You might also like
- 2020 WITW, Pourmand, Jafari, EbrahimiDocument15 pages2020 WITW, Pourmand, Jafari, EbrahimiMostafaNo ratings yet
- Undercut Formation Mechanism in Keyhole Plasma Arc WeldingDocument9 pagesUndercut Formation Mechanism in Keyhole Plasma Arc WeldingFernando Emmanuel BenitezNo ratings yet
- Thremal Analysis of Friction Stir Welding Process Uner Different Control and Energy ParametersDocument9 pagesThremal Analysis of Friction Stir Welding Process Uner Different Control and Energy Parameterscuentas ricardoNo ratings yet
- The Finite Element Simulation of The Friction Stir Welding ProcessDocument9 pagesThe Finite Element Simulation of The Friction Stir Welding ProcessAbhilash Sharan TambakNo ratings yet
- New Double Surface Constitutive Model of Intermittent Plastic Flow Applied To Near 0 K Adiabatic Shear BandsDocument19 pagesNew Double Surface Constitutive Model of Intermittent Plastic Flow Applied To Near 0 K Adiabatic Shear Bandsm1601295No ratings yet
- Maharia 2018 IOP Conf. Ser. Mater. Sci. Eng. 404 012034Document6 pagesMaharia 2018 IOP Conf. Ser. Mater. Sci. Eng. 404 012034DoradoNo ratings yet
- AWS Welding Journal - The Formation of Chevron Crack in Submerged Arc Weld Metal (212-S-July-1982)Document10 pagesAWS Welding Journal - The Formation of Chevron Crack in Submerged Arc Weld Metal (212-S-July-1982)Rudolph RednoseNo ratings yet
- Gmaw Crater AluminioDocument14 pagesGmaw Crater AluminioRodrigo SalinasNo ratings yet
- An Investigation of Mechanical and Metallurgical Properties of Friction Welded Steel JointDocument7 pagesAn Investigation of Mechanical and Metallurgical Properties of Friction Welded Steel JointInternational Journal of Innovative Science and Research Technology100% (1)
- Predicting The Influence of Groove AngleDocument10 pagesPredicting The Influence of Groove AnglepragathidisNo ratings yet
- Pengelasan FadliDocument8 pagesPengelasan Fadliumi kulsumNo ratings yet
- 1 s2.0 S1003632607601204 MainDocument5 pages1 s2.0 S1003632607601204 Mainkamal touilebNo ratings yet
- An Evolutionary Keyhole-Mode Heat Transfer Model in Continuous Plasma Arc WeldingDocument12 pagesAn Evolutionary Keyhole-Mode Heat Transfer Model in Continuous Plasma Arc WeldingPrabhath Jyøthülâ PJNo ratings yet
- Very High Cycle Fatigue Properties of Bainitic High Carbon-Chromium SteelDocument9 pagesVery High Cycle Fatigue Properties of Bainitic High Carbon-Chromium Steelsrivathsan vivekNo ratings yet
- Shrinkage After WeldingDocument6 pagesShrinkage After WeldingArvind KumarNo ratings yet
- FEAnalysisof Buckling Behavior Causedby Weldingin Thin Platesof High Tensile Strength SteelDocument9 pagesFEAnalysisof Buckling Behavior Causedby Weldingin Thin Platesof High Tensile Strength SteelJose Marie Rmgrocks BatoNo ratings yet
- Temperature Distribution Modeling of Friction Stir Spot Welding of Aa 6061-T6 Using Finite Element TechniqueDocument14 pagesTemperature Distribution Modeling of Friction Stir Spot Welding of Aa 6061-T6 Using Finite Element TechniqueBosco BeloNo ratings yet
- Crack Propagation of Ti Alloy Via Adiabatic Shear BandsDocument5 pagesCrack Propagation of Ti Alloy Via Adiabatic Shear BandsNormix FlowersNo ratings yet
- Technology: Handbook of Vacuum PhysicsFrom EverandTechnology: Handbook of Vacuum PhysicsA. H. BeckNo ratings yet
