You might also like
- Practical 12 SMADocument8 pagesPractical 12 SMAYash PanchariyaNo ratings yet
- Revision history engineering drawingDocument6 pagesRevision history engineering drawingTeste123No ratings yet
- Chapa Cabo de Segurança 2Document1 pageChapa Cabo de Segurança 2Clayton Barros de AlexandriaNo ratings yet
- Revision history documentDocument100 pagesRevision history documentVinet SANGLERDSILLAPACHAINo ratings yet
- Zadatak Kružno Programiranje PDFDocument1 pageZadatak Kružno Programiranje PDFBranko SavicNo ratings yet
- Aar2 PDFDocument1 pageAar2 PDFAnonymous p1chX2LOiNNo ratings yet
- Passo: Solid EdgeDocument1 pagePasso: Solid EdgeRodrigoNo ratings yet
- Cotele Sunt Date Pe Exterior Necesar de Stalpi: 8 Bucati Lungime 4 MDocument1 pageCotele Sunt Date Pe Exterior Necesar de Stalpi: 8 Bucati Lungime 4 MPuiu NicolaeNo ratings yet
- Alkatrész 2Document1 pageAlkatrész 2iddqd 13No ratings yet
- Encoder Balluff cabling diagramDocument1 pageEncoder Balluff cabling diagramMarcos BustamanteNo ratings yet
- Dolce Gusto - Holder - Rev1Document3 pagesDolce Gusto - Holder - Rev1Muhammad AfifuddinNo ratings yet
- Revision history steel postsDocument5 pagesRevision history steel postsPuiu NicolaeNo ratings yet
- Roata DintataDocument1 pageRoata DintataSebishor SebyNo ratings yet
- Solid Edge: Revision History REV Description Date ApprovedDocument1 pageSolid Edge: Revision History REV Description Date ApprovedAbdul Fatir KhanNo ratings yet
- Draft Peta TSBDocument1 pageDraft Peta TSBahmadfalahofficialNo ratings yet
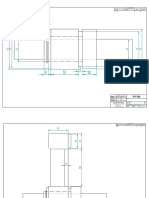
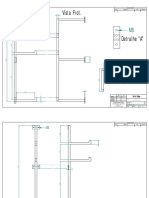
- Vista Lat. Vista Frot.: Solid EdgeDocument2 pagesVista Lat. Vista Frot.: Solid EdgeTeste123No ratings yet
- Material: AISI 420 0.5mm Sheetmetal: Solid EdgeDocument1 pageMaterial: AISI 420 0.5mm Sheetmetal: Solid EdgeAnonymous 9q5GEfm8INo ratings yet
- Draft 2Document1 pageDraft 2Muhammad AfifuddinNo ratings yet
- .archivetempTALLER 7 3Document1 page.archivetempTALLER 7 3Paola ArévaloNo ratings yet
- Revision history document templateDocument1 pageRevision history document templateNdumiso DlaminiNo ratings yet
- Solid Edge: Revision History REV Description Date ApprovedDocument1 pageSolid Edge: Revision History REV Description Date Approvedricva_rjNo ratings yet
- Corrente de Rolos Com Engrenagem Com 45 DentesDocument1 pageCorrente de Rolos Com Engrenagem Com 45 DentesRodrigoNo ratings yet
- Solid Edge: Revision History REV Description Date ApprovedDocument1 pageSolid Edge: Revision History REV Description Date ApprovedValeanu ErmilNo ratings yet
- Material: AISI 420 0.5mm Sheetmetal: Solid EdgeDocument1 pageMaterial: AISI 420 0.5mm Sheetmetal: Solid EdgeAnonymous 9q5GEfm8INo ratings yet
- Porta Eletrodo Yamaha 2 2DDocument1 pagePorta Eletrodo Yamaha 2 2DVagner OliveiraNo ratings yet
- Q1 External ThreadDocument1 pageQ1 External ThreadArjun KumarNo ratings yet
- Revision history and technical drawing specificationsDocument1 pageRevision history and technical drawing specificationsJohan Medina TovarNo ratings yet
- Storage container revision history and design detailsDocument1 pageStorage container revision history and design detailsfahimbahrianNo ratings yet
- Tanque 1 PDFDocument1 pageTanque 1 PDFjairo radaNo ratings yet
- Revision history document templateDocument1 pageRevision history document templatetafyijarde12345678No ratings yet
