You might also like
- Nuclear Reactor Thermal-Hydraulics: Past, Present and Future: Enter asset subtitleFrom EverandNuclear Reactor Thermal-Hydraulics: Past, Present and Future: Enter asset subtitleNo ratings yet
- Separate Sensible and Latent Cooling Systems: A Critical Review of The State-Of-The-Art and Future ProspectsDocument10 pagesSeparate Sensible and Latent Cooling Systems: A Critical Review of The State-Of-The-Art and Future ProspectsALI UZAIRNo ratings yet
- VCRC and Their Main Components Refrigarants For VCRCDocument19 pagesVCRC and Their Main Components Refrigarants For VCRCberkdaglarasti009No ratings yet
- Water Consumption of Cooling Towers ASME Power 2015Document5 pagesWater Consumption of Cooling Towers ASME Power 2015Zaka ZaheeriNo ratings yet
- A Review of Current Status of Free Cooling in DatacentersDocument16 pagesA Review of Current Status of Free Cooling in DatacentersAINHOA NEIRA LASALANo ratings yet
- Guide to Eliminating Compressor Cooling in Data CentersDocument19 pagesGuide to Eliminating Compressor Cooling in Data CentersJoão CavalcantiNo ratings yet
- 14 Mur Jet AamirDocument9 pages14 Mur Jet AamirAkshat RNo ratings yet
- Semi-Empirical Method For Representing Domestic Refrigerator/freezer Compressor Calorimeter Test DataDocument10 pagesSemi-Empirical Method For Representing Domestic Refrigerator/freezer Compressor Calorimeter Test DataLimas ramirez José AntonioNo ratings yet
- 2015-An Experimental Investigation On A Novel Ejector EnhancedDocument8 pages2015-An Experimental Investigation On A Novel Ejector EnhancedVictor PerezNo ratings yet
- Energy Use Characteristics of Variable Primary FloDocument9 pagesEnergy Use Characteristics of Variable Primary FloThanhNo ratings yet
- Defrosting Industrial Refrigeration Evaporators Reindl Jekel August 2009Document13 pagesDefrosting Industrial Refrigeration Evaporators Reindl Jekel August 2009RASHEED YUSUFNo ratings yet
- Materials Today: Proceedings: N. Sivaraman, R. Muthu Vaidyanathan, Mahaboob Patel, Mebratu MarkosDocument5 pagesMaterials Today: Proceedings: N. Sivaraman, R. Muthu Vaidyanathan, Mahaboob Patel, Mebratu MarkosAschale0% (1)
- Energy Efficient Free Cooling System For Data CentersDocument6 pagesEnergy Efficient Free Cooling System For Data CentersSadbin MiaNo ratings yet
- Performance Analysis of Multipurpose Refrigeration System (MRS) On Fishing VesselDocument10 pagesPerformance Analysis of Multipurpose Refrigeration System (MRS) On Fishing VesselAJ BantayNo ratings yet
- Design and Performance Analysis of Water Chiller - A ResearchDocument8 pagesDesign and Performance Analysis of Water Chiller - A ResearchDiyar NezarNo ratings yet
- Wind Effects On Air Cooled Condensers (Part 1) : Determination of Model Validation ConditionsDocument17 pagesWind Effects On Air Cooled Condensers (Part 1) : Determination of Model Validation ConditionssanjeevnnNo ratings yet
- A Review On Efficient Thermal ManagementDocument24 pagesA Review On Efficient Thermal ManagementSiddhartha S SNo ratings yet
- Solar-Driven Refrigeration SystemDocument7 pagesSolar-Driven Refrigeration SystemIJAMTESNo ratings yet
- VCRC and Their Main Components+ Refrigarants For VCRCDocument19 pagesVCRC and Their Main Components+ Refrigarants For VCRCberkdaglarasti009No ratings yet
