You might also like
- Euphoria Special Edition Rue ScriptDocument24 pagesEuphoria Special Edition Rue ScriptMoldovan EdithNo ratings yet
- Effect of Shot Peening On The Fatigue Life of 2024 Aluminum Alloy PDFDocument12 pagesEffect of Shot Peening On The Fatigue Life of 2024 Aluminum Alloy PDFLuis Gustavo PachecoNo ratings yet
- TLIA3907B - Receive and Store Stock - Learner GuideDocument42 pagesTLIA3907B - Receive and Store Stock - Learner Guideromerofred100% (4)
- Lab10 Tensile TestDocument12 pagesLab10 Tensile TestNur Syamiza Zamri100% (2)
- Module 6 - Accounting Cycle 1 - Recording Business Transactions and Accounting For Service Entities - Part BDocument29 pagesModule 6 - Accounting Cycle 1 - Recording Business Transactions and Accounting For Service Entities - Part BAbelNo ratings yet
- Basic Concepts On Laboratory Biosafety and BiosecurityDocument3 pagesBasic Concepts On Laboratory Biosafety and BiosecurityGwynneth EuriccaNo ratings yet
- Uniaxial Tension TestingDocument6 pagesUniaxial Tension Testinganil chejara100% (1)
- Damage Initiation Mechanism in Rubber Sheet Composites During The Static LoadingDocument8 pagesDamage Initiation Mechanism in Rubber Sheet Composites During The Static LoadingMa RcoNo ratings yet
- Materials 12 03510 v3Document19 pagesMaterials 12 03510 v3Juan AlvesNo ratings yet
- Analysis of Fretting Fatigue Crack Initiation in A Riveted Two Aluminum SpecimenDocument6 pagesAnalysis of Fretting Fatigue Crack Initiation in A Riveted Two Aluminum SpecimenZaryan IjazNo ratings yet
- 13 Chapter 4Document50 pages13 Chapter 4afnene1No ratings yet
- (Adirek Baisukhan) Sequential Effects of Deep Rolling and Post-Weld (Al 7075 Properties)Document19 pages(Adirek Baisukhan) Sequential Effects of Deep Rolling and Post-Weld (Al 7075 Properties)Muhammad Fa'iq Al BaihaqiNo ratings yet
- The Effect of Residual Stresses Induced byDocument5 pagesThe Effect of Residual Stresses Induced byEngels OchoaNo ratings yet
- MM207E | Materials Science | Lab2_Tensile Test | Mechanic LabDocument4 pagesMM207E | Materials Science | Lab2_Tensile Test | Mechanic LabKerem Taha TekinNo ratings yet
- 1 s2.0 S0168874X98000572 MainDocument13 pages1 s2.0 S0168874X98000572 MainDevarajuNo ratings yet
- A Fatigue Life Model For 5percent Chrome Work Roll Steel PDFDocument7 pagesA Fatigue Life Model For 5percent Chrome Work Roll Steel PDFSoheil MirtalebiNo ratings yet
- Chen 2009 Thep Lam KhuonDocument5 pagesChen 2009 Thep Lam KhuonPhung Tuan AnhNo ratings yet
- Effect of Shot Peening on Surface Integrity and Tribological BehaviourDocument8 pagesEffect of Shot Peening on Surface Integrity and Tribological BehaviourNikos VaxevanidisNo ratings yet
- Annales de Chimie - Science Des Matériaux: Received: 16 June 2019 Accepted: 13 August 2019Document6 pagesAnnales de Chimie - Science Des Matériaux: Received: 16 June 2019 Accepted: 13 August 2019Princess ConstanciaNo ratings yet
- Design For Additive Manufacturing: Minimization of Residual Stress in Metal Additive ManufacturingDocument11 pagesDesign For Additive Manufacturing: Minimization of Residual Stress in Metal Additive ManufacturingJohnNo ratings yet
- Investigation of The Fatigue Behaviour of Butt-Welded Joints Treated by Ultrasonic Peening Process and Compared With Fatigue Life Assessment StandardsDocument10 pagesInvestigation of The Fatigue Behaviour of Butt-Welded Joints Treated by Ultrasonic Peening Process and Compared With Fatigue Life Assessment StandardsSREEJITH S NAIRNo ratings yet
