You might also like
- L Dave FDM Fused Deposition Modeling 3D Printing 2021Document517 pagesL Dave FDM Fused Deposition Modeling 3D Printing 2021raphael gentileNo ratings yet
- 3D PrintingDocument22 pages3D PrintingErmin MaŁik HuskicNo ratings yet
- 3D PrintingDocument31 pages3D PrintingNirmal BhowmickNo ratings yet
- 3-D Printing: ContentDocument9 pages3-D Printing: ContentRitik PothareNo ratings yet
- 3D Printing For Garments ProductionDocument5 pages3D Printing For Garments Productionjasim100% (1)
- E1. Boiler Tube Failure Part 1Document54 pagesE1. Boiler Tube Failure Part 1Rajendran Srn100% (5)
- SEPRODYN Tubular Modules User Manual PDFDocument13 pagesSEPRODYN Tubular Modules User Manual PDFjpsingh75No ratings yet
- Performance Based Design For Fire SafetyDocument23 pagesPerformance Based Design For Fire SafetyTharanga Pradeep100% (1)
- 4D Printing TechnologyDocument25 pages4D Printing TechnologySachin RathodNo ratings yet
- 3D Printing Technology Revolution in FutDocument4 pages3D Printing Technology Revolution in FutSasha KingNo ratings yet
- Tree-Dimensional Printing of Multifunctional Nanocomposites - Manufacturing Techniques and ApplicationsDocument28 pagesTree-Dimensional Printing of Multifunctional Nanocomposites - Manufacturing Techniques and ApplicationsDuniaNo ratings yet
- Materials Today Chemistry: S.C. Daminabo, S. Goel, S.A. Grammatikos, H.Y. Nezhad, V.K. ThakurDocument23 pagesMaterials Today Chemistry: S.C. Daminabo, S. Goel, S.A. Grammatikos, H.Y. Nezhad, V.K. ThakurJavier Ricardo Sánchez CastilloNo ratings yet
- Two Way 4D Printing - A Review On The Reversibility of 3D Printed Shape Memory MaterialsDocument12 pagesTwo Way 4D Printing - A Review On The Reversibility of 3D Printed Shape Memory MaterialsEdgar ApitanaNo ratings yet
- 4D Printing Review PaperDocument30 pages4D Printing Review PaperAreeb HasanNo ratings yet
- 3D Printing Technology Methods, Biomedical Applications, Future Opportunities and TrendsDocument21 pages3D Printing Technology Methods, Biomedical Applications, Future Opportunities and Trendsmalpigi cisimciğiNo ratings yet
- Materials Today: Proceedings: Ayushi, Umesh Kumar Vates, Sanjay Mishra, Nand Jee KanuDocument7 pagesMaterials Today: Proceedings: Ayushi, Umesh Kumar Vates, Sanjay Mishra, Nand Jee Kanujhoan jimenezNo ratings yet
- Polymers 15 02519 v4Document23 pagesPolymers 15 02519 v4Mircavid HeydəroğluNo ratings yet
- Polymers 15 02405Document27 pagesPolymers 15 02405Hugo MoralesNo ratings yet
- 01 Three-Dimensional Printing For Catalytic ApplicationsDocument13 pages01 Three-Dimensional Printing For Catalytic ApplicationsDadja Eudes PignamssiNo ratings yet
- Materials 13 04065Document23 pagesMaterials 13 04065Icia BaseNo ratings yet
- 23) 3d Printing in Organic Synthesis PDFDocument14 pages23) 3d Printing in Organic Synthesis PDFlolitica123456No ratings yet
- Volumetric 3D Printing: A New Approach To 3D PrintingDocument2 pagesVolumetric 3D Printing: A New Approach To 3D PrintingInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Rapid Manufacturing Process-3D Printing Technology Advantages, Disadvantages and ApplicationsDocument3 pagesRapid Manufacturing Process-3D Printing Technology Advantages, Disadvantages and ApplicationsVisvas RajyaguruNo ratings yet
- Materials: Implementing FDM 3D Printing Strategies Using Natural Fibers To Produce Biomass CompositeDocument23 pagesMaterials: Implementing FDM 3D Printing Strategies Using Natural Fibers To Produce Biomass CompositenurizzaatiNo ratings yet
- Title of The Project: A Project Report OnDocument11 pagesTitle of The Project: A Project Report OnMohammed Yaseen Junaid 04No ratings yet