- Air Water System Design Using Revit Mep For A Residential BuildingDocument5 pagesAir Water System Design Using Revit Mep For A Residential BuildingEditor IJTSRDNo ratings yet
- Dynamic Modelling and Control of Cryogenic AIR Separation PlantsDocument7 pagesDynamic Modelling and Control of Cryogenic AIR Separation PlantsThiago Victor da Silva BonfimNo ratings yet
- Low-Cost Refrigeration Trainer Demonstrates Vapor Compression CycleDocument6 pagesLow-Cost Refrigeration Trainer Demonstrates Vapor Compression CycleEugine BalomagaNo ratings yet
- 4 - Discrete Model-Based Operation of Cooling Tower Based On Statistical AnalysisDocument8 pages4 - Discrete Model-Based Operation of Cooling Tower Based On Statistical AnalysisHoàngViệtAnhNo ratings yet
- Energy and exergy analysis of absorption-compression cascade refrigeration systemDocument12 pagesEnergy and exergy analysis of absorption-compression cascade refrigeration systemdanish5aliNo ratings yet
- Review of Water Based Vapour Absorption Cooling Systems Using Thermodynamic AnalysisDocument12 pagesReview of Water Based Vapour Absorption Cooling Systems Using Thermodynamic AnalysisalmadhagiNo ratings yet
- Irjet V5i1236 180319101623 PDFDocument6 pagesIrjet V5i1236 180319101623 PDFsuchismita swainNo ratings yet
- District Cooling PerformanceDocument6 pagesDistrict Cooling Performancechootymalli9760No ratings yet
- Combined Desiccant-Ejector Cooling System Assisted by Organic Rankine Cycle For Zero-Power Cooling and DehumidificationDocument8 pagesCombined Desiccant-Ejector Cooling System Assisted by Organic Rankine Cycle For Zero-Power Cooling and DehumidificationGuilherme SixeNo ratings yet
- Evaporative Condenser Control in Industrial Refrigeration SystemsDocument16 pagesEvaporative Condenser Control in Industrial Refrigeration SystemsBao NguyenNo ratings yet
- Summer 1998 Outside The Loop Newsletter For Geothermal Heat Pump Designers and InstallersDocument8 pagesSummer 1998 Outside The Loop Newsletter For Geothermal Heat Pump Designers and InstallersOutside the Loop Newsletter - GEO-HEAT CENTERNo ratings yet
- Ijetae Ncetet 2018 01Document2 pagesIjetae Ncetet 2018 01Ajaysinh SolankiNo ratings yet
- Applied Thermal Engineering: D. Zhang, Q.B. Wu, J.P. Li, X.Q. KongDocument7 pagesApplied Thermal Engineering: D. Zhang, Q.B. Wu, J.P. Li, X.Q. KongFrancisco OppsNo ratings yet
- Central Chiller Plants: Seminar Course ObjectivesDocument9 pagesCentral Chiller Plants: Seminar Course ObjectiveszhyhhNo ratings yet
- Prescription For Chiller PlantsDocument4 pagesPrescription For Chiller Plantsblack_3289No ratings yet
- ICE PLANT TEST RIG PERFORMANCE ANALYSISDocument58 pagesICE PLANT TEST RIG PERFORMANCE ANALYSISjuned shaikhNo ratings yet
- Preface PDFDocument1 pagePreface PDFalialavi2No ratings yet
- Method For Estimating Energy Savings Potential of Chilled-Water Plant Retro-CommissioningDocument13 pagesMethod For Estimating Energy Savings Potential of Chilled-Water Plant Retro-CommissioningjoasobralNo ratings yet
- ReportDocument5 pagesReportabdulNo ratings yet
- Hybrid Solar Air Conditioning SystemsDocument1 pageHybrid Solar Air Conditioning Systemsjho estradaNo ratings yet
- Recent Advances in High-Flux, Two-Phase Thermal Management: Issam MudawarDocument15 pagesRecent Advances in High-Flux, Two-Phase Thermal Management: Issam Mudawarsaad JajjaNo ratings yet