- Crush Analysis Benchmark for Plastic Automotive PartsDocument10 pagesCrush Analysis Benchmark for Plastic Automotive PartsRaman BabuNo ratings yet
- Analysis of Residual Stresses in Wire Drawing ProcessesDocument4 pagesAnalysis of Residual Stresses in Wire Drawing ProcessesRodrigo MedeirosNo ratings yet
- 1998 - Study of Stress Development in Axi-Symmetric Products Processed by Radial Forging Using A 3-D Non-Linear Finite-Element MethodDocument9 pages1998 - Study of Stress Development in Axi-Symmetric Products Processed by Radial Forging Using A 3-D Non-Linear Finite-Element MethodNguyen Hoang DungNo ratings yet
- Pondicherry2020 ArticleDocument13 pagesPondicherry2020 ArticleDhanraj RajaramanNo ratings yet
- Investigation of Cold Extrusion of Aluminum AA 2024 Alloy Using Finite Element AnalysisDocument15 pagesInvestigation of Cold Extrusion of Aluminum AA 2024 Alloy Using Finite Element AnalysisZ R BhattiNo ratings yet
- Fatigue Life Prediction of Additively Manufactured Metallic Materials Using A Fracture Mechanics ApproachDocument10 pagesFatigue Life Prediction of Additively Manufactured Metallic Materials Using A Fracture Mechanics ApproachAR HassanNo ratings yet
- M.N. Misbah, R.C. Ariesta, T. Yulianto Et Al. - Proofs RevDocument10 pagesM.N. Misbah, R.C. Ariesta, T. Yulianto Et Al. - Proofs RevRizky C. AriestaNo ratings yet
- Microstructural Fatigue Study of AA6082-T6 and AA2024-T3 Aluminum AlloysDocument23 pagesMicrostructural Fatigue Study of AA6082-T6 and AA2024-T3 Aluminum Alloys박준용No ratings yet
- GuaglianoalmenDocument11 pagesGuaglianoalmenChen PeterNo ratings yet
- Fatigue Life of A Dissimilar Welded Joint Considering The Weld Residual StressDocument51 pagesFatigue Life of A Dissimilar Welded Joint Considering The Weld Residual StressJesus Enriquez CalderonNo ratings yet
- Eccmr 2009 Luo EtcDocument7 pagesEccmr 2009 Luo EtcSAMİ ENİS ARIOĞLUNo ratings yet
- Effectof Surface Finishon Fatigueof Stainless SteelsDocument11 pagesEffectof Surface Finishon Fatigueof Stainless SteelsgooogaNo ratings yet
- Fatigue Life Prediction of Aluminium Profiles For Mechanical EngineeringDocument12 pagesFatigue Life Prediction of Aluminium Profiles For Mechanical Engineeringadarshravindran1991No ratings yet
- Optimisation of The Fatigue Resistance of 2024-T351 Aluminium Alloys by Controlled Shot Peening-Methodology, Results and AnalysisDocument8 pagesOptimisation of The Fatigue Resistance of 2024-T351 Aluminium Alloys by Controlled Shot Peening-Methodology, Results and AnalysisArun Kumar SNo ratings yet
- FEM-Aided Fatigue Testing of 34CrNiMo6 SteelDocument4 pagesFEM-Aided Fatigue Testing of 34CrNiMo6 SteelNiku PascaNo ratings yet
- Fatigue Life Estimation of Aircraft Enginecompressor With Suitable Material SelectionDocument5 pagesFatigue Life Estimation of Aircraft Enginecompressor With Suitable Material SelectionRamganesh TNo ratings yet
- Damage Evolution in Nakajima Tests of DP800 Dual PDocument7 pagesDamage Evolution in Nakajima Tests of DP800 Dual PĐạt TriệuNo ratings yet
- Real O.V Tensile TestingDocument14 pagesReal O.V Tensile TestingOshane ThomasNo ratings yet
- Determination of Flow Curves by Means of A Compression TestDocument7 pagesDetermination of Flow Curves by Means of A Compression TestkimkwanwookNo ratings yet