- 01 Zona MarcadaDocument6 pages01 Zona MarcadaJhonNo ratings yet
- 2012 Spiking Humping (IEEE) - 1Document13 pages2012 Spiking Humping (IEEE) - 1s_m_taheriNo ratings yet
- رافد5Document21 pagesرافد5ناهض عهد عبد المحسن ناهضNo ratings yet
- Materials Science & Engineering A: Jiangting Wang, Nicole StanfordDocument10 pagesMaterials Science & Engineering A: Jiangting Wang, Nicole StanfordNahide TütenNo ratings yet
- Elucidation of Keyhole Induced Bubble Formation Mechanism in Fiber Laser Welding of Low Carbon SteelDocument10 pagesElucidation of Keyhole Induced Bubble Formation Mechanism in Fiber Laser Welding of Low Carbon SteelJacques OosthuizenNo ratings yet
- Beam To Column Subjected Elevated TemperatureDocument3 pagesBeam To Column Subjected Elevated Temperaturecinithaserc appuNo ratings yet
- Numerical Modelling of 3D Plastic Flow and Heat Transfer During Friction Stir Welding of Stainless SteelDocument13 pagesNumerical Modelling of 3D Plastic Flow and Heat Transfer During Friction Stir Welding of Stainless SteelPardeepNo ratings yet
- Effect of Rotational Material Flow On Temperature Distribution in Friction Stir WeldsDocument11 pagesEffect of Rotational Material Flow On Temperature Distribution in Friction Stir WeldsPardeepNo ratings yet
- Pressure Welding Processes of Tubular Parts and PiDocument4 pagesPressure Welding Processes of Tubular Parts and PiPriti GaraiNo ratings yet
- Aws D17.2 - D17.2M-2013Document11 pagesAws D17.2 - D17.2M-2013iwanNo ratings yet
- 2019-Material Flow During Friction Hydro-Pillar ProcessingDocument8 pages2019-Material Flow During Friction Hydro-Pillar ProcessingPedro CunhaNo ratings yet
- Artigo 2015 Computational Analysis of The Effect of Welding Parameters On Energy Consumption in GTA Welding ProcessDocument9 pagesArtigo 2015 Computational Analysis of The Effect of Welding Parameters On Energy Consumption in GTA Welding ProcessJoão Paulo NascimentoNo ratings yet
- Materials Today: Proceedings: Sachindra Shankar, Somnath ChattopadhyayaDocument4 pagesMaterials Today: Proceedings: Sachindra Shankar, Somnath ChattopadhyayaPratikraj GohilNo ratings yet
- Prediction of Hardness Minimum Locations During NaDocument9 pagesPrediction of Hardness Minimum Locations During NaAnis dakhlaouiNo ratings yet
- Development of A New Optical Monitoring System ForDocument7 pagesDevelopment of A New Optical Monitoring System ForNia KurniaNo ratings yet
- Analysis of Tool Used For Friction Stir Spot Welding by Explicit Meshing SchemeDocument4 pagesAnalysis of Tool Used For Friction Stir Spot Welding by Explicit Meshing SchemeVIVA-TECH IJRINo ratings yet
- Mathematical Model To Predict Heat Flow in Underwater Friction Stud WeldingDocument4 pagesMathematical Model To Predict Heat Flow in Underwater Friction Stud WeldingArun KumarNo ratings yet
- Paper 2Document12 pagesPaper 2Aisha ShaikhNo ratings yet
- FrictionDocument8 pagesFrictionperalta78No ratings yet
- Fundamental Research On Underwater Welding: Effects of Water Environment On Metallurgical Structures of WeldsDocument11 pagesFundamental Research On Underwater Welding: Effects of Water Environment On Metallurgical Structures of WeldsJeesonAntonyNo ratings yet