- 1 s2.0 S2214785321004855 MainDocument6 pages1 s2.0 S2214785321004855 MainJoe JoeyNo ratings yet
- 3D Printing - WikipediaDocument156 pages3D Printing - WikipediaLKMs HUBNo ratings yet
- Applications and Prospects of 3D Printing in The Packaging IndustryDocument7 pagesApplications and Prospects of 3D Printing in The Packaging IndustryIJAERS JOURNALNo ratings yet
- 1 s2.0 S2214785323035393 MainDocument9 pages1 s2.0 S2214785323035393 MainTayyab AliNo ratings yet
- Quality of 3D Printed Objects Using Fused Deposition Modeling (FDM) Technology in Terms of Dimensional AccuracyDocument18 pagesQuality of 3D Printed Objects Using Fused Deposition Modeling (FDM) Technology in Terms of Dimensional AccuracyhalikonhdNo ratings yet
- Applications of The Digital Technologies in Textile and Fashion IndustryDocument14 pagesApplications of The Digital Technologies in Textile and Fashion IndustryodelacruzfNo ratings yet
- 4D Rods 3D Structures Via Programmable 1D Composite R 2018 Materials DesiDocument10 pages4D Rods 3D Structures Via Programmable 1D Composite R 2018 Materials DesiJorge Luis Garcia ZuñigaNo ratings yet
- 1 s2.0 S2666412721000441 MainDocument10 pages1 s2.0 S2666412721000441 MainBM20623 Wan Mohamad Danial Bin Wan SyariffudinNo ratings yet
- 3 DPrintingfor Garments Production An Exploratory StudyDocument5 pages3 DPrintingfor Garments Production An Exploratory StudyEsraa SabraNo ratings yet
- 3D Printing For Clothing ProductionDocument8 pages3D Printing For Clothing ProductionNurulSepta IndahNo ratings yet
- Seminar Report On 3D Printing TechnologyDocument27 pagesSeminar Report On 3D Printing TechnologyjohnNo ratings yet
- 1 s2.0 S2214785321070632 MainDocument5 pages1 s2.0 S2214785321070632 Main807942No ratings yet
- Praveena, A Comprehensive Review of Emerging Additive ManufacturingDocument5 pagesPraveena, A Comprehensive Review of Emerging Additive ManufacturingJosé Juan Batista RodríguezNo ratings yet
- Coatings: Review On Development and Application of 3D-Printing Technology in Textile and Fashion DesignDocument13 pagesCoatings: Review On Development and Application of 3D-Printing Technology in Textile and Fashion Designmartina torresNo ratings yet
- 4d Printing 2Document9 pages4d Printing 2Yasum AliNo ratings yet
- A Survey On CAD Methods in 3D Garment DesignDocument19 pagesA Survey On CAD Methods in 3D Garment DesignAnushka SinghNo ratings yet
- A Short Review On 3D Printing Methods, Process Parameters and MaterialsDocument8 pagesA Short Review On 3D Printing Methods, Process Parameters and MaterialsfarishaNo ratings yet
- 31bcdf7bda0b717f9e3b139d2530b66التصميم الصناعيDocument21 pages31bcdf7bda0b717f9e3b139d2530b66التصميم الصناعيNada NaeemNo ratings yet
- Computer Technology in Fashion Design and Product DevelopmentDocument3 pagesComputer Technology in Fashion Design and Product DevelopmentAjaz BannaNo ratings yet
- Recent Advances in Ink-Based Additive Manu Acturing or Porous Structures - 2021Document23 pagesRecent Advances in Ink-Based Additive Manu Acturing or Porous Structures - 2021Ankit Tripathi Res. Scholar, Mechanical Engg., IIT(BHU)No ratings yet
- 3D Printing Technologies and Applications - An OverviewDocument6 pages3D Printing Technologies and Applications - An OverviewbvmilNo ratings yet
- Technical Embroidery For Smart Textiles: Review: April 2015Document9 pagesTechnical Embroidery For Smart Textiles: Review: April 2015Alejandra SchiavoniNo ratings yet
- Additive Manufacturing CHLKDocument12 pagesAdditive Manufacturing CHLKNAGARJUN RNo ratings yet
- Mwema-Akinlabi2020 Chapter BasicsOfFusedDepositionModelliDocument16 pagesMwema-Akinlabi2020 Chapter BasicsOfFusedDepositionModellikarthikhulihalliNo ratings yet