- ASME IMECE 2018 86420 Raghu Krishna Anirudh Pankaj FINALDocument7 pagesASME IMECE 2018 86420 Raghu Krishna Anirudh Pankaj FINALkrishnaNo ratings yet
- IIW Document XIII-2339-10 UMDocument14 pagesIIW Document XIII-2339-10 UMbalamuruganNo ratings yet
- Fatigue Life: Nguyen Van Chuong, Ul Rizwan HassanDocument3 pagesFatigue Life: Nguyen Van Chuong, Ul Rizwan HassanNguyễnVănChươngNo ratings yet
- Effect of Surface Roughness On Crack Initiation LifeDocument8 pagesEffect of Surface Roughness On Crack Initiation LifeMarko HriberšekNo ratings yet
- Artigo 5Document8 pagesArtigo 5Edmilson LimaNo ratings yet
- Effects of Laser Peening and Shot Peening on Friction Stir Welded 7075 AluminumDocument23 pagesEffects of Laser Peening and Shot Peening on Friction Stir Welded 7075 Aluminumsasi1079116No ratings yet
- Thermal Shock Effects on Adhesive Joint StrengthDocument6 pagesThermal Shock Effects on Adhesive Joint StrengthCandace FrankNo ratings yet
- 1-1 Influence of Multi Extrusion Die Process On Mechanical and Chemical Behavior of 2024-T3 AlloyDocument8 pages1-1 Influence of Multi Extrusion Die Process On Mechanical and Chemical Behavior of 2024-T3 AlloyAhmed Ibrahim RazooqiNo ratings yet
- Ms Tensile Refer ThisDocument10 pagesMs Tensile Refer Thisddsiva402No ratings yet
- Materials: Effects of Shot Peening On Fretting Fatigue Crack Initiation BehaviorDocument16 pagesMaterials: Effects of Shot Peening On Fretting Fatigue Crack Initiation BehaviorKai SunNo ratings yet
- Fracture Properties of Glass Fiber Composite Laminates and Size Effect EGYPTDocument14 pagesFracture Properties of Glass Fiber Composite Laminates and Size Effect EGYPTRajaneesh AnantharajuNo ratings yet
- 50 9 CR SteelsDocument14 pages50 9 CR SteelsLTE002No ratings yet
- Prevention of Internal Cracks in ForwardDocument9 pagesPrevention of Internal Cracks in ForwardArne BeningNo ratings yet
- Uniaxial Tension Compression Tests and Cyclic BendingDocument10 pagesUniaxial Tension Compression Tests and Cyclic Bendingmodestboy110No ratings yet
- Advanced Assessment of The Integrity of Ductile ComponentsDocument6 pagesAdvanced Assessment of The Integrity of Ductile ComponentsAnonymous wWOWz9UnWNo ratings yet
- Residual Stress Analysis of Al MG Compounds by Using The Hole Drilling MethodDocument6 pagesResidual Stress Analysis of Al MG Compounds by Using The Hole Drilling MethodDr Ziad Al SarrafNo ratings yet
- SS 1672Document13 pagesSS 1672dbaNo ratings yet
- Fatigue Strength of Shot-Peened Nitrided Steel: Optimization of Process Parameters by Means of Design of The ExperimentDocument13 pagesFatigue Strength of Shot-Peened Nitrided Steel: Optimization of Process Parameters by Means of Design of The ExperimentkarimNo ratings yet
- Effects of Shot Peening With Different Coverage On Fatigue Crack Growth Properties of 7B50-T7751 Aluminum AlloyDocument20 pagesEffects of Shot Peening With Different Coverage On Fatigue Crack Growth Properties of 7B50-T7751 Aluminum AlloyLucky BoseNo ratings yet
- Artigo 4Document7 pagesArtigo 4reis.marianaNo ratings yet
- Compression TestDocument5 pagesCompression TestSalam AlbaradieNo ratings yet
- Effect of triaxiality ratio on formability limit and ductile damage evolutionDocument4 pagesEffect of triaxiality ratio on formability limit and ductile damage evolutionEl Ehsan Abinya FatihNo ratings yet