- Stegmueller 2015Document10 pagesStegmueller 2015Cyril Joseph DanielNo ratings yet
- Experimental Study On The Heat Transfer Behavior and Contact Pressure at The Casting-Mold Interface in Squeeze Casting of Aluminum AlloyDocument12 pagesExperimental Study On The Heat Transfer Behavior and Contact Pressure at The Casting-Mold Interface in Squeeze Casting of Aluminum AlloyVictor RodriguesNo ratings yet
- Advances in Friction Welding Process A ReviewDocument26 pagesAdvances in Friction Welding Process A ReviewDr.K.BALAMURUGANNo ratings yet
- P.P Failure Analysis of Journal Bearning During Start UpDocument5 pagesP.P Failure Analysis of Journal Bearning During Start UpMohammed SabirNo ratings yet
- International Journal of Thermal Sciences: SciencedirectDocument12 pagesInternational Journal of Thermal Sciences: Sciencedirectbitan royNo ratings yet
- Yin 2015Document11 pagesYin 2015carlosNo ratings yet
- Musonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162Document7 pagesMusonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162JUANNo ratings yet
- 1 s2.0 S0020768319300447 MainDocument18 pages1 s2.0 S0020768319300447 MainMeng DNo ratings yet
- Electric Current Distribution During Electromagnetic Braking in Continuous CastingDocument18 pagesElectric Current Distribution During Electromagnetic Braking in Continuous CastingSahreen AbbiiNo ratings yet
- An Improved Theoretical Model For A-TIG Welding Based On Surface Phase Transition and Reversed Marangoni FlowDocument11 pagesAn Improved Theoretical Model For A-TIG Welding Based On Surface Phase Transition and Reversed Marangoni FlowRafaela MendesNo ratings yet
- Finite Element Simulation of Explosive WeldingDocument14 pagesFinite Element Simulation of Explosive WeldingWahyu Lailil FaisNo ratings yet
- 1 s2.0 S002074032200707X MainDocument16 pages1 s2.0 S002074032200707X MainSANKET KUMARNo ratings yet
- Maj Et Al-2018-International Journal of Material FormingDocument10 pagesMaj Et Al-2018-International Journal of Material FormingPiotr MajNo ratings yet
- Analysis of The Friction Welding Process in Relation To The WeldingDocument10 pagesAnalysis of The Friction Welding Process in Relation To The WeldingTian YudhaNo ratings yet
- Nuclear Materials and Energy: K. Fukumoto, T Onitsuka, T Itoh, H Sakasegawa, H TanigawaDocument5 pagesNuclear Materials and Energy: K. Fukumoto, T Onitsuka, T Itoh, H Sakasegawa, H TanigawaAhmad Raza TararNo ratings yet
- 2020 SteelDocument12 pages2020 SteelBanuNo ratings yet
- Magneto-Elastic Effect For 316LN-IG Stainless Steel at Low TemperatureDocument6 pagesMagneto-Elastic Effect For 316LN-IG Stainless Steel at Low Temperature82865200No ratings yet
- Still e 2014Document8 pagesStill e 2014hsNo ratings yet
- Cabibbo Et Al, 2003Document4 pagesCabibbo Et Al, 2003soham senNo ratings yet
- Numerical Simulation of Laser Full Penetration Welding: Komeil Kazemi, John A. GoldakDocument9 pagesNumerical Simulation of Laser Full Penetration Welding: Komeil Kazemi, John A. GoldakHarris DanielNo ratings yet
- Fatigue Behavior in Monocrystalline Ni-Based Superalloys For Blade ApplicationsDocument6 pagesFatigue Behavior in Monocrystalline Ni-Based Superalloys For Blade ApplicationsVesa Räisänen100% (1)
- Fx32a Users Manual EngDocument4 pagesFx32a Users Manual EngSerg100% (1)
