You might also like
- Xray Pin in Hole ReflowDocument6 pagesXray Pin in Hole Reflowlynne42No ratings yet
- Stencil Design For Mixed Technology through-holeSMDocument8 pagesStencil Design For Mixed Technology through-holeSMRobert MartosNo ratings yet
- What Is Wave Soldering Temperature Profile A Comprehensive Guide To SolderingDocument13 pagesWhat Is Wave Soldering Temperature Profile A Comprehensive Guide To SolderingjackNo ratings yet
- What Is Pin in Paste (PiP) Soldering TechnologyDocument22 pagesWhat Is Pin in Paste (PiP) Soldering TechnologyjackNo ratings yet
- The Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionDocument14 pagesThe Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionNurul KhomariyahNo ratings yet
- Novel Interconnection Technology For Ex-On-Glass (FOG) ApplicationsDocument6 pagesNovel Interconnection Technology For Ex-On-Glass (FOG) Applicationsttqnhu.rhmNo ratings yet
- Ap02014 R1 SolderingDocument7 pagesAp02014 R1 SolderingBernz Apura FernandezNo ratings yet
- Wave SolderingDocument3 pagesWave SolderingAjayChandrakarNo ratings yet
- Intelligent BOF Steelmaking System - Research and Application of Intelligent BOF SteelmakingDocument4 pagesIntelligent BOF Steelmaking System - Research and Application of Intelligent BOF SteelmakingJJNo ratings yet
- What Are The Best Practices of PTH SolderingDocument10 pagesWhat Are The Best Practices of PTH SolderingjackNo ratings yet
- Via Fill 07Document12 pagesVia Fill 07ponkarthikeyanNo ratings yet
- What Is SMT Soldering Process Step by StepDocument12 pagesWhat Is SMT Soldering Process Step by StepjackNo ratings yet
- Materials 13 02449 v2Document19 pagesMaterials 13 02449 v21711076053No ratings yet
- PCB ManufactureDocument8 pagesPCB Manufacturepramodkb_cusatNo ratings yet
- VPS - 2010Document38 pagesVPS - 2010Plotog IoanNo ratings yet
- Explaining Via-Filling Plating in PCB Manufacturing ProcessDocument8 pagesExplaining Via-Filling Plating in PCB Manufacturing ProcessjackNo ratings yet
- Differentiating Between Conductive Vs Non-Conductive Via Fill PCBDocument15 pagesDifferentiating Between Conductive Vs Non-Conductive Via Fill PCBjackNo ratings yet
- Problems Frequently Found in Complex PCB AssemblyDocument8 pagesProblems Frequently Found in Complex PCB AssemblyjackNo ratings yet
- ContinueDocument2 pagesContinueTANNo ratings yet
- Wave Soldering ProcessDocument5 pagesWave Soldering ProcessNur AiniNo ratings yet
- Brochura Connectors For SMT Production PDFDocument48 pagesBrochura Connectors For SMT Production PDFJayakrishna JKNo ratings yet
- Flip Chip Challenges: Substrate TechnologyDocument6 pagesFlip Chip Challenges: Substrate TechnologyvaltemaNo ratings yet
- What Is Through Hole PCB AssemblyDocument12 pagesWhat Is Through Hole PCB AssemblyjackNo ratings yet
- What Is Lifted Pad and Issues On Printed Circuit BoardsDocument10 pagesWhat Is Lifted Pad and Issues On Printed Circuit BoardsjackNo ratings yet
- Spe-168301-Ms-Composite Is Multi-Plug Milling That fast-SLBDocument7 pagesSpe-168301-Ms-Composite Is Multi-Plug Milling That fast-SLBfkong16688No ratings yet
- PIHR Book PDFDocument163 pagesPIHR Book PDFRanjitha BNo ratings yet
- MC 2231 Aart ArticleDocument8 pagesMC 2231 Aart Articlehp3070No ratings yet
- An Overview of The Embedded PCBDocument10 pagesAn Overview of The Embedded PCBjackNo ratings yet
- Prosthetic Sockets Fabrication Using Rapid Prototyping TechnologyDocument7 pagesProsthetic Sockets Fabrication Using Rapid Prototyping TechnologyHaider NeamaNo ratings yet
- SSSSSMMMMRTTTTTDocument8 pagesSSSSSMMMMRTTTTTshashishashank949No ratings yet
- Wafer Level CSP Overview Fillion 2011Document36 pagesWafer Level CSP Overview Fillion 2011Sandra FillionNo ratings yet
- RfidDocument4 pagesRfidbsvilicicNo ratings yet
- On Surface Mount TechnologyDocument23 pagesOn Surface Mount Technology11090480No ratings yet
