You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Welding Procedure Specification Pipe - 6GDocument3 pagesWelding Procedure Specification Pipe - 6Gdndudc97% (29)
- Sample Procedure Qualification Record (PQR) : (Smaw, Gmaw, Gtaw, Fcaw, Ofw, Paw)Document2 pagesSample Procedure Qualification Record (PQR) : (Smaw, Gmaw, Gtaw, Fcaw, Ofw, Paw)Thanakit Srisaeng0% (1)
- Module 2 - Welding and Cutting Proccess PDFDocument148 pagesModule 2 - Welding and Cutting Proccess PDFTuhoyito TarahaoNo ratings yet
- NDT ReportDocument4 pagesNDT ReportTHI SEN NGUYENNo ratings yet
- HP Lub and HydraulicDocument180 pagesHP Lub and HydraulicFiliberto RodriguezNo ratings yet
- TS en Iso 15614-8Document51 pagesTS en Iso 15614-8Emin GulerNo ratings yet
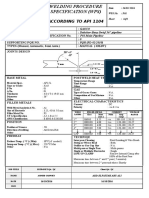
- Welding Procedure Specification (WPS) : According To Api 1104Document1 pageWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- Ecoflam Catalogue 2012Document60 pagesEcoflam Catalogue 2012manikandanNo ratings yet
- ASME IX Interpretation-Part12Document39 pagesASME IX Interpretation-Part12kevin herryNo ratings yet
- Unit 7 - Week 6: Assignment 6Document3 pagesUnit 7 - Week 6: Assignment 6Jayaganesh KhandigeNo ratings yet
- Unit 3 - Week 2: Assignment 2Document4 pagesUnit 3 - Week 2: Assignment 2Jayaganesh KhandigeNo ratings yet
- Unit 2 - Week 1: Assignment 1Document3 pagesUnit 2 - Week 1: Assignment 1Jayaganesh KhandigeNo ratings yet
- Fundamentals of Metal Forming: Fig 1.1 Fig 1.2Document49 pagesFundamentals of Metal Forming: Fig 1.1 Fig 1.2Jayaganesh KhandigeNo ratings yet
- Deformation Zone GeometryDocument8 pagesDeformation Zone GeometryJayaganesh KhandigeNo ratings yet
- Elasticity: R. Chandramouli Associate Dean-Research SASTRA University, Thanjavur-613 401Document10 pagesElasticity: R. Chandramouli Associate Dean-Research SASTRA University, Thanjavur-613 401Jayaganesh KhandigeNo ratings yet
- FORM-AT-MANU-015-E Welding Inspection ReportDocument3 pagesFORM-AT-MANU-015-E Welding Inspection ReportBOUZAIDANo ratings yet
- Poster Weldingpositions en SWDocument1 pagePoster Weldingpositions en SWAbin sha john The gipsyNo ratings yet
- Dinlasan - Electric Arc Safety WeldingDocument9 pagesDinlasan - Electric Arc Safety Weldingshin deiruNo ratings yet
- PT. Anugerah Mega Energi Daily Report: Work Time: 07.00 18.00 Work Time: 07.00 18.00Document1 pagePT. Anugerah Mega Energi Daily Report: Work Time: 07.00 18.00 Work Time: 07.00 18.00heri_prasetyadiNo ratings yet
- Mandatory Appendix e Asme BPVC Sec Ix 2023Document3 pagesMandatory Appendix e Asme BPVC Sec Ix 2023mr.bakhtiari.mahmoudNo ratings yet
- Product Catalog: Horizontal Concealed Chilled Water Fan Coil Unit Airfl Ow: 200 1400 CFMDocument18 pagesProduct Catalog: Horizontal Concealed Chilled Water Fan Coil Unit Airfl Ow: 200 1400 CFMjorge de la cruzNo ratings yet
- What Is Fusion Welding - TWI PDFDocument6 pagesWhat Is Fusion Welding - TWI PDFFarid Ahmed KhwajaNo ratings yet
- Tugas Destructive Test Welding UNY 2017Document10 pagesTugas Destructive Test Welding UNY 2017G. YUDHA FATRIA EGIANSYAH gyudha.2019No ratings yet
- Line History SheetDocument4 pagesLine History SheetBethel NdifonNo ratings yet
- Welding Lecture 4 Fusion (Liquid) State Welding Processes (Resistance Welding)Document30 pagesWelding Lecture 4 Fusion (Liquid) State Welding Processes (Resistance Welding)Adel AbdelmaboudNo ratings yet
- Flush-Mount Room Thermostats With RS485 ModbusDocument18 pagesFlush-Mount Room Thermostats With RS485 ModbusMaximilien URBESNo ratings yet
- Kobelco Welding HandbookDocument202 pagesKobelco Welding HandbookSantiago PatitucciNo ratings yet
- RT Request: Client: Project: Epcc of Service Station SS/FD/DR Phase 2 21 (15 Units) Station Model: F10000 STOCK15Document3 pagesRT Request: Client: Project: Epcc of Service Station SS/FD/DR Phase 2 21 (15 Units) Station Model: F10000 STOCK15Muhammad Irwan MuhamadNo ratings yet
- Betag 2014Document7 pagesBetag 2014MelmakPolytronNo ratings yet
- CAT 320 Reparar BaldeDocument46 pagesCAT 320 Reparar BaldeTaller PahrNo ratings yet
- Grade 7 Shielded Metal Arc Welding (SMAW) Supplementary Learning MaterialDocument11 pagesGrade 7 Shielded Metal Arc Welding (SMAW) Supplementary Learning MaterialLorenzo InofreNo ratings yet
- Carrier 42txp-Pdc03Document16 pagesCarrier 42txp-Pdc03jake langNo ratings yet
- PQR 3G Fcaw SF71Document3 pagesPQR 3G Fcaw SF71long phamNo ratings yet
- Welding Torch As End Effector: Siddharth Kumar A. K., Rohan M VasishtaDocument4 pagesWelding Torch As End Effector: Siddharth Kumar A. K., Rohan M VasishtaRohan VashishtaNo ratings yet
- Form Request OvertimeDocument21 pagesForm Request OvertimeAndika ArdaNo ratings yet
- Application of Fan and Blower in Room Air Heater: Engineering Design (Ta 103) ProjectDocument11 pagesApplication of Fan and Blower in Room Air Heater: Engineering Design (Ta 103) ProjectManan AroraNo ratings yet