrabortyNo ratings yet
- Electrocoagulacion y Electroflotacion PDFDocument14 pagesElectrocoagulacion y Electroflotacion PDFbryan beltran adrianNo ratings yet
- Materials Science in Semiconductor ProcessingDocument10 pagesMaterials Science in Semiconductor ProcessingAlejandro NigendaNo ratings yet
- Learn About Synthesis of Epoxy Resin (40Document4 pagesLearn About Synthesis of Epoxy Resin (40Rosni hasanNo ratings yet
- Analisa Pengaruh Diameter Impeller Terhadap Kapasitas Dan Penurunan Tekanan Blower SentrifugalDocument10 pagesAnalisa Pengaruh Diameter Impeller Terhadap Kapasitas Dan Penurunan Tekanan Blower SentrifugalMuwafiqah MarwaNo ratings yet
- Gifts of The Essential Oils - Adam Barralet, Vanessa Jean Boscarello OvensDocument14 pagesGifts of The Essential Oils - Adam Barralet, Vanessa Jean Boscarello OvensAura100% (1)
- MDS Heavy Trommels Brochure enDocument3 pagesMDS Heavy Trommels Brochure engugiNo ratings yet
- PTFE Cartridges LPF SereisDocument1 pagePTFE Cartridges LPF SereisPavan AvulaNo ratings yet
- Metallurgical SlagDocument27 pagesMetallurgical SlagADITYA RAHMANNo ratings yet
- Design, Fabrication, Testing and Cost Optimization of Monopropellant ThrusterDocument9 pagesDesign, Fabrication, Testing and Cost Optimization of Monopropellant ThrusterAlan LancelothNo ratings yet
- PML and RNF4 Remove Misfolded Proteins in Mammalian CellsDocument16 pagesPML and RNF4 Remove Misfolded Proteins in Mammalian CellsAndonis AngelovNo ratings yet
- Different Types of Mechanical SealDocument20 pagesDifferent Types of Mechanical SealGlobe Star Engineers Pvt Ltd63% (8)
- LIPIDS: MOLECULES OF LIFEDocument31 pagesLIPIDS: MOLECULES OF LIFEJosephine AcioNo ratings yet
- Caring Formula High Flow Glass Filled PA6Document3 pagesCaring Formula High Flow Glass Filled PA6ratz23695No ratings yet
- Group 4 - Lab Assignment Size Exclusion ChromatographyDocument14 pagesGroup 4 - Lab Assignment Size Exclusion ChromatographyHasni Abdul RahimNo ratings yet
- Enzyme Catalysis in Organic Synthesis, Third Edition (2012) PDFDocument2,008 pagesEnzyme Catalysis in Organic Synthesis, Third Edition (2012) PDFbluedolphin7No ratings yet
- The Thermal Decomposition of Metal: Complexes - XiiDocument7 pagesThe Thermal Decomposition of Metal: Complexes - XiiCrhiiztiian RojjazNo ratings yet
- 6 Vol. 6 Issue 2 Feb 2015 IJPSR RE 1434 Paper 6Document21 pages6 Vol. 6 Issue 2 Feb 2015 IJPSR RE 1434 Paper 6Deepshikha GuptaNo ratings yet
- A549 - HEK293 - Wt-MEFs - Copy Numbers - DDA - 230920Document2,183 pagesA549 - HEK293 - Wt-MEFs - Copy Numbers - DDA - 230920Tom SnellingNo ratings yet
- Fluid Allocations in Shell and Tube Heat Exchangers - SDocument3 pagesFluid Allocations in Shell and Tube Heat Exchangers - SbikasheilNo ratings yet
- SANDVIK 23.12.2.LR Covered Electrodes: DatasheetDocument3 pagesSANDVIK 23.12.2.LR Covered Electrodes: DatasheetFilipe CordeiroNo ratings yet
- BIOMOLECULESDocument26 pagesBIOMOLECULESVicky VigneshNo ratings yet
- CONTROLLED DRUG DELIVERY SYSTEMSDocument19 pagesCONTROLLED DRUG DELIVERY SYSTEMSPramod ChoudharyNo ratings yet
- Thermochemistry ProblemsDocument1 pageThermochemistry ProblemsAmudala HemashviniNo ratings yet
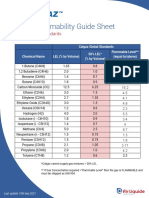
- Calgaz LEL ListDocument2 pagesCalgaz LEL ListPhan Cao An TruongNo ratings yet
- The Production of Hydrogen From Aluminum Waste byDocument11 pagesThe Production of Hydrogen From Aluminum Waste byJohn TorrezNo ratings yet
- Duke 2018-19Document219 pagesDuke 2018-19Manasi GhadageNo ratings yet
- Ductile Dross Formation MonitoringDocument27 pagesDuctile Dross Formation MonitoringsachinguptachdNo ratings yet
- Lab Report Experiment 2 Determination of Ka Value of A Weak AcidDocument17 pagesLab Report Experiment 2 Determination of Ka Value of A Weak AcidarisyahariffNo ratings yet
- National Standard of The People's Republic of China PDFDocument16 pagesNational Standard of The People's Republic of China PDFJCuchapin100% (1)