You might also like
- Kapitel 01 DINO Techn TeilDocument12 pagesKapitel 01 DINO Techn TeilPetros IosifidisNo ratings yet
- Kapitel 01 DINO Techn TeilDocument12 pagesKapitel 01 DINO Techn TeilLê Đức BảoNo ratings yet
- 6 Materials: ISO 898-1:2009 (E)Document4 pages6 Materials: ISO 898-1:2009 (E)Dasith SithiraNo ratings yet
- Chemical Composition Limit (Cast Analysis, %) Tempering Temperature Property Class Material and Heat TreatmentDocument1 pageChemical Composition Limit (Cast Analysis, %) Tempering Temperature Property Class Material and Heat TreatmentAhmed Saber NassarNo ratings yet
- Applicable Standards: ASTM A792 ASTM A792 EN10215Document14 pagesApplicable Standards: ASTM A792 ASTM A792 EN10215ersinNo ratings yet
- Mat 07000-07149 200411Document5 pagesMat 07000-07149 200411Ronaldo Bandeira RodriguesNo ratings yet
- Resistance class selection guide for connection screws and studsDocument2 pagesResistance class selection guide for connection screws and studsengfaridmalkNo ratings yet
- ASTM A335 Pipe Specification1 PDFDocument8 pagesASTM A335 Pipe Specification1 PDFRoberto EliasNo ratings yet
- ASTM A335 Pipe Specification1Document8 pagesASTM A335 Pipe Specification1Rupam BaruahNo ratings yet
- 36CrB4 Rod - Wire Rev4 PDFDocument6 pages36CrB4 Rod - Wire Rev4 PDFKarthi KeyanNo ratings yet
- En 10305 1 Sunny SteelDocument6 pagesEn 10305 1 Sunny Steelmohamed belkadiNo ratings yet
- GB700 88Document8 pagesGB700 88JJGM120No ratings yet
- Hot-rolled carbon steel data sheetDocument7 pagesHot-rolled carbon steel data sheetwulfgang66No ratings yet
- Alloy Steel Castings Table 1Document16 pagesAlloy Steel Castings Table 1takumi_zNo ratings yet
- GB700-88 Carbon Structural SteelsDocument7 pagesGB700-88 Carbon Structural SteelsyuNo ratings yet
- Alloy 6082 - Rev2012Document2 pagesAlloy 6082 - Rev2012Ysraels Santisteban DurandNo ratings yet
- Specification for Precipitation-Hardening Nickel Alloy BarsDocument9 pagesSpecification for Precipitation-Hardening Nickel Alloy BarsrbagriNo ratings yet
- ASTM Standard (Vol 1.04) A 131 - A131M - 94Document5 pagesASTM Standard (Vol 1.04) A 131 - A131M - 94astrogildoNo ratings yet
- Thyssenkrupp Materials (UK) LTD Aluminium Alloy 6082: Material Data SheetDocument2 pagesThyssenkrupp Materials (UK) LTD Aluminium Alloy 6082: Material Data SheetSatendra ThakurNo ratings yet
- Stainless Steel 304 Data Sheet from thyssenkruppDocument3 pagesStainless Steel 304 Data Sheet from thyssenkruppYoucef KherroubiNo ratings yet
- Content: C-Stähle Für Die WärmebehandlungDocument18 pagesContent: C-Stähle Für Die WärmebehandlungAsad EjazNo ratings yet
- Metals HandbookDocument33 pagesMetals HandbookAlexandre Sp50% (4)
- Rules For Materials and Welding 2021 AmendmentsDocument29 pagesRules For Materials and Welding 2021 AmendmentsSUEZSHIPYARD QCNo ratings yet
- Thyssenkrupp Materials (UK) LTD Stainless Steel 1.4307 - 304LDocument3 pagesThyssenkrupp Materials (UK) LTD Stainless Steel 1.4307 - 304LpabloNo ratings yet
- A 250 Â " A 250M Â " 95 R01 - QTI1MC05NVIWMQDocument4 pagesA 250 Â " A 250M Â " 95 R01 - QTI1MC05NVIWMQhans ccNo ratings yet
- Material InspectionDocument39 pagesMaterial Inspectionkrisman f siregarNo ratings yet
- Steels Used Onboard Ships and How To Perform Maintenance WeldingDocument35 pagesSteels Used Onboard Ships and How To Perform Maintenance Weldingantonio111aNo ratings yet
- Requerimientos ABS Pruebas MecanicasDocument7 pagesRequerimientos ABS Pruebas MecanicasGilberto ZamudioNo ratings yet
- Stainless Steel 304Document3 pagesStainless Steel 304jay mamucayNo ratings yet
- Asme Sfa Sa 213Document14 pagesAsme Sfa Sa 213Mayank SinglaNo ratings yet