- Dynamic Damage and FragmentationFrom EverandDynamic Damage and FragmentationDavid Edward LambertNo ratings yet
- Short Story ProjectDocument22 pagesShort Story Projectbilash mehediNo ratings yet
- 2324 Cost of AttendanceDocument1 page2324 Cost of Attendancebilash mehediNo ratings yet
- Short Story ProjectDocument22 pagesShort Story Projectbilash mehediNo ratings yet
- Course Work and HomeworkDocument2 pagesCourse Work and Homeworkbilash mehediNo ratings yet
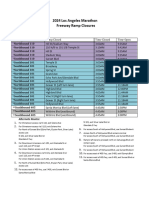
- 2024 LA Marathon Highway ClosuresDocument1 page2024 LA Marathon Highway Closuresbilash mehediNo ratings yet
- Course Work and HomeworkDocument2 pagesCourse Work and Homeworkbilash mehediNo ratings yet
- MD Bilash Mehedi MechatronicsDocument12 pagesMD Bilash Mehedi Mechatronicsbilash mehediNo ratings yet
- Calculus II Course OutlineDocument2 pagesCalculus II Course Outlinebilash mehediNo ratings yet
- Work Lessons For StudentsDocument5 pagesWork Lessons For Studentsbilash mehediNo ratings yet
- Aerospace Shot Peening Solutions ADocument36 pagesAerospace Shot Peening Solutions Abilash mehediNo ratings yet
- Supreme & Co. Pvt. LTDDocument35 pagesSupreme & Co. Pvt. LTDbilash mehediNo ratings yet
- FINAL IMLD Flyer ApprovedDocument1 pageFINAL IMLD Flyer Approvedbilash mehediNo ratings yet
- Research Report of FaDocument10 pagesResearch Report of Fabilash mehediNo ratings yet
- 4-Year Bachelor of Technology (B.Tech.) Curriculum and Syllabus For Mechanical Engineering (ME) Fourth SemesterDocument8 pages4-Year Bachelor of Technology (B.Tech.) Curriculum and Syllabus For Mechanical Engineering (ME) Fourth Semesterbilash mehediNo ratings yet
- Metals: Investigation of The Shot Size Effect On Residual Stresses Through A 2D FEM Model of The Shot Peening ProcessDocument16 pagesMetals: Investigation of The Shot Size Effect On Residual Stresses Through A 2D FEM Model of The Shot Peening Processbilash mehediNo ratings yet
- 1984 Vol.4-1-Relaxation of SDocument8 pages1984 Vol.4-1-Relaxation of Sbilash mehediNo ratings yet
- Design and Fabrication of Adjustable Multiseasonal Harvesting MachineDocument8 pagesDesign and Fabrication of Adjustable Multiseasonal Harvesting Machinebilash mehediNo ratings yet
- Research Report of FaDocument10 pagesResearch Report of Fabilash mehediNo ratings yet
- 2018380186MDBILASHMEHEDIfatigue Life ModelDocument14 pages2018380186MDBILASHMEHEDIfatigue Life Modelbilash mehediNo ratings yet
- On FatigueDocument46 pagesOn Fatiguebilash mehediNo ratings yet
- First Home WorkDocument8 pagesFirst Home Workbilash mehediNo ratings yet
- Advanced Manufacturing System: Simulation, Optimization and ControlDocument47 pagesAdvanced Manufacturing System: Simulation, Optimization and Controlbilash mehediNo ratings yet
- Thecultureofbangladesh 170714154123Document27 pagesThecultureofbangladesh 170714154123Meherun Islam TitoNo ratings yet
- Answers of The Three Question by BilashDocument2 pagesAnswers of The Three Question by Bilashbilash mehediNo ratings yet
- Simulation technology and manufacturing system simulationDocument50 pagesSimulation technology and manufacturing system simulationbilash mehediNo ratings yet
- On FatigueDocument46 pagesOn Fatiguebilash mehediNo ratings yet
- Final Exam Paper2108380186 MD Bilash MehediDocument12 pagesFinal Exam Paper2108380186 MD Bilash Mehedibilash mehediNo ratings yet
