You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Solar Battery Bank Sizing Calculator - Size Off-Grid BatteriesDocument8 pagesSolar Battery Bank Sizing Calculator - Size Off-Grid Batteriesamiteetumtech2013No ratings yet
- Operational Readiness ReviewDocument6 pagesOperational Readiness ReviewSabahat Hussain0% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 1st Summative Test in General MathematicsDocument1 page1st Summative Test in General MathematicsDoone Heart Santander CabuguasNo ratings yet
- HRA2 Service ManualDocument59 pagesHRA2 Service ManualuserrnNo ratings yet
- AGC, ASA, ASC - Guidelines For A Successful Construction ProjectDocument0 pagesAGC, ASA, ASC - Guidelines For A Successful Construction Projectmote34No ratings yet
- SSA c1510 Exercise GuideDocument202 pagesSSA c1510 Exercise GuideSanjay KrishnanNo ratings yet
- Danielsen 2016 Review - of - Z - Phase - Precipitation - in - 9 - 12wt - CR - Steels - PostprintDocument26 pagesDanielsen 2016 Review - of - Z - Phase - Precipitation - in - 9 - 12wt - CR - Steels - Postprintkayron limaNo ratings yet
- View of What is Being Said About Internal Marketing_ A Study of the Brazilian Business Administration Academic ProductionDocument23 pagesView of What is Being Said About Internal Marketing_ A Study of the Brazilian Business Administration Academic Productionkayron limaNo ratings yet
- Study of Chromium Activity in The Cr-Fe-N System by Galvanic Cell MethodDocument10 pagesStudy of Chromium Activity in The Cr-Fe-N System by Galvanic Cell Methodkayron limaNo ratings yet
- Ultra Grain Reà Nement During The Simulated Thermomechanical-Processing of Low Carbon SteelDocument7 pagesUltra Grain Reà Nement During The Simulated Thermomechanical-Processing of Low Carbon Steelkayron limaNo ratings yet
- Thermomechanical Processing of Mg-Li-Al Ultralight Alloys - para CitarDocument152 pagesThermomechanical Processing of Mg-Li-Al Ultralight Alloys - para Citarkayron limaNo ratings yet
- Materials and Manufacturing ProcessesDocument13 pagesMaterials and Manufacturing Processeskayron limaNo ratings yet
- Construction and Building Materials: Omar Khalafalla, Mohammad Pour-Ghaz, Adel Elsafty, Sami RizkallaDocument12 pagesConstruction and Building Materials: Omar Khalafalla, Mohammad Pour-Ghaz, Adel Elsafty, Sami Rizkallakayron limaNo ratings yet
- Construction and Building Materials: Jin-Kook Kim, Jun-Mo YangDocument9 pagesConstruction and Building Materials: Jin-Kook Kim, Jun-Mo Yangkayron limaNo ratings yet
- Construction and Building Materials: Jian Xie, Xueqi Zhao, Jia-Bao YanDocument17 pagesConstruction and Building Materials: Jian Xie, Xueqi Zhao, Jia-Bao Yankayron limaNo ratings yet
- Engineering Structures: SciencedirectDocument9 pagesEngineering Structures: Sciencedirectkayron limaNo ratings yet
- Air-Cooled Rotary Screw Chillers: Product ManualDocument84 pagesAir-Cooled Rotary Screw Chillers: Product ManualPragnesh BhalodiaNo ratings yet
- Repair Instruction For Engine Repair Manual: PrecautionDocument3 pagesRepair Instruction For Engine Repair Manual: PrecautionHenry SilvaNo ratings yet
- NRL Autonomous Systems Research Timeline: 1923 - 2012Document12 pagesNRL Autonomous Systems Research Timeline: 1923 - 2012U.S. Naval Research Laboratory0% (1)
- New Product Development ProcessDocument12 pagesNew Product Development ProcessAyushi SinghNo ratings yet
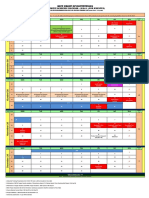
- Academic Calendar Odd Sem 2020-21Document1 pageAcademic Calendar Odd Sem 2020-21NAMRATA SHARMANo ratings yet
- Hospital Management SystemDocument24 pagesHospital Management SystemfarmanNo ratings yet
- Auditing Quiz - Cash and Cash EquivalentsDocument2 pagesAuditing Quiz - Cash and Cash EquivalentsRonel CaagbayNo ratings yet
- The Social Learning Theory (Tutorial WK 5)Document14 pagesThe Social Learning Theory (Tutorial WK 5)Hasfiyah AssanNo ratings yet
- Goals and Scope of AstronomyDocument16 pagesGoals and Scope of AstronomyIvejy QuiliopeNo ratings yet
- MR Collins Maths Year 11 HomeworkDocument6 pagesMR Collins Maths Year 11 Homeworkafeueffmk100% (1)
- NIC:NAC:SILDocument19 pagesNIC:NAC:SILSiva KumarNo ratings yet
- Experimental Design Graphic OrganizerDocument2 pagesExperimental Design Graphic OrganizerApplesauce90No ratings yet
- Harrison PDFDocument30 pagesHarrison PDFFlorina AnichitoaeNo ratings yet
- 從"同性戀認同歷程"談女同志的現身壓力與因應策略Document20 pages從"同性戀認同歷程"談女同志的現身壓力與因應策略Meo RangNo ratings yet
- 1 s2.0 S2214785321082912 MainDocument8 pages1 s2.0 S2214785321082912 MainAlex CaparóNo ratings yet
- WAP To Find The Sum of The Series S 1 + (3/2!) + (5/3!) + (7/4!) + ....... To NDocument8 pagesWAP To Find The Sum of The Series S 1 + (3/2!) + (5/3!) + (7/4!) + ....... To NSOUMYA MAHAPATRANo ratings yet
- Customer Sanctification Towards Super StoreDocument8 pagesCustomer Sanctification Towards Super StoreVasant MahrajNo ratings yet
- Grinding Machine - WikipediaDocument6 pagesGrinding Machine - WikipediaWamara CalebNo ratings yet
- 8207 DIS Learning PausesDocument17 pages8207 DIS Learning PausesAJAY YADAVNo ratings yet
- 3D Topology Optimization Using ConvolutionalDocument21 pages3D Topology Optimization Using ConvolutionalANDRES DAVID GUEVARA MENDOZANo ratings yet
- Solidity Part 2Document103 pagesSolidity Part 2Muhammad Zahid FaridNo ratings yet
- Foundatin of Engeneering 2Document16 pagesFoundatin of Engeneering 2sunshaniNo ratings yet
- REHAU CatalogDocument25 pagesREHAU CatalogGeorge PetziNo ratings yet
- Huawei MA5608T H801MPWC DC Power Board Hardware DescriptionDocument5 pagesHuawei MA5608T H801MPWC DC Power Board Hardware DescriptionHuawei GPON NetworksNo ratings yet