You might also like
- Meezan Bank FMR April 2022Document28 pagesMeezan Bank FMR April 2022wasayrazaNo ratings yet
- Tough economic decisions finally being takenDocument28 pagesTough economic decisions finally being takenwasayrazaNo ratings yet
- PSX Quote 31-08-2022Document42 pagesPSX Quote 31-08-2022wasayrazaNo ratings yet
- Meezan Bank FMR June 2022Document30 pagesMeezan Bank FMR June 2022wasayrazaNo ratings yet
- Meezan Bank FMR July 2022Document27 pagesMeezan Bank FMR July 2022wasayrazaNo ratings yet
- Effect of Chelating Agent On Lithology of Porous MediaDocument15 pagesEffect of Chelating Agent On Lithology of Porous MediawasayrazaNo ratings yet
- The Hub Power Company Limited - Material InformationDocument1 pageThe Hub Power Company Limited - Material InformationwasayrazaNo ratings yet
- Quote 202002novDocument27 pagesQuote 202002novwasayrazaNo ratings yet
- Improved HSe Profile of Green StimulationDocument6 pagesImproved HSe Profile of Green StimulationwasayrazaNo ratings yet
- Thomas 1981Document10 pagesThomas 1981wasayrazaNo ratings yet
- Chelating Agent in SandstoneDocument16 pagesChelating Agent in SandstonewasayrazaNo ratings yet
- Multichelate Acid With Low Damage and Weak DissolutionDocument12 pagesMultichelate Acid With Low Damage and Weak Dissolutionsuhaimi manNo ratings yet
- A Report Says The End To The Kafala System Is Also Aimed at Promoting Economic Growth and Expanding Commercial ActivitiesDocument2 pagesA Report Says The End To The Kafala System Is Also Aimed at Promoting Economic Growth and Expanding Commercial ActivitieswasayrazaNo ratings yet
- Annual Report)Document149 pagesAnnual Report)junaid ahmadNo ratings yet
- TAS Technical Reference ManualDocument58 pagesTAS Technical Reference ManualBrayan ONo ratings yet
- FACT ManualDocument22 pagesFACT ManualOscar RamirezNo ratings yet
- Baker D and DB Retainer Production Packers H43210 PDFDocument7 pagesBaker D and DB Retainer Production Packers H43210 PDFwasayrazaNo ratings yet
- 2017 Petrobowl Championship, Usa: Team DetailsDocument1 page2017 Petrobowl Championship, Usa: Team DetailswasayrazaNo ratings yet
- Gullf NewsDocument2 pagesGullf NewswasayrazaNo ratings yet
- Continuous Warnings: Second WaveDocument3 pagesContinuous Warnings: Second WavewasayrazaNo ratings yet
- SPE-176195-MS Coiled Tubing Gas Lift Design and Troubleshooting - Case HistoryDocument6 pagesSPE-176195-MS Coiled Tubing Gas Lift Design and Troubleshooting - Case HistoryManuel ChNo ratings yet
- Hydrochloric Acid Handbook: OxychemDocument47 pagesHydrochloric Acid Handbook: OxychemVikashNo ratings yet
- Saudi host tells firms to lay off foreigners over locals amid pandemicDocument3 pagesSaudi host tells firms to lay off foreigners over locals amid pandemicwasayrazaNo ratings yet
- Quote 201924mayDocument32 pagesQuote 201924maywasayrazaNo ratings yet
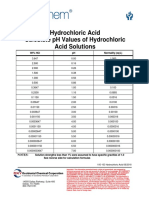
- Tech-Calculated PH Values HCLDocument3 pagesTech-Calculated PH Values HCLNurlaila Ela IlaNo ratings yet
- Prayer Log: Date Fajr Zuhur Asr Maghrib IshaDocument1 pagePrayer Log: Date Fajr Zuhur Asr Maghrib IshawasayrazaNo ratings yet
- Mcleod1966 PDFDocument11 pagesMcleod1966 PDFwasayrazaNo ratings yet
- Oil & Gas Safety Regulation 1974Document82 pagesOil & Gas Safety Regulation 1974Hamza Shehzad100% (3)
- HSEQ PresentationDocument9 pagesHSEQ PresentationwasayrazaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Energy Balances on Reactive ProcessesDocument20 pagesEnergy Balances on Reactive ProcessesJessica BergerNo ratings yet