- Volcanic Plumes PDFDocument254 pagesVolcanic Plumes PDFmichgeb100% (1)
- Guide To Better GuardingDocument20 pagesGuide To Better GuardingLew MingNo ratings yet
- 15-Foundation of TowerDocument57 pages15-Foundation of Towerhari1008108100% (2)
- Iso14 PDFDocument6 pagesIso14 PDFRaghesh VNo ratings yet
- 101.1 AlumAssoc EPD ColdRolled 20141016 0Document14 pages101.1 AlumAssoc EPD ColdRolled 20141016 0esivaks2000No ratings yet
- Spidi 2017 CatalogueDocument210 pagesSpidi 2017 CatalogueRoman GetmanNo ratings yet
- Determination of HHV of Diesel FuelDocument7 pagesDetermination of HHV of Diesel FuelAdrian Soriaga LontocNo ratings yet
- Economic Framework For Power QualityDocument151 pagesEconomic Framework For Power QualityRalf Alc100% (1)
- Turning On A PivotDocument12 pagesTurning On A PivotMinahil WaqarNo ratings yet
- Inverse Functions PDFDocument5 pagesInverse Functions PDFSivagami SaminathanNo ratings yet
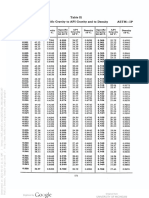
- API Astm IP: Specific Gravity Gravity Density API APIDocument1 pageAPI Astm IP: Specific Gravity Gravity Density API APIمحمد مNo ratings yet
- MSCE 509-106-Deep Beams Using Strut and Tie ModelsDocument26 pagesMSCE 509-106-Deep Beams Using Strut and Tie ModelsOtep TimusNo ratings yet
- Chem Lab - A Velocity Constant TitrationDocument6 pagesChem Lab - A Velocity Constant TitrationMiguel Ackah-Yensu50% (2)
- P1-Training Report-Gulzad PDFDocument223 pagesP1-Training Report-Gulzad PDFeldhoseNo ratings yet
- Application Modules With Demag Dedrive Compact: Complete Solutions For Travel and Lifting ApplicationsDocument2 pagesApplication Modules With Demag Dedrive Compact: Complete Solutions For Travel and Lifting ApplicationsAnonymous v1oFsM6igNo ratings yet
- June 2019 (IAL) QP - C34 EdexcelDocument48 pagesJune 2019 (IAL) QP - C34 EdexcelPavlos StavropoulosNo ratings yet
- Achievement 9 FINAL - DDocument3 pagesAchievement 9 FINAL - DJaeha CruzNo ratings yet
- HW - Apb - C02Document6 pagesHW - Apb - C02Ngoclinh Vo100% (1)
- Physics I ProblemsDocument1 pagePhysics I ProblemsbosschellenNo ratings yet
- Introduction To Atomic and Quantum Physics - Sommerfeld TheoryDocument5 pagesIntroduction To Atomic and Quantum Physics - Sommerfeld TheorySrinivas SaiNo ratings yet
- Infrared Technology Fundamentals 2ndDocument481 pagesInfrared Technology Fundamentals 2ndKara Othman100% (1)
- Measures of AssociationDocument10 pagesMeasures of AssociationmissinuNo ratings yet
- E 1893 - 15Document27 pagesE 1893 - 15Eric GozzerNo ratings yet
- ZXM7-SP144 Series: 520W丨525W丨530W丨535W丨540WDocument2 pagesZXM7-SP144 Series: 520W丨525W丨530W丨535W丨540Wandre felipe jaramilloNo ratings yet
- Russell Et Al - 2007Document9 pagesRussell Et Al - 2007Dori AlexaNo ratings yet
- Topic 6 Plumbing & Sanitary (2012) Stud-1Document30 pagesTopic 6 Plumbing & Sanitary (2012) Stud-1LuisLoNo ratings yet
- Electric ChargeDocument394 pagesElectric ChargefelamendoNo ratings yet
- Fundamentals of Electrical Engineering - Vol 1 - Direct CurrentDocument141 pagesFundamentals of Electrical Engineering - Vol 1 - Direct CurrentRobert MaxwellNo ratings yet
- Part 3 Calculation of Wind Loads For BuiDocument11 pagesPart 3 Calculation of Wind Loads For BuiAica M. AtendidoNo ratings yet