- Part4 PDFDocument1 pagePart4 PDFJohn MurrayNo ratings yet
- Revision history document templateDocument1 pageRevision history document templatePaola ArévaloNo ratings yet
- .archivetempTALLER 7 2Document1 page.archivetempTALLER 7 2Paola ArévaloNo ratings yet
- Pro Board TCDocument1 pagePro Board TCMuhammad AfifuddinNo ratings yet
- Iit Hyderabad: Revision History REV Description Date ApprovedDocument1 pageIit Hyderabad: Revision History REV Description Date ApprovedIshanNo ratings yet
- Revision history document templateDocument1 pageRevision history document templatePaola ArévaloNo ratings yet
- Crane Assembly 2Document1 pageCrane Assembly 2Asia BelmontNo ratings yet
- Solid Edge: Revision History REV Description Date ApprovedDocument1 pageSolid Edge: Revision History REV Description Date ApprovedPaola ArévaloNo ratings yet
- ISO 01008 OFF STAND MirrorDocument1 pageISO 01008 OFF STAND Mirrorer. kapileNo ratings yet
- Project Structure Drawing No.: Mark NTS Modeled By. Checked By. Ref. Erec. DWG Issued Date Dwg. NameDocument1 pageProject Structure Drawing No.: Mark NTS Modeled By. Checked By. Ref. Erec. DWG Issued Date Dwg. NameDaninho 07madridNo ratings yet
- Pieza1Document1 pagePieza1xabier liceagaNo ratings yet
- Train Assembly Principle&BrokenDocument1 pageTrain Assembly Principle&BrokenNLNo ratings yet
- Ion Exchange India LimitedDocument3 pagesIon Exchange India LimitedVinay YadavNo ratings yet
- O 25 Bucha Antigiro 2dDocument1 pageO 25 Bucha Antigiro 2dVagner OliveiraNo ratings yet
- Q1 Internal ThreadDocument1 pageQ1 Internal ThreadArjun KumarNo ratings yet
- CJ Com Duas Esteiras e Maquina de EmbalagemDocument1 pageCJ Com Duas Esteiras e Maquina de EmbalagemRogges Jose FilipinNo ratings yet
- Ghida J Magnet IDocument1 pageGhida J Magnet IRisipitu MirceaNo ratings yet
- Bed Frame MsDocument1 pageBed Frame Msnarendra mistriNo ratings yet
- Mi - 02 Plate Type Heat ExcangerDocument19 pagesMi - 02 Plate Type Heat ExcangerDaud DamanikNo ratings yet
- DWG 00001Document4 pagesDWG 00001ariyaNo ratings yet
- Bectel ASME Process Cal R2Document21 pagesBectel ASME Process Cal R2Sivakumar SelvarajNo ratings yet
- AI AI AI AI - TEK Instruments, LLC TEK Instruments, LLC TEK Instruments, LLC TEK Instruments, LLCDocument3 pagesAI AI AI AI - TEK Instruments, LLC TEK Instruments, LLC TEK Instruments, LLC TEK Instruments, LLCLuis Ernesto Miranda BurgosNo ratings yet
- DL200A SPECIFICATIONS AND DIMENSIONS DOCUMENTDocument22 pagesDL200A SPECIFICATIONS AND DIMENSIONS DOCUMENTAbdelrahmanNo ratings yet
- Fronton OgrezeniDocument1 pageFronton OgrezeniPuiu NicolaeNo ratings yet
- Process vessel datasheetDocument2 pagesProcess vessel datasheetchat.gpt.irisNo ratings yet
- Cube Test ChecklistDocument2 pagesCube Test ChecklistAhmad Syauqi Abd RazakNo ratings yet
- Alkatrész 1Document1 pageAlkatrész 1iddqd 13No ratings yet
- Essentra Technical - Drawing - DLCBSRADocument1 pageEssentra Technical - Drawing - DLCBSRAArjunkumar MalleeswaranNo ratings yet
- Board 2Document1 pageBoard 2Muhammad AfifuddinNo ratings yet
- Steel and Its Heat Treatment: Bofors HandbookFrom EverandSteel and Its Heat Treatment: Bofors HandbookRating: 2.5 out of 5 stars2.5/5 (3)
- Standard Data Book of Rates For Rural RoadDocument136 pagesStandard Data Book of Rates For Rural RoadDinesh Thokchom62% (13)
- D706 21603-1 PDFDocument6 pagesD706 21603-1 PDFMaeon LaboratoriesNo ratings yet