- Acta Biomaterialia: Review ArticleDocument24 pagesActa Biomaterialia: Review ArticleMishal AliNo ratings yet
- Interactive Application For Computer Aided Design of 3D Knitted FabricsDocument9 pagesInteractive Application For Computer Aided Design of 3D Knitted FabricsJosé KorsNo ratings yet
- 3D Printing Research Paper Various Aspects PDFDocument15 pages3D Printing Research Paper Various Aspects PDFJames Francis MagdalinoNo ratings yet
- 3D Printing - Wikipedia, The Free EncyclopediaDocument23 pages3D Printing - Wikipedia, The Free EncyclopediaSandra MeyersNo ratings yet
- 3D PrintingDocument17 pages3D PrintingadimeghaNo ratings yet
- Table of Content: SL. No. Topics Page NoDocument8 pagesTable of Content: SL. No. Topics Page NoVijay BhosaleNo ratings yet
- The Use of Composite Materials in 3D PrintingDocument22 pagesThe Use of Composite Materials in 3D Printingdhiraj.biswasNo ratings yet
- AComprehensive Studyon 3 DPrinting TechnologyDocument7 pagesAComprehensive Studyon 3 DPrinting TechnologyKaushal PanchalNo ratings yet
- A Critical Review On 3D Printed Continuous Fiber-Reinforced CompositesDocument24 pagesA Critical Review On 3D Printed Continuous Fiber-Reinforced CompositesrsakinNo ratings yet
- Additive Manufacturing Technologies 3D Printing in OrganicDocument15 pagesAdditive Manufacturing Technologies 3D Printing in OrganicakshayNo ratings yet
- 3 D PrintingDocument6 pages3 D PrintingRavi SharmaNo ratings yet
- Seminar Synopsis - 3d PrinterDocument2 pagesSeminar Synopsis - 3d PrinterAadarsh Gochhayat33% (3)
- CTR 04 01 001Document21 pagesCTR 04 01 001Muhammad Sohail AbbasNo ratings yet
- Thermoplastic RubberDocument26 pagesThermoplastic RubberMaximilian SchäfflerNo ratings yet
- Materials: Optimizing Polymer Infusion Process For Thin Ply Textile Composites With Novel Matrix SystemDocument19 pagesMaterials: Optimizing Polymer Infusion Process For Thin Ply Textile Composites With Novel Matrix SystemMaximilian SchäfflerNo ratings yet
- RepairedDocument26 pagesRepairedMaximilian SchäfflerNo ratings yet
- A Review On Polymeric Materials in Additive Manufacturing: Materials Today: Proceedings March 2021Document18 pagesA Review On Polymeric Materials in Additive Manufacturing: Materials Today: Proceedings March 2021STC CIPET KochiNo ratings yet
- Hume Dissertation 2022Document215 pagesHume Dissertation 2022Maximilian SchäfflerNo ratings yet
- Additive Manufacturing of Woven Carbon Fibre Polymer CompositesDocument20 pagesAdditive Manufacturing of Woven Carbon Fibre Polymer CompositesMaximilian SchäfflerNo ratings yet
- Materials and Design: L. Mogas-Soldevila, G. Matzeu, M. Lo Presti, F.G. OmenettoDocument9 pagesMaterials and Design: L. Mogas-Soldevila, G. Matzeu, M. Lo Presti, F.G. OmenettoMaximilian SchäfflerNo ratings yet
- Testing Thermoplastic Elastomers Selected As Flexible Three-Dimensional Printing Materials For Functional Garment and Technical Textile ApplicationsDocument10 pagesTesting Thermoplastic Elastomers Selected As Flexible Three-Dimensional Printing Materials For Functional Garment and Technical Textile ApplicationsMaximilian SchäfflerNo ratings yet
- A Short Review On 3-d Printing of FRP Composites Using StereolithographyDocument9 pagesA Short Review On 3-d Printing of FRP Composites Using StereolithographyMaximilian SchäfflerNo ratings yet
- 1 s2.0 S2351978919308169 MainDocument11 pages1 s2.0 S2351978919308169 Maindhanalakshmi k sNo ratings yet
- Narrow and Smart Textiles: Yordan Kyosev Boris Mahltig Anne Schwarz-Pfeiffer EditorsDocument270 pagesNarrow and Smart Textiles: Yordan Kyosev Boris Mahltig Anne Schwarz-Pfeiffer EditorsMaximilian SchäfflerNo ratings yet