- Technical Note 1 Recommended Soldering TechniquesDocument8 pagesTechnical Note 1 Recommended Soldering TechniquesVíctor Manuel Hernández PNo ratings yet
- Factors Influencing Commercial Custom Circuit Board AssemblyDocument7 pagesFactors Influencing Commercial Custom Circuit Board AssemblyjackNo ratings yet
- Types of PCB and Wave SolderingDocument4 pagesTypes of PCB and Wave Solderingpuranamravinder100% (2)
- Tecnicas de SoldaduraDocument8 pagesTecnicas de SoldaduraVictor CastellanosNo ratings yet
- Otc 26421 MSDocument10 pagesOtc 26421 MSDiego MendozaNo ratings yet
- Seminar Report On SMTDocument12 pagesSeminar Report On SMTYashasvi Mittal100% (2)
- Reliability and Failure Mechanisms of Laminate Substrates in A Pb-Free WorldDocument13 pagesReliability and Failure Mechanisms of Laminate Substrates in A Pb-Free WorldHoong Chee ChungNo ratings yet
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- O08 M SvastaDocument7 pagesO08 M SvastaLuis Fernando NavarroNo ratings yet
- Fine-Pitch Capabilities of The Flat Ultra-Thin Chip Packaging (UTCP) TechnologyDocument7 pagesFine-Pitch Capabilities of The Flat Ultra-Thin Chip Packaging (UTCP) TechnologySuresh SkvNo ratings yet
- Unit - III Basic Manufacturing Engineering Surface Mount Technology (SMT)Document5 pagesUnit - III Basic Manufacturing Engineering Surface Mount Technology (SMT)rooplalrana1636No ratings yet
- Thermosonic Ip Chip Bonding Using Lateral Vibration With Anisotropic Conductive Film (ACF)Document6 pagesThermosonic Ip Chip Bonding Using Lateral Vibration With Anisotropic Conductive Film (ACF)Jihan ElectronicNo ratings yet
- Complete Simulation of High Pressure Die Casting Process: Matti SirviöDocument7 pagesComplete Simulation of High Pressure Die Casting Process: Matti SirviöGiacomo ZammattioNo ratings yet
- Wave Soldering of High Complexity PWB's FINALDocument12 pagesWave Soldering of High Complexity PWB's FINALrajppdNo ratings yet
- How Surface Mount Technology Impact PCB Production From OEMsDocument11 pagesHow Surface Mount Technology Impact PCB Production From OEMsjackNo ratings yet
- Modeling Transient Liquid Phase Bonding Process in The Ni (Final)Document20 pagesModeling Transient Liquid Phase Bonding Process in The Ni (Final)Debopriyo RoyNo ratings yet
- TechTalk Conductive or Non-Conductive VIP FillDocument4 pagesTechTalk Conductive or Non-Conductive VIP FillaneeshdNo ratings yet
- Introduction To Flip ChipDocument58 pagesIntroduction To Flip ChipLakshman Yandapalli100% (1)
- Fabrication Guidelines Rogers RO4830 High-Frequency LaminatesDocument5 pagesFabrication Guidelines Rogers RO4830 High-Frequency LaminatesjackNo ratings yet
- Hot Tap ProcedureDocument6 pagesHot Tap ProcedureNatarajan MurugesanNo ratings yet
- Through Hole Component Soldering With The EC-reflow MateDocument10 pagesThrough Hole Component Soldering With The EC-reflow MatejackNo ratings yet
- Surface-Mount Technology: HistoryDocument11 pagesSurface-Mount Technology: Historyulf8014100% (1)
- What Is Selective SolderDocument5 pagesWhat Is Selective SolderjackNo ratings yet
- With The Continuous Development of SMT TechnologyDocument3 pagesWith The Continuous Development of SMT TechnologyAwal JaNuary SaragiNo ratings yet
- Psp-Koti-19 - Hot Tapping Procedure - Rev 0Document14 pagesPsp-Koti-19 - Hot Tapping Procedure - Rev 0cheehoong82No ratings yet
- Through-Hole Soldering General Requirements Through-Hole Soldering General Requirements (Cont.)Document10 pagesThrough-Hole Soldering General Requirements Through-Hole Soldering General Requirements (Cont.)Alexsander CamargoNo ratings yet
- Keysight I3070 ICTDocument7 pagesKeysight I3070 ICTAlexsander CamargoNo ratings yet
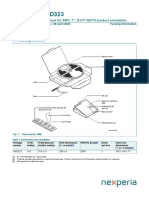
- Sod323 115Document5 pagesSod323 115Alexsander CamargoNo ratings yet
- Senju OZSeries - 63 221CM ZDocument1 pageSenju OZSeries - 63 221CM ZAlexsander CamargoNo ratings yet