- Designing Chilled Water Systems: Boilers, ChillersDocument12 pagesDesigning Chilled Water Systems: Boilers, ChillersLucas Penalva Costa SerraNo ratings yet
- Sustainability 13 11940 v3Document27 pagesSustainability 13 11940 v3M AzharNo ratings yet
- Investigation On Reciprocating Air ComprDocument6 pagesInvestigation On Reciprocating Air ComprChris VilaNo ratings yet
- Numerical simulation of R1234ze ejector-expansion refrigeration cycle improves COP by 18Document13 pagesNumerical simulation of R1234ze ejector-expansion refrigeration cycle improves COP by 18rezarossNo ratings yet
- Chiller Plant Operation Optimization: Energy-Efficient Primary-Only and Primary-Secondary SystemsDocument15 pagesChiller Plant Operation Optimization: Energy-Efficient Primary-Only and Primary-Secondary Systems1305619200ljwNo ratings yet
- Literature Review On Adsorption Cooling TechnologyDocument5 pagesLiterature Review On Adsorption Cooling Technologyc5nazs86No ratings yet
- Enhanced Ship Energy Efficiency by Using Marine BoDocument6 pagesEnhanced Ship Energy Efficiency by Using Marine BoTeteloNo ratings yet
- 4955-Article Text-14418-1-10-20221114Document9 pages4955-Article Text-14418-1-10-20221114Muhammad AfaqNo ratings yet
- Energy Performance and Thermal Comfort DeliveryDocument18 pagesEnergy Performance and Thermal Comfort DeliveryRodrigo FigueiredoNo ratings yet
- ASHRAE Report On Pre Cooling With Indirect Evaporative CoolingDocument8 pagesASHRAE Report On Pre Cooling With Indirect Evaporative CoolingAhmad Mahrous AboulsoudNo ratings yet
- Modeling Heat Recovery Plants in Hourly Analysis Program (HAP) v4.90 by CarrierDocument8 pagesModeling Heat Recovery Plants in Hourly Analysis Program (HAP) v4.90 by CarrierrobinssonNo ratings yet
- 1 s2.0 S2214157X23011085 MainDocument14 pages1 s2.0 S2214157X23011085 MainGerson Tomas Varela GarciaNo ratings yet
- HVAC Design For Sustainable Lab: by Gregory R. Johnson, P.E., Member ASHRAEDocument11 pagesHVAC Design For Sustainable Lab: by Gregory R. Johnson, P.E., Member ASHRAEAu NguyenNo ratings yet
- Simulation Analysis of Thermal Systems and Components: For Additional InformationDocument88 pagesSimulation Analysis of Thermal Systems and Components: For Additional InformationSakena AbbasNo ratings yet
- 1.3266306Document6 pages1.3266306cpgcha57No ratings yet
- A Review On Experimental Analysis On Hybrid Vapour Compression Refrigeration SystemDocument7 pagesA Review On Experimental Analysis On Hybrid Vapour Compression Refrigeration SystemIJRASETPublicationsNo ratings yet
- Cascaded Superheat Control With A Multiple EvaporaDocument7 pagesCascaded Superheat Control With A Multiple Evaporaparthadas48No ratings yet
- Designing Dedicated Outdoor Air SystemsDocument4 pagesDesigning Dedicated Outdoor Air Systemsrogel_ganaNo ratings yet
- ModellingDocument10 pagesModellingalmadhagiNo ratings yet
- Light Rigidizable Inflatable Wings For UAVs Resin and Manufacturing DevelopmentDocument16 pagesLight Rigidizable Inflatable Wings For UAVs Resin and Manufacturing DevelopmentMohd AnuarNo ratings yet
- Production process of artists' paintDocument2 pagesProduction process of artists' paintkinley dorjeeNo ratings yet
- Biology Yearly Lesson Plan Form 4Document4 pagesBiology Yearly Lesson Plan Form 4Hisyam Deraman100% (1)
