You might also like
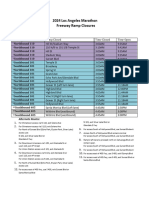
- 2024 LA Marathon Highway ClosuresDocument1 page2024 LA Marathon Highway Closuresbilash mehediNo ratings yet
- Course Work and HomeworkDocument2 pagesCourse Work and Homeworkbilash mehediNo ratings yet
- 2324 Cost of AttendanceDocument1 page2324 Cost of Attendancebilash mehediNo ratings yet
- FINAL IMLD Flyer ApprovedDocument1 pageFINAL IMLD Flyer Approvedbilash mehediNo ratings yet
- Short Story ProjectDocument22 pagesShort Story Projectbilash mehediNo ratings yet
- Work Lessons For StudentsDocument5 pagesWork Lessons For Studentsbilash mehediNo ratings yet
- Analysis of Residual Stresses Induced by Mechanical Shot Peening Processes Using The X-Ray Diffraction Technique and Finite Element Method of 2024-T351 Aluminum AlloyDocument5 pagesAnalysis of Residual Stresses Induced by Mechanical Shot Peening Processes Using The X-Ray Diffraction Technique and Finite Element Method of 2024-T351 Aluminum Alloybilash mehediNo ratings yet
- MATH 274 Calculus II (4 Units) Course OutlineDocument2 pagesMATH 274 Calculus II (4 Units) Course Outlinebilash mehediNo ratings yet
- Supreme & Co. Pvt. LTDDocument35 pagesSupreme & Co. Pvt. LTDbilash mehediNo ratings yet
- 4-Year Bachelor of Technology (B.Tech.) Curriculum and Syllabus For Mechanical Engineering (ME) Fourth SemesterDocument8 pages4-Year Bachelor of Technology (B.Tech.) Curriculum and Syllabus For Mechanical Engineering (ME) Fourth Semesterbilash mehediNo ratings yet
- MD Bilash Mehedi MechatronicsDocument12 pagesMD Bilash Mehedi Mechatronicsbilash mehediNo ratings yet
- Englishi Case-YeeCall - A Born Global Social Media AppDocument5 pagesEnglishi Case-YeeCall - A Born Global Social Media Appbilash mehediNo ratings yet
- 2018380186MDBILASHMEHEDIfatigue Life ModelDocument14 pages2018380186MDBILASHMEHEDIfatigue Life Modelbilash mehediNo ratings yet
- Metals: Investigation of The Shot Size Effect On Residual Stresses Through A 2D FEM Model of The Shot Peening ProcessDocument16 pagesMetals: Investigation of The Shot Size Effect On Residual Stresses Through A 2D FEM Model of The Shot Peening Processbilash mehediNo ratings yet
- Design and Fabrication of Adjustable Multiseasonal Harvesting MachineDocument8 pagesDesign and Fabrication of Adjustable Multiseasonal Harvesting Machinebilash mehediNo ratings yet
- 1984 Vol.4-1-Relaxation of SDocument8 pages1984 Vol.4-1-Relaxation of Sbilash mehediNo ratings yet
- Lecture 5: Simulation Technology and Manufacturing System SimulationDocument50 pagesLecture 5: Simulation Technology and Manufacturing System Simulationbilash mehediNo ratings yet
- Advanced Manufacturing System: Simulation, Optimization and ControlDocument47 pagesAdvanced Manufacturing System: Simulation, Optimization and Controlbilash mehediNo ratings yet
- First Home WorkDocument8 pagesFirst Home Workbilash mehediNo ratings yet
- Answers of The Three Question by BilashDocument2 pagesAnswers of The Three Question by Bilashbilash mehediNo ratings yet
- Research Report of FaDocument10 pagesResearch Report of Fabilash mehediNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Assignment - 1 3Document4 pagesAssignment - 1 3R SujithNo ratings yet
- NTC/2080/Zx SeriesDocument4 pagesNTC/2080/Zx Seriesagj18No ratings yet
- Contemporary Consciousenness As Reflected in Images of The VampireDocument18 pagesContemporary Consciousenness As Reflected in Images of The VampireMarielaNo ratings yet
