You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Escalator Installation ManualDocument46 pagesEscalator Installation ManualKevin aliNo ratings yet
- Canrig Maintenance ScheduleDocument84 pagesCanrig Maintenance Scheduledgyanesik71% (7)
- BS 5516-1 2004Document68 pagesBS 5516-1 2004Robert CoelhoNo ratings yet
- Full Download Engineering Fundamentals An Introduction To Engineering 5th Edition Saeed Moaveni Test BankDocument36 pagesFull Download Engineering Fundamentals An Introduction To Engineering 5th Edition Saeed Moaveni Test Bankteddylanese918100% (38)
- Crack - Test - Products - White - Background - CTW6 (1) - 2Document7 pagesCrack - Test - Products - White - Background - CTW6 (1) - 2YAKUBU A. AROGENo ratings yet
- Chapter5 Accesories2Document45 pagesChapter5 Accesories2YAKUBU A. AROGENo ratings yet
- Unit 1.20 - Revision Assignment: See Note Below/over For Students Completing Assignments Via The Training PortalDocument3 pagesUnit 1.20 - Revision Assignment: See Note Below/over For Students Completing Assignments Via The Training PortalYAKUBU A. AROGENo ratings yet
- Snatch Block With Shackle Fitting, SINGLE SHEAVE, 15-60t: BlocksDocument1 pageSnatch Block With Shackle Fitting, SINGLE SHEAVE, 15-60t: BlocksYAKUBU A. AROGENo ratings yet
- Chapter15 Pneumatic Hoist 2Document8 pagesChapter15 Pneumatic Hoist 2YAKUBU A. AROGENo ratings yet
- Chapter9 LIMIT SWITCHES AND DEVICESDocument11 pagesChapter9 LIMIT SWITCHES AND DEVICESYAKUBU A. AROGENo ratings yet
- Chapter16 Hoist ConstructionDocument8 pagesChapter16 Hoist ConstructionYAKUBU A. AROGENo ratings yet
- UNIT NO. 2.10 Components For Slings: © Lifting Equipment Engineers Association 2011Document7 pagesUNIT NO. 2.10 Components For Slings: © Lifting Equipment Engineers Association 2011YAKUBU A. AROGENo ratings yet
- Chapter7 Powerfeed SystemDocument27 pagesChapter7 Powerfeed SystemYAKUBU A. AROGENo ratings yet
- Chapter8 Electric Circuit in PowerhoistDocument14 pagesChapter8 Electric Circuit in PowerhoistYAKUBU A. AROGENo ratings yet
- UNIT NO. 5.8 Welding of Structural Steel: © Lifting Equipment Engineers Association 2012 - Training/5-8uDocument13 pagesUNIT NO. 5.8 Welding of Structural Steel: © Lifting Equipment Engineers Association 2012 - Training/5-8uYAKUBU A. AROGENo ratings yet
- LEEA Correspondence Courses: Assignment 5.6 Total MarkDocument2 pagesLEEA Correspondence Courses: Assignment 5.6 Total MarkYAKUBU A. AROGENo ratings yet
- UNIT NO. 5.9 Inspection and Testing of WeldsDocument15 pagesUNIT NO. 5.9 Inspection and Testing of WeldsYAKUBU A. AROGENo ratings yet
- LEEA Correspondence Courses: Assignment 1.11Document3 pagesLEEA Correspondence Courses: Assignment 1.11YAKUBU A. AROGENo ratings yet
- LEEA Correspondence Courses: Assignment 5.4 Total MarkDocument2 pagesLEEA Correspondence Courses: Assignment 5.4 Total MarkYAKUBU A. AROGENo ratings yet
- LEEA Correspondence Courses: Assignment 5.3 Total MarkDocument4 pagesLEEA Correspondence Courses: Assignment 5.3 Total MarkYAKUBU A. AROGENo ratings yet
- Yakubu Asem Aroge Male: Lagos ConsortiumDocument1 pageYakubu Asem Aroge Male: Lagos ConsortiumYAKUBU A. AROGENo ratings yet
- SHEFIX5ZDocument1 pageSHEFIX5ZYAKUBU A. AROGENo ratings yet
- Leea Question and Answer 2cDocument3 pagesLeea Question and Answer 2cYAKUBU A. AROGENo ratings yet
- FRAM Master LinkDocument1 pageFRAM Master LinkYAKUBU A. AROGENo ratings yet
- Leea Question and Answer 2Document3 pagesLeea Question and Answer 2YAKUBU A. AROGENo ratings yet
- HILTI Direct Fastening Technical Guide - Ed 18Document212 pagesHILTI Direct Fastening Technical Guide - Ed 18rodriguez.gaytanNo ratings yet
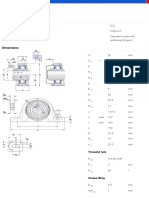
- Ball Bearing Plummer Block units-SY 30 TFDocument2 pagesBall Bearing Plummer Block units-SY 30 TFCosmin ManoleNo ratings yet
- C LineDocument16 pagesC LineSunil Kumar VishwakarmaNo ratings yet
- Spareparts KESLA 28RH 30RH GB 2011 09 05Document110 pagesSpareparts KESLA 28RH 30RH GB 2011 09 05michaud1979100% (2)
- Briggs and Stratton Engine DisassemblyDocument7 pagesBriggs and Stratton Engine DisassemblyThomas SjölingNo ratings yet
- North American Specification For The Design of Cold-Formed Steel Structural Members, 2001 EditionDocument103 pagesNorth American Specification For The Design of Cold-Formed Steel Structural Members, 2001 EditionClaudio IanneceNo ratings yet
- Krishi Secunderabad 06-07-2019Document58 pagesKrishi Secunderabad 06-07-2019Basava SowmyaNo ratings yet
- Chapter 3 - TorsionDocument38 pagesChapter 3 - TorsionJovy NotorioNo ratings yet
- John Deere 1 Family Cab With Heater 1JD1FCA3 Rev. EDocument28 pagesJohn Deere 1 Family Cab With Heater 1JD1FCA3 Rev. EMason100% (1)
- TR40 Off-Highway Trucks Service Manual: Click Here For of ContentsDocument448 pagesTR40 Off-Highway Trucks Service Manual: Click Here For of ContentsKot878No ratings yet
- ST Piping Systems Data Charts 2013Document18 pagesST Piping Systems Data Charts 2013Nasrul SalmanNo ratings yet
- Monopole Base Plate - TIADocument2 pagesMonopole Base Plate - TIAAnonymous D2iC3RtKONo ratings yet
- Chapter 3Document25 pagesChapter 3Fadhiran YahyaNo ratings yet
- AAOS 66765 1 en 0904Document40 pagesAAOS 66765 1 en 0904Mahmoud AfifyNo ratings yet
- Uncle Mikes 235431-2014 CatalogDocument32 pagesUncle Mikes 235431-2014 CatalogAdrian KozelNo ratings yet
- Vespa LXV 125 I.E. Workshop ManualDocument277 pagesVespa LXV 125 I.E. Workshop ManualRafa DuroNo ratings yet
- Nikon Ls 2000 Lubrication GuideDocument9 pagesNikon Ls 2000 Lubrication Guidetgreene90No ratings yet
- Bolts Torque ChartDocument13 pagesBolts Torque ChartkhaireddinNo ratings yet
- BP9763 A3 Sheet 01 PDFDocument1 pageBP9763 A3 Sheet 01 PDFjuan pedro pastor garciaNo ratings yet
- GX270T2/UT2 GX390T2/UT2/RT2 Engine Assembly Information: Piston/Crankshaft/BalancerDocument2 pagesGX270T2/UT2 GX390T2/UT2/RT2 Engine Assembly Information: Piston/Crankshaft/BalancerAugusto BellezaNo ratings yet
- Waste Disposer 1204x Manual Installation Operating MaintenanceDocument31 pagesWaste Disposer 1204x Manual Installation Operating MaintenanceIlon Salik OtarapzNo ratings yet
- Unit II 2 Marks Q&ADocument4 pagesUnit II 2 Marks Q&AParamasivam VeerappanNo ratings yet
- Dmm-I Course File 2015Document56 pagesDmm-I Course File 2015VeerendraChitturiNo ratings yet
- Fluid o Tech Mo 50 200 Rotary Vane Pump Spare PartsDocument2 pagesFluid o Tech Mo 50 200 Rotary Vane Pump Spare PartsFergus GardnerNo ratings yet
- Cenik Cerven 2011 A4 ENG Pro WEBDocument66 pagesCenik Cerven 2011 A4 ENG Pro WEBmediamixsrl100% (1)
- 6a6dr5 Val Bray-Control PDFDocument42 pages6a6dr5 Val Bray-Control PDFLuis Kevin Talavera RojasNo ratings yet