- 2020.09.24 OLV & MSV Lead Piping DiscussionDocument11 pages2020.09.24 OLV & MSV Lead Piping DiscussionAswindana Ibnu SenaNo ratings yet
- IB Biology Notes - 37 Cell RespirationDocument2 pagesIB Biology Notes - 37 Cell RespirationJohn Philip D. NapalNo ratings yet
- F84C-5 - Sat - MSDSDocument4 pagesF84C-5 - Sat - MSDSDenise Koh Chin HuiNo ratings yet
- Bio-Vision - SSLC Chemistry SmileDocument19 pagesBio-Vision - SSLC Chemistry SmilemujeebNo ratings yet
- Ammonia PlantDocument10 pagesAmmonia PlantHemal Patel Sam100% (3)
- PSSLDocument8 pagesPSSLlokelooksNo ratings yet
- 4th FM Lecture Notes-Units and Scales of Pressure MeasurementDocument8 pages4th FM Lecture Notes-Units and Scales of Pressure MeasurementMike BuzmionNo ratings yet
- Produksi Etanol Menggunakan Kluyveromyces MarxianusDocument8 pagesProduksi Etanol Menggunakan Kluyveromyces MarxianusDaeng AriefNo ratings yet
- ASME Boiler and Pressure Vessel Code Week: February 2023Document11 pagesASME Boiler and Pressure Vessel Code Week: February 2023Mark GuevarraNo ratings yet
- Safety Data Sheet: (Helaian Data Keselamatan) P461-XXXX Revision No: 1Document10 pagesSafety Data Sheet: (Helaian Data Keselamatan) P461-XXXX Revision No: 1SerenitiNo ratings yet
- Drilling Fluids ExercisesDocument17 pagesDrilling Fluids ExercisesJohn Kevin De CastroNo ratings yet
- CBM 2016 1Document14 pagesCBM 2016 1SHEIKH MUHAMMAD FAHADNo ratings yet
- Cell Respiration Lab ReportDocument3 pagesCell Respiration Lab ReportLindsey GreeneNo ratings yet
- Coal Fired Power PlantDocument17 pagesCoal Fired Power PlantCecepSaripudinNo ratings yet
- Epoxy Polymer Surface Roughness Modeling Based On Kinetic Studies of Wet Chemical TreatmentsDocument2 pagesEpoxy Polymer Surface Roughness Modeling Based On Kinetic Studies of Wet Chemical TreatmentsAzzedine AllalNo ratings yet
- Electromagnetic Spectrum Practice Problems Che11APDocument1 pageElectromagnetic Spectrum Practice Problems Che11APJerixan PortesNo ratings yet
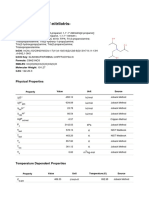
- TriisopropanolamineDocument2 pagesTriisopropanolamineKresna Thufail ANo ratings yet
- Fluorescence Spectroscopy: CHE5540 Lab Exercise 9Document10 pagesFluorescence Spectroscopy: CHE5540 Lab Exercise 9prakush_prakushNo ratings yet
- Polymers: 1. Polymers 1.1 General Introduction and Its ScopeDocument7 pagesPolymers: 1. Polymers 1.1 General Introduction and Its ScopeJayvee MendozaNo ratings yet
- AA IGCSE Unit 1,2Document9 pagesAA IGCSE Unit 1,2Yee MeiNo ratings yet
- PM304 ch1Document6 pagesPM304 ch1何英奇No ratings yet
- Vapor Compression CycleDocument23 pagesVapor Compression CycleNiaz KilamNo ratings yet
- Analysis of Marks of Questions (Subject-Wise) Appeared in GATE ExamDocument2 pagesAnalysis of Marks of Questions (Subject-Wise) Appeared in GATE ExamRakesh KumarNo ratings yet
- Technical Documentation For Pagel Grout: MAN-material-no.: 11.72125-0035 Manufacturer: PAGELDocument23 pagesTechnical Documentation For Pagel Grout: MAN-material-no.: 11.72125-0035 Manufacturer: PAGELOunna PechNo ratings yet
- Millers Anesthesia - Sixth Edition - ANESTHESIA APPARATUS - 18Document6 pagesMillers Anesthesia - Sixth Edition - ANESTHESIA APPARATUS - 18Adriana VickNo ratings yet
- Microscopy REMOTE Quiz QuestionsDocument2 pagesMicroscopy REMOTE Quiz QuestionsadamNo ratings yet
- Ashland, Technical Data SheetDocument5 pagesAshland, Technical Data Sheetyasi heeruNo ratings yet