- GROUP CMobile Terminal For Manager of ShopfloorDocument7 pagesGROUP CMobile Terminal For Manager of Shopfloorbilash mehediNo ratings yet
- Project Mid-Term Report: Presenter: MB - YangDocument9 pagesProject Mid-Term Report: Presenter: MB - Yangbilash mehediNo ratings yet
- Appliance DocumentationDocument44 pagesAppliance DocumentationВадим КрасноперовNo ratings yet
- KOLHAN UNIVERSITY B.Sc Zoology Semester I Exam 2021 Provisional Marks CardDocument2 pagesKOLHAN UNIVERSITY B.Sc Zoology Semester I Exam 2021 Provisional Marks CardSmritiNo ratings yet
- Fundamentals of Compressible Flow: Measurement Diagnostics and Experimental Facilities For Compressible FlowDocument6 pagesFundamentals of Compressible Flow: Measurement Diagnostics and Experimental Facilities For Compressible Flowkushal bosuNo ratings yet
- Applications of Proton Exchange Membrane Fuel CellDocument20 pagesApplications of Proton Exchange Membrane Fuel CellRiri SasyNo ratings yet
- MetallizationDocument51 pagesMetallizationjust4u2cjoshy67% (3)
- The Bone DreamingDocument3 pagesThe Bone DreamingastrozzNo ratings yet
- Comparative Study of Soaps of Hul P Amp G Godrej Nirma and Johnson Amp Johnson 130410234307 Phpapp01 PDFDocument71 pagesComparative Study of Soaps of Hul P Amp G Godrej Nirma and Johnson Amp Johnson 130410234307 Phpapp01 PDFdheeraj agarwalNo ratings yet
- Chemical Reactions and Equations: Multiple Choice QuestionsDocument8 pagesChemical Reactions and Equations: Multiple Choice QuestionsSahana karpagamNo ratings yet
- FHJJDocument8 pagesFHJJCristina MocanuNo ratings yet
- Sri Venkateswara Caterers Tiffin MenuDocument4 pagesSri Venkateswara Caterers Tiffin MenuJPDGLNo ratings yet
- Klee N Rite 50100Document24 pagesKlee N Rite 50100Nestor Marquez-DiazNo ratings yet
- Designing a Chlorobenzene PlantDocument13 pagesDesigning a Chlorobenzene PlantAram Nasih MuhammadNo ratings yet
- Assignment Estimates & Time Phased Student TEMPLATE V1Document4 pagesAssignment Estimates & Time Phased Student TEMPLATE V1Usman AwanNo ratings yet
- August 2016Document15 pagesAugust 2016Pumper Trader0% (1)
- Sri LankaDocument2 pagesSri LankaADBGADNo ratings yet
- PETROWIKI LINKDocument136 pagesPETROWIKI LINKAyush ChandraNo ratings yet
- M6 Artificial Disc Failure Report (1st Part)Document21 pagesM6 Artificial Disc Failure Report (1st Part)Keanu ReevesNo ratings yet
- Swancor 901 Data SheetDocument2 pagesSwancor 901 Data SheetErin Guillermo33% (3)
- Importance of That Identified Strength in The OrganizationDocument2 pagesImportance of That Identified Strength in The OrganizationClarissa TeodoroNo ratings yet
- PFC Katalog PPDocument128 pagesPFC Katalog PPbmsinghNo ratings yet
- 05 Building Laws Summary 11-03-21Document27 pages05 Building Laws Summary 11-03-21Lyka Mendoza MojaresNo ratings yet
- DS 20180208 SG10 12KTL-M Datasheet V10 ENDocument2 pagesDS 20180208 SG10 12KTL-M Datasheet V10 ENRavi Ranjan VermaNo ratings yet
- SX SeriesDocument6 pagesSX SeriesmattuttezNo ratings yet
- Under The Oak Tree Part 2Document94 pagesUnder The Oak Tree Part 2suakasenaNo ratings yet
- Mental HealthDocument146 pagesMental HealthAnggraeni Beti Dwi LestariNo ratings yet
- EKS 17 Miniature Piston Pump SpecificationsDocument1 pageEKS 17 Miniature Piston Pump SpecificationsdujobozinovicNo ratings yet