- 3D Printing On Textiles - An Investigation On Adhesion Properties of The Produced Composite MaterialsDocument10 pages3D Printing On Textiles - An Investigation On Adhesion Properties of The Produced Composite MaterialsMaximilian SchäfflerNo ratings yet
- Awareness Poster of Pesticides Waste Management (AlZaShaNi)Document1 pageAwareness Poster of Pesticides Waste Management (AlZaShaNi)Mohammad Bin OthmanNo ratings yet
- Two-Terminal Devices: Typical Levels of Efficiency For Solar Cells Range From - ToDocument17 pagesTwo-Terminal Devices: Typical Levels of Efficiency For Solar Cells Range From - ToMilesRhenzJohannesEgnerNo ratings yet
- Introduction To RCCDocument17 pagesIntroduction To RCCdasapathri jahnaviNo ratings yet
- Combined Science Paper 6 Summer 02Document16 pagesCombined Science Paper 6 Summer 02igcsepapersNo ratings yet
- Ceramic Brush On: Technical Reference InformationDocument2 pagesCeramic Brush On: Technical Reference InformationAbdul RafiiNo ratings yet
- Amp 1Document2 pagesAmp 1Revitha Kishiore KumarNo ratings yet
- Is549 Evaluation of Alkali Silica Reactivity (Asr) Mortar Bar Testing (Astm c1260 and c1567) at 14 Days and 28 DaysDocument4 pagesIs549 Evaluation of Alkali Silica Reactivity (Asr) Mortar Bar Testing (Astm c1260 and c1567) at 14 Days and 28 DaysSandro MendesNo ratings yet
- Journal of Cleaner ProductionDocument13 pagesJournal of Cleaner ProductionR JNo ratings yet
- Regenerative Cooling of Liquid Rocket Engine Thrust ChambersDocument100 pagesRegenerative Cooling of Liquid Rocket Engine Thrust ChambersRaol Martínez SantiagoNo ratings yet
- CAPE Chemistry Mock Exams U2 2015Document19 pagesCAPE Chemistry Mock Exams U2 2015Nicholas CharlesNo ratings yet
- Ess II - Water IDocument16 pagesEss II - Water IDevang ParekhNo ratings yet
- Innovative TechnologiesDocument11 pagesInnovative TechnologiesKantishNo ratings yet
- Specification Sheet 8000D Linerless: FeaturesDocument2 pagesSpecification Sheet 8000D Linerless: FeaturesarrowheadcorpNo ratings yet
- SLM G5 Q1 Final VersionDocument31 pagesSLM G5 Q1 Final VersionAnne Calasagsag DefensorNo ratings yet
- GCC - Plastic IndustryDocument44 pagesGCC - Plastic IndustrySeshagiri KalyanasundaramNo ratings yet
- Stoichiometry FinalDocument54 pagesStoichiometry FinalPrabhakar BandaruNo ratings yet
- SRM - A318/A319/A320/A321 REV DATE: Nov 01/2022 Tail Number - MSN - FSN: ALLDocument3 pagesSRM - A318/A319/A320/A321 REV DATE: Nov 01/2022 Tail Number - MSN - FSN: ALLingeniero aeroestructurasNo ratings yet
- New Microsoft Excel WorksheetDocument4 pagesNew Microsoft Excel WorksheetRaheel Neo AhmadNo ratings yet
- Микроволновая микроскопияDocument8 pagesМикроволновая микроскопияSergey BatovNo ratings yet
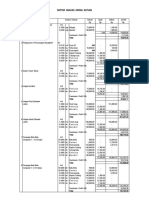
- Contoh Rab RPHDocument52 pagesContoh Rab RPHdin mahyaNo ratings yet
- EPF3701 - Lec8 ClosuresDocument57 pagesEPF3701 - Lec8 ClosuresMuhd Khairul AmriNo ratings yet
- Glass Pin Post InsulatorDocument3 pagesGlass Pin Post InsulatorrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrrNo ratings yet
- Cuzn38Pb1.5: Comparable Standards: Aurubis Designations: Pna259 en Cw608N Uns C35300 Bs Cz128Document2 pagesCuzn38Pb1.5: Comparable Standards: Aurubis Designations: Pna259 en Cw608N Uns C35300 Bs Cz128Paulo Henrique NascimentoNo ratings yet
- Katalog Techno VeneerDocument24 pagesKatalog Techno VeneerMarina JocicNo ratings yet
- Approved: Materials Engineering SpecificationDocument2 pagesApproved: Materials Engineering SpecificationRonald AraujoNo ratings yet
- WO2008033224A1 Polycaprolactone PolyurethaneDocument31 pagesWO2008033224A1 Polycaprolactone PolyurethaneGİZEM DEMİRNo ratings yet