- Metallic Material Specification for 2.25 Cr-1 Mo Alloy with 85 KSI Yield StrengthDocument6 pagesMetallic Material Specification for 2.25 Cr-1 Mo Alloy with 85 KSI Yield StrengthReginaldo SantosNo ratings yet
- XAR 450 (WB 710) EnglischDocument3 pagesXAR 450 (WB 710) EnglischMario MoranNo ratings yet
- Material Cross Reference TableDocument3 pagesMaterial Cross Reference TableLuis Pol SistiNo ratings yet
- A 250 Â " A 250M Â " 95 R01 QTI1MC9BMJUWTS1SRUQDocument7 pagesA 250 Â " A 250M Â " 95 R01 QTI1MC9BMJUWTS1SRUQCynthia GutierrezNo ratings yet
- Böhler Er Ti 2-Ig: Classifications EN ISO 24034 AWS A5.16Document1 pageBöhler Er Ti 2-Ig: Classifications EN ISO 24034 AWS A5.16Thanh TamNo ratings yet
- Din 17177-79Document8 pagesDin 17177-79savanNo ratings yet
- Steel PropertiesDocument22 pagesSteel PropertiesMOHD SALMANNo ratings yet
- Lecture 10Document24 pagesLecture 10spsu2010No ratings yet
- ASTM A213 T22 ASME SA213 T22 Specification - 3 PDFDocument6 pagesASTM A213 T22 ASME SA213 T22 Specification - 3 PDFbagus asmoroNo ratings yet
- Aisi 1010 Carbon Steel (Uns g10100)Document5 pagesAisi 1010 Carbon Steel (Uns g10100)prasadjoshi781429No ratings yet
- Case Hardening Alloy Steel Bar 6587Document3 pagesCase Hardening Alloy Steel Bar 6587CelsoNo ratings yet
- P.O.Box 261 Owings Mills, MD 21117 USADocument1 pageP.O.Box 261 Owings Mills, MD 21117 USARenny DevassyNo ratings yet
- Aluminium Alloy 2014A T651 Sheet and Plate: Specifications Temper TypesDocument3 pagesAluminium Alloy 2014A T651 Sheet and Plate: Specifications Temper TypesBeni hidayatullahNo ratings yet
- Module 4 and 6: Luckman MuhmoodDocument54 pagesModule 4 and 6: Luckman MuhmoodAman PanchalNo ratings yet
- Plates, Carbon Steel, Structural Quality, Furnished To Chemical Composition RequirementsDocument4 pagesPlates, Carbon Steel, Structural Quality, Furnished To Chemical Composition RequirementsDiegoNo ratings yet
- Aluminium Alloy 2014A T651 Sheet and Plate: Specifications Temper TypesDocument3 pagesAluminium Alloy 2014A T651 Sheet and Plate: Specifications Temper TypesMellierNo ratings yet
- Steel PropertiesDocument4 pagesSteel Propertiesyenimaar100% (2)
- Material Selection for Adiabatic Reactor VesselDocument5 pagesMaterial Selection for Adiabatic Reactor VesselAntoinette ChuaNo ratings yet
- A 618 - 01 Qtyxoc9bnje4tqDocument4 pagesA 618 - 01 Qtyxoc9bnje4tqLUISNo ratings yet
- Sa 283Document3 pagesSa 283ismaelarchilacastilloNo ratings yet
- Stainless Steel Grade 904L (UNS N08904)Document3 pagesStainless Steel Grade 904L (UNS N08904)Nguyễn HưngNo ratings yet
- Sa 283Document3 pagesSa 283AnilNo ratings yet
- AH MergedDocument6 pagesAH MergedReginaldo SantosNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-3 EN 10087Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-3 EN 10087farshid KarpasandNo ratings yet
- Metallic Material SpecificationDocument8 pagesMetallic Material SpecificationReginaldo SantosNo ratings yet
- Aisi 340 Info PDFDocument3 pagesAisi 340 Info PDFAn DikaNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Sikatack - Panel System: The Panel Fixing System For Ventilated FaçadesDocument11 pagesSikatack - Panel System: The Panel Fixing System For Ventilated FaçadesAlfa Gita PankaNo ratings yet
- Mechanical Design of Transmission Lines PDFDocument53 pagesMechanical Design of Transmission Lines PDFAkhilesh MendonNo ratings yet
- Rebar Estimation Cover Sheet: Hampstead Heath Apartments Project NoDocument92 pagesRebar Estimation Cover Sheet: Hampstead Heath Apartments Project NoDhatchina MoorthyNo ratings yet
- BS en 1011-3Document32 pagesBS en 1011-3lok kkNo ratings yet
- InnoPlus LD2420D - InnoPlusDocument3 pagesInnoPlus LD2420D - InnoPlusEko SabtianNo ratings yet
- Plastic Strips as Concrete Admixture: A Feasibility StudyDocument23 pagesPlastic Strips as Concrete Admixture: A Feasibility StudyHarvey roqueNo ratings yet