- TESTSDocument19 pagesTESTSarun chavanNo ratings yet
- Z-ABS Material Safety Data Sheet-1 PDFDocument7 pagesZ-ABS Material Safety Data Sheet-1 PDFLaurentiu-Florin MosinoiuNo ratings yet
- Indian Association of Chemistry Teachers: National Standard Examination in Chemistry 2008-2009Document7 pagesIndian Association of Chemistry Teachers: National Standard Examination in Chemistry 2008-2009Anmol AroraNo ratings yet
- Licence: Web LinksDocument13 pagesLicence: Web LinksEky UnhangNo ratings yet
- Debye Model - Wikipedia, The Free EncyclopediaDocument7 pagesDebye Model - Wikipedia, The Free EncyclopediaBenni WewokNo ratings yet
- Cantilever Type SLAB (Chajja)Document20 pagesCantilever Type SLAB (Chajja)Jishad Nalakath100% (3)
- P FD FileDocument40 pagesP FD FileNitipal SinghNo ratings yet
- COMMUNITY DIAGNOSIS Group 1Document11 pagesCOMMUNITY DIAGNOSIS Group 1Sumit GavitNo ratings yet
- Engraving of Roller PrintingDocument24 pagesEngraving of Roller Printingapi-3817839100% (3)
- wch16 01 Rms 20230302Document24 pageswch16 01 Rms 20230302Farayan IslamNo ratings yet
- Nalco Fume Treatment PlantDocument14 pagesNalco Fume Treatment Plantmanojberma100% (1)
- ThermalDocument9 pagesThermalMuhammadNo ratings yet
- Mapei Grinding Aid Increases Cement Mill ProductionDocument2 pagesMapei Grinding Aid Increases Cement Mill Productionimsurender87No ratings yet
- Soil Formation and Types MCQsDocument8 pagesSoil Formation and Types MCQsPreeti BansalNo ratings yet
- PIPING DESIGN CND ENGINEERING SIXTH EDITDocument264 pagesPIPING DESIGN CND ENGINEERING SIXTH EDITRoobens SC LaraNo ratings yet
- Soap Mixer Machine GuideDocument2 pagesSoap Mixer Machine GuidedwiseptichanNo ratings yet
- Intensifying Screens Problems and DevelopmentsDocument16 pagesIntensifying Screens Problems and DevelopmentsAravind AravindNo ratings yet
- Helamin 906 HDocument2 pagesHelamin 906 HWong Peng ChiongNo ratings yet
- Hardness Tests ExplainedDocument15 pagesHardness Tests ExplainedHossam SallamNo ratings yet
- Phomi Catalogue 2023Document38 pagesPhomi Catalogue 2023rezaNo ratings yet
- Agem 2019 20 PPTDocument25 pagesAgem 2019 20 PPTPrashant JadhavNo ratings yet
- RACOLD Domestic Solar PresentationDocument14 pagesRACOLD Domestic Solar PresentationnagtummalaNo ratings yet
- Refractories For Heat Treating: Industrial CeramicsDocument6 pagesRefractories For Heat Treating: Industrial CeramicsMatias MancillaNo ratings yet
- MDB Lecture Simple StrainDocument9 pagesMDB Lecture Simple StrainAura Paige Montecastro-RevillaNo ratings yet
- A Report On Separation of Oil From Oily Water Solution by Using Natural AdsorbentsDocument17 pagesA Report On Separation of Oil From Oily Water Solution by Using Natural Adsorbentssubhasish sutradharNo ratings yet
- Pink ToiletDocument3 pagesPink ToiletDanysh ShafeeNo ratings yet
- Electrochemical Production and Use of Chlorinated Oxidants For The Treatment of Wastewater Contaminated by Organic Pollutants and DisinfectionDocument7 pagesElectrochemical Production and Use of Chlorinated Oxidants For The Treatment of Wastewater Contaminated by Organic Pollutants and DisinfectionJessica CamilaNo ratings yet
- Beton Yol Yapımı (Power Point İngilizce Sunu)Document46 pagesBeton Yol Yapımı (Power Point İngilizce Sunu)Doğan ÖzdemirNo ratings yet
- MODocument10 pagesMOMark Libo-onNo ratings yet