You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Nodal and Mesh AnalysisDocument30 pagesNodal and Mesh Analysisabc abcNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Optimus Prime - : Age of ExtinctionDocument4 pagesOptimus Prime - : Age of ExtinctionDaniel Leon AlcaNo ratings yet
- Acr-Rpms TrainingDocument4 pagesAcr-Rpms TrainingHardy MisagalNo ratings yet
- Normal Probability DistributionDocument17 pagesNormal Probability DistributionGladzangel LoricabvNo ratings yet
- Energy Transition Through Smart Grid DevDocument28 pagesEnergy Transition Through Smart Grid Devbudi hermawanNo ratings yet
- EXAMEN III BIMESTRE INGLES 3ero PrimariaDocument1 pageEXAMEN III BIMESTRE INGLES 3ero Primariakaterin Yanac TelloNo ratings yet
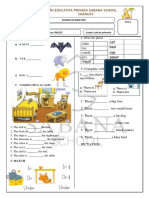
- EXAMEN III BIMESTRE INGLES 1ero PrimariaDocument1 pageEXAMEN III BIMESTRE INGLES 1ero Primariakaterin Yanac TelloNo ratings yet
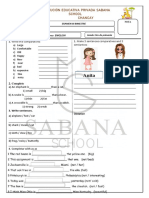
- EXAMEN III BIMESTRE INGLES 2do PrimariaDocument1 pageEXAMEN III BIMESTRE INGLES 2do Primariakaterin Yanac TelloNo ratings yet
- EXAMEN III BIMESTRE INGLES 5to PrimariaDocument1 pageEXAMEN III BIMESTRE INGLES 5to Primariakaterin Yanac TelloNo ratings yet
- fsn3 2046Document11 pagesfsn3 2046youcefNo ratings yet
- Optimization of Multiple Effect Evaporators Designed For Fruit Juice ConcentrateDocument7 pagesOptimization of Multiple Effect Evaporators Designed For Fruit Juice Concentratekaterin Yanac TelloNo ratings yet
- Adjoint-Based Topology Optimization ofDocument8 pagesAdjoint-Based Topology Optimization ofkaterin Yanac TelloNo ratings yet
- Student: Yanac Tello, Katerin Yanela: Which That Whose That WhichDocument1 pageStudent: Yanac Tello, Katerin Yanela: Which That Whose That Whichkaterin Yanac TelloNo ratings yet
- Task Yanac Tello KaterinDocument1 pageTask Yanac Tello Katerinkaterin Yanac TelloNo ratings yet
- The Rectangular Coordinate SystemDocument57 pagesThe Rectangular Coordinate SystemSAS Math-RoboticsNo ratings yet
- ESDocument17 pagesESTanya VermaNo ratings yet
- Adorna Tm201 01 Worksheet 1 - ArgDocument2 pagesAdorna Tm201 01 Worksheet 1 - ArgJhay CeeNo ratings yet
- 1 s2.0 S0924013605007570 MainDocument10 pages1 s2.0 S0924013605007570 Mainxr ChristopherNo ratings yet
- Full Download Test Bank For Public Health Nursing 10th Edition Stanhope PDF Full ChapterDocument36 pagesFull Download Test Bank For Public Health Nursing 10th Edition Stanhope PDF Full Chaptertheresagreensayxgiwkod100% (18)
- Driving Collaboration Efqm ModelDocument41 pagesDriving Collaboration Efqm ModelViviane EspositoNo ratings yet
- At Oxyrhynchus: Mary BeardDocument36 pagesAt Oxyrhynchus: Mary BeardsalisoftNo ratings yet
- Accounting Research Method - SyllabusDocument4 pagesAccounting Research Method - SyllabusMARIA THERESA ABRIONo ratings yet
- The Tobias Channels Allowing The New Spiritual Energy Into Your LifeDocument18 pagesThe Tobias Channels Allowing The New Spiritual Energy Into Your LifeVanessa SaycocieNo ratings yet
- 2ND ASRF Accounting Research Lecture CompetitionDocument2 pages2ND ASRF Accounting Research Lecture CompetitionGiged BattungNo ratings yet
- CPM Precalculus Homework AnswersDocument7 pagesCPM Precalculus Homework Answerscqxxvzhlf100% (1)
- Lesson 1 - Environmental PrinciplesDocument26 pagesLesson 1 - Environmental PrinciplesGeroline SaycoNo ratings yet
- WWW Samsung Com - TranslateDocument5 pagesWWW Samsung Com - TranslateÇAĞATAY ÇALIŞKANNo ratings yet
- Chapter 3 SolutionsDocument4 pagesChapter 3 SolutionsCHÍNH ĐÀO QUANGNo ratings yet
- Writer's Block and Procrastination in CIPD Level 5 AssignmentsDocument1 pageWriter's Block and Procrastination in CIPD Level 5 AssignmentsCIPD Assignment HelpNo ratings yet
- Film Art Study Guide Key TermsDocument8 pagesFilm Art Study Guide Key TermsnormanchamorroNo ratings yet
- Cyanobacteria LabDocument6 pagesCyanobacteria LabsenorgustoNo ratings yet
- The Mandalorian S02E08 WEBRip x264-ION10Document27 pagesThe Mandalorian S02E08 WEBRip x264-ION10AlexJKDCQCNo ratings yet
- Methods of Curriculum IntegrationDocument3 pagesMethods of Curriculum IntegrationApril Rose BaratoNo ratings yet
- 4D Printing Technology: A Seminar Report OnDocument29 pages4D Printing Technology: A Seminar Report OnInvento BuddhiNo ratings yet
- Preservation of Indigenous Culture of Bataan Through An Ayta Magbukon School of Living Tradition (SLT) ProgramDocument11 pagesPreservation of Indigenous Culture of Bataan Through An Ayta Magbukon School of Living Tradition (SLT) ProgramEuniz ReyesNo ratings yet
- Assessment in Special EdDocument27 pagesAssessment in Special EdAlfred IntongNo ratings yet
- Global Demography: SubtitleDocument32 pagesGlobal Demography: SubtitleEneb De OcampoNo ratings yet
- Net Zero Strategy BeisDocument368 pagesNet Zero Strategy Beis蔡孟軒No ratings yet
- Chapter 2: Non-Linear Equations: Nguyen Thi Minh TamDocument26 pagesChapter 2: Non-Linear Equations: Nguyen Thi Minh TamPhương Anh Nguyễn0% (1)