- Chemask Solder Masking Agent: Product# CM8, CM1Document2 pagesChemask Solder Masking Agent: Product# CM8, CM1Alexsander CamargoNo ratings yet
- 09 LeeDocument64 pages09 LeeGianluigi GrittiNo ratings yet
- Electronic Supplier Quality RequirementsDocument49 pagesElectronic Supplier Quality Requirementssudar1477No ratings yet
- MG Chemicals Sn63Pb37 No Clean Leaded Solder Paste 4860P Technical Data SheetDocument7 pagesMG Chemicals Sn63Pb37 No Clean Leaded Solder Paste 4860P Technical Data SheetAbdulrahman AlabdanNo ratings yet
- Solder Metal: Standard Specification ForDocument11 pagesSolder Metal: Standard Specification Foranurag yadavNo ratings yet
- Indium6.4R: Water-Soluble Pb-Free and SNPB Solder PasteDocument6 pagesIndium6.4R: Water-Soluble Pb-Free and SNPB Solder PasteKenn Jaspher QuinitNo ratings yet
- Indium6.3 Water-Soluble Solder Paste: Product Data SheetDocument2 pagesIndium6.3 Water-Soluble Solder Paste: Product Data SheetKenn Jaspher QuinitNo ratings yet
- Reflow ManualDocument47 pagesReflow Manuallcnblzr3877100% (1)
- ESMDocument10 pagesESM47 Bhushan BariNo ratings yet
- Diy Minipro DC/DC ConverterDocument14 pagesDiy Minipro DC/DC Convertermrcinek01No ratings yet
- Astm B32 PDFDocument9 pagesAstm B32 PDFRodolfo MontoyaNo ratings yet
- Surface Mount TechnologyDocument138 pagesSurface Mount Technologynksharma44100% (2)
- Electrochemical Migration On Lead-Free Soldering of PcbsDocument4 pagesElectrochemical Migration On Lead-Free Soldering of PcbsZetocha MilanNo ratings yet
- B32 PDFDocument9 pagesB32 PDFjaskaran singhNo ratings yet
- High-Reliability Lead-Free Solder Paste: Senju Metal Industry Co., Ltd. Senju Manufacturing (Europe) LTDDocument3 pagesHigh-Reliability Lead-Free Solder Paste: Senju Metal Industry Co., Ltd. Senju Manufacturing (Europe) LTDzaizamNo ratings yet
- Die-Attach Materials and Processes: A Lead-Free Solution For Power and High-Power ApplicationsDocument2 pagesDie-Attach Materials and Processes: A Lead-Free Solution For Power and High-Power ApplicationsMarisa OktavianaNo ratings yet
- Messiah2 v7 Install (1.2c)Document14 pagesMessiah2 v7 Install (1.2c)HY_YTNo ratings yet
- LY201503-2 BGA Accessories PricelistDocument5 pagesLY201503-2 BGA Accessories PricelistNebojsaKocicNo ratings yet
- BGA Manufacturer's User Guide For Micron BGA Parts: Customer Service NoteDocument13 pagesBGA Manufacturer's User Guide For Micron BGA Parts: Customer Service NoteBenyamin Farzaneh AghajarieNo ratings yet
- Tamura Solder Paste GP 216 HF 17Document5 pagesTamura Solder Paste GP 216 HF 17luthfiNo ratings yet
- Material Data Sheet NC 259 Sn100c Solder Paste Rev 1Document3 pagesMaterial Data Sheet NC 259 Sn100c Solder Paste Rev 1vkmsNo ratings yet
- Diepstraten Reflow Soldering With Tin Copper Eutectic SN100 Vs SACDocument32 pagesDiepstraten Reflow Soldering With Tin Copper Eutectic SN100 Vs SACzloxyNo ratings yet
- Alpha JP-501Document4 pagesAlpha JP-501yinNo ratings yet
- Fundamentals of Solder Paste TechnologyDocument5 pagesFundamentals of Solder Paste TechnologyVimal Kumar VarmaNo ratings yet
- 7 31B - C - Hillman BGA Void PaperDocument15 pages7 31B - C - Hillman BGA Void PaperZetocha MilanNo ratings yet
- Void Generation Method Yields Low-Void Solder Paste - Technical Memo - About Soldering - KOKI Company LTDDocument5 pagesVoid Generation Method Yields Low-Void Solder Paste - Technical Memo - About Soldering - KOKI Company LTDYui PhantomhiveNo ratings yet
- Catalogue EnglishDocument36 pagesCatalogue EnglishSMT InnovationNo ratings yet
- Improve Yields Using Root Cause - PPTDocument39 pagesImprove Yields Using Root Cause - PPTpapplionNo ratings yet
- MOTOTRBO™ Repeater: Basic Service ManualDocument61 pagesMOTOTRBO™ Repeater: Basic Service Manualtransteven93No ratings yet
- IPC ListDocument2 pagesIPC ListMuneendra SharmaNo ratings yet
- ALPHA OM338 PT Solder Paste Product ManualDocument26 pagesALPHA OM338 PT Solder Paste Product Manualmatwan29No ratings yet