- Open Bite: A Review of Etiology and Management: Peter Ngan, DMD Henry W. Fields, DDS, MS, MSDDocument8 pagesOpen Bite: A Review of Etiology and Management: Peter Ngan, DMD Henry W. Fields, DDS, MS, MSDAzi Pertiwi HussainNo ratings yet
- MM1500i UK 1.4 DS 014 0218Document3 pagesMM1500i UK 1.4 DS 014 0218budi handoyo100% (1)
- Liftingclampbrochureeng 09Document82 pagesLiftingclampbrochureeng 09Juan OchoaNo ratings yet
- CENG 6302 Pavement Analysis and Design Chapter 7 Overview of RigidDocument22 pagesCENG 6302 Pavement Analysis and Design Chapter 7 Overview of RigidThe HackerNo ratings yet
- CICIND Commentary PDFDocument36 pagesCICIND Commentary PDFxufafruitjuiceNo ratings yet
- Equipment List For 1 X 750 MW Gas Based Combined Cycle Power PlantDocument3 pagesEquipment List For 1 X 750 MW Gas Based Combined Cycle Power PlantRazi Khan100% (1)
- The Relationships Between Religion/spirituality and Mental and Physical Health: A ReviewDocument14 pagesThe Relationships Between Religion/spirituality and Mental and Physical Health: A ReviewRista RiaNo ratings yet
- REEandRME0918se jg18Document116 pagesREEandRME0918se jg18TOPNOTCHER Philippines0% (1)
- S2VNA Operating ManualDocument271 pagesS2VNA Operating ManualHever RodriguezNo ratings yet
- Touchstone 1 - 2nd Edition - Quiz Unit 12Document2 pagesTouchstone 1 - 2nd Edition - Quiz Unit 12syllindacardosoNo ratings yet
- Sea Lions in Danger of Extinction in Chimbote: National University of Santa Language Center CeidunsDocument12 pagesSea Lions in Danger of Extinction in Chimbote: National University of Santa Language Center CeidunsLuis Giancarlo Saénz GutiérrezNo ratings yet
- Design of EW CircuitDocument8 pagesDesign of EW Circuitpatrick.harris881No ratings yet
- Trypanosomiasis & LeishmaniasisDocument50 pagesTrypanosomiasis & LeishmaniasisMardoni Efrijon75% (4)
- Siam Park: Benjamin StoimenovDocument33 pagesSiam Park: Benjamin StoimenovMichael WyrschNo ratings yet
- Blg20m12v Bda Cust EngDocument7 pagesBlg20m12v Bda Cust EngMihaiCiorbaruNo ratings yet
- 12 Week Fat Destroyer - Complete Fat Loss Workout & Diet Program - Muscle & StrengthDocument19 pages12 Week Fat Destroyer - Complete Fat Loss Workout & Diet Program - Muscle & StrengthAli100% (1)
- Kfir Block 60Document6 pagesKfir Block 60edenuble100% (1)
- CAGE - Spain and IndiaDocument3 pagesCAGE - Spain and IndiaVarg Duriel100% (3)
- What Is Benign Prostatic HyperplasiaDocument3 pagesWhat Is Benign Prostatic HyperplasiaLeo CortinaNo ratings yet
- SATIP-P-104-10 Rev 7 FinalDocument2 pagesSATIP-P-104-10 Rev 7 FinalHatemS.MashaGbeh0% (1)
- Agar Lab - IB BiologyDocument6 pagesAgar Lab - IB BiologyIris Sanda100% (1)
- Vital Signs 10 Am 2pm Clinical Interpretation: 37.0 Degrees Celsius 37.5 Degrees CelsiusDocument4 pagesVital Signs 10 Am 2pm Clinical Interpretation: 37.0 Degrees Celsius 37.5 Degrees CelsiusYamete KudasaiNo ratings yet
- Descripcion CodigoDocument90 pagesDescripcion Codigolorena barbaranNo ratings yet
- 16 MM XA Series & 22 MM XW Series Emergency Stop SwitchesDocument20 pages16 MM XA Series & 22 MM XW Series Emergency Stop SwitchesMuhamad PriyatnaNo ratings yet
- English and Filipino HeadlinesDocument5 pagesEnglish and Filipino HeadlinesGISELLE DIMAUNNo ratings yet
- Cálculo Fecha Redención 5778 (2018) - Rav AshlagDocument176 pagesCálculo Fecha Redención 5778 (2018) - Rav AshlagDavid Saportas LièvanoNo ratings yet