- Water Profing Application MethodologyDocument2 pagesWater Profing Application MethodologyRajarshi KarNo ratings yet
- Building Materials Alia Bint Khalid 19091AA001: Q) What Are The Constituents of Paint? What AreDocument22 pagesBuilding Materials Alia Bint Khalid 19091AA001: Q) What Are The Constituents of Paint? What Arealiyah khalidNo ratings yet
- Recycled Asphalt Technology: Erbil Construction LABDocument60 pagesRecycled Asphalt Technology: Erbil Construction LABbestoon RamadhanNo ratings yet
- WSS M1P87 BXDocument6 pagesWSS M1P87 BXShu Fu100% (1)
- Comfortboard 80 Exterior Non Structural Insulated Sheathing BoardDocument7 pagesComfortboard 80 Exterior Non Structural Insulated Sheathing BoardduynguyenNo ratings yet
- AFI Data Sheet Heavy Density Pipe Insulation PI No Pix 1Document3 pagesAFI Data Sheet Heavy Density Pipe Insulation PI No Pix 1Mostafa ElsammanNo ratings yet
- Duct Tape: Technical Data June, 2005Document2 pagesDuct Tape: Technical Data June, 2005ismail mijasNo ratings yet
- Steel Grade: Material Data SheetDocument3 pagesSteel Grade: Material Data SheetAhmed AbidNo ratings yet
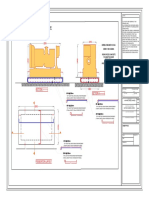
- Base Foundation of Generator: SECTION I - I SECTION II - IIDocument1 pageBase Foundation of Generator: SECTION I - I SECTION II - IIHayman AhmedNo ratings yet
- Ceramic Microsphere - G-SeriesDocument2 pagesCeramic Microsphere - G-Seriessriatul2006No ratings yet
- 3 Flexural Analysis of BeamsDocument27 pages3 Flexural Analysis of BeamsAfrasiyab KhanNo ratings yet
- Construction and Building Materials: Mohammad Hajsadeghi, Chee Seong Chin, Stephen W. JonesDocument15 pagesConstruction and Building Materials: Mohammad Hajsadeghi, Chee Seong Chin, Stephen W. JonesMarciano TonattoNo ratings yet
- RDSO Sample Specification ConcreteDocument27 pagesRDSO Sample Specification Concretenisheethsingh3143No ratings yet
- X Mesh C10: and WithoutDocument8 pagesX Mesh C10: and Withoutlesly_edithNo ratings yet
- Structural Insulated Panels (SIPs) Installation GuideDocument4 pagesStructural Insulated Panels (SIPs) Installation GuiderjutyroNo ratings yet
- Dynasol - Emulsion BrochureDocument27 pagesDynasol - Emulsion BrochureFREDY CORREANo ratings yet
- Technical Data Probes DatasheetDocument5 pagesTechnical Data Probes DatasheetasfsndNo ratings yet
- Amendment No. 1 November 2014 TO Is 4326: 2013 Earthquake Resistant Design and Construction of Buildings - Code of PracticeDocument9 pagesAmendment No. 1 November 2014 TO Is 4326: 2013 Earthquake Resistant Design and Construction of Buildings - Code of PracticeAKSNo ratings yet
- Tribological and Mechanical Performance of Epoxy Reinforced by Fish Scales PowderDocument8 pagesTribological and Mechanical Performance of Epoxy Reinforced by Fish Scales PowderSanjoy BeraNo ratings yet
- Technical Manual For ETA 08 0213 For CFS CU Firestop Cushion For Penetrations Approval Document ASSET DOC 2398866Document12 pagesTechnical Manual For ETA 08 0213 For CFS CU Firestop Cushion For Penetrations Approval Document ASSET DOC 2398866Maria Paula CheheidNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10132-4Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10132-4farshid KarpasandNo ratings yet
- Method Statement For Installation of Chilled Water Pipe Insulation Works Above Ground LevelDocument6 pagesMethod Statement For Installation of Chilled Water Pipe Insulation Works Above Ground LevelBinod DavisNo ratings yet
- Flexible Glass Doors: IN ALDocument32 pagesFlexible Glass Doors: IN ALSharr Danelle SalazarNo ratings yet
- Kilsaran 15.0N 100mm Solid Block DOP&CE (Castletown) Rev01Document2 pagesKilsaran 15.0N 100mm Solid Block DOP&CE (Castletown) Rev01Reda SadNo ratings yet