- LED Lighting Plan and Electrical NotesDocument1 pageLED Lighting Plan and Electrical NotesJAN WESLEY MORIDONo ratings yet
- ISO 1461 - American Galvanizer's AssociationDocument3 pagesISO 1461 - American Galvanizer's AssociationBurcu YıldızNo ratings yet
- Group 6 ManufacturingDocument15 pagesGroup 6 ManufacturingAli JavedNo ratings yet
- CHAPTER 6 Heat TransferDocument15 pagesCHAPTER 6 Heat TransferaimanrslnNo ratings yet
- Sikagrout® - 295Document3 pagesSikagrout® - 295Ayman ZakariaNo ratings yet
- CRB Lightning ProtectionDocument1 pageCRB Lightning Protectionvikasrajput1989No ratings yet
- 2VTL4R 2Vtl4Rt: Features & SpecificationsDocument3 pages2VTL4R 2Vtl4Rt: Features & Specificationsgaurav_1972No ratings yet
- 02 MortarsDocument2 pages02 MortarsTarun kumar DigarseNo ratings yet
- Hardness Conversion ChartDocument1 pageHardness Conversion ChartFresly JayaNo ratings yet
- Heat Trace DesignDocument60 pagesHeat Trace DesignnbsmaniannNo ratings yet
- Standard Form of Tender Documents For Procurement of Works. (For Smaller Contracts)Document8 pagesStandard Form of Tender Documents For Procurement of Works. (For Smaller Contracts)Engr Nissar KakarNo ratings yet
- Vebuka Vertical Circulation in High Rise Buildings StudyDocument10 pagesVebuka Vertical Circulation in High Rise Buildings Studyusamaqasmani007No ratings yet
- Module 1 Conmatls Chapter 4Document10 pagesModule 1 Conmatls Chapter 4Kriselle DulayNo ratings yet
- 0048-230000-0 HVAC Instrumentation - ControlsDocument15 pages0048-230000-0 HVAC Instrumentation - Controlseng.abedNo ratings yet
- Design of Hydroelectric Power Plants.Document54 pagesDesign of Hydroelectric Power Plants.Sanjay Singh0% (1)
- 05-Fire Safety PrinciplesDocument44 pages05-Fire Safety Principlesyeoone changguNo ratings yet
- (W) Gc2208ledgv-Tjl - 1603Document1 page(W) Gc2208ledgv-Tjl - 1603Mohamad SannanNo ratings yet
- Fatigue Curve For SCM440Document6 pagesFatigue Curve For SCM440Nagaraj RaoNo ratings yet
- NDT Inspection PlanDocument7 pagesNDT Inspection Planwalitedison100% (1)
- Technical Information Sound Shell Installation Instructions For COPELAND SCROLL™ CompressorsDocument5 pagesTechnical Information Sound Shell Installation Instructions For COPELAND SCROLL™ CompressorsHazem HassonNo ratings yet
- Acristar #300Document1 pageAcristar #300ChristinaNo ratings yet
- Zinc-Coated Steel Doors and Frames: (Galvanized/Galvannealed)Document4 pagesZinc-Coated Steel Doors and Frames: (Galvanized/Galvannealed)abualamalNo ratings yet
- Drill String Design BHA DesignDocument97 pagesDrill String Design BHA DesignAhmed SallamNo ratings yet
- Powder Metallurgy: Introduction ToDocument268 pagesPowder Metallurgy: Introduction ToBhavya SumaNo ratings yet
- Construction and Building Materials: Zhengqi Zhang, Jianhua Yang, Ying Fang, Yaofei LuoDocument14 pagesConstruction and Building Materials: Zhengqi Zhang, Jianhua Yang, Ying Fang, Yaofei LuoAlejandro MorenoNo ratings yet
- DEFINITION OF TERMS in PlumbingDocument7 pagesDEFINITION OF TERMS in PlumbingNina AliNo ratings yet
- International Journal of Biological MacromoleculesDocument6 pagesInternational Journal of Biological MacromoleculesShafly P L PrasDakeNo ratings yet
- 3 Typical Footing Details: #16 at 400 MM (Bott. Reinf.)Document1 page3 Typical Footing Details: #16 at 400 MM (Bott. Reinf.)jay-ar barangayNo ratings yet