You might also like
- Method Transfer Across Multiple Micronir Spectrometers Raw Material Identifica Application Notes enDocument9 pagesMethod Transfer Across Multiple Micronir Spectrometers Raw Material Identifica Application Notes enMihaly JNo ratings yet
- Calibration Curve of Diclofenac SodiumDocument8 pagesCalibration Curve of Diclofenac SodiumLakshmi KumariNo ratings yet
- Experiment No: 4 Calibration Curve of Diclofenac Sodium: October 2018Document8 pagesExperiment No: 4 Calibration Curve of Diclofenac Sodium: October 2018Prasanga KolliNo ratings yet
- Quantification of Paracetamol in Intact Tablets Using Near-Infrared Transmittance SpectrosDocument4 pagesQuantification of Paracetamol in Intact Tablets Using Near-Infrared Transmittance SpectrosGabbsgabyNo ratings yet
- UV Derivative Spectrophotometric Analysis of SpironolactoneDocument6 pagesUV Derivative Spectrophotometric Analysis of SpironolactoneJay RanaNo ratings yet
- Applications of UvDocument10 pagesApplications of UvShamsheer KhanNo ratings yet
- BMS481 - 4.0 (Part 2)Document37 pagesBMS481 - 4.0 (Part 2)syuhadahNo ratings yet
- A Review On Derivative Uv-Spectrophotometry Analysis of Drugs-Jcchems-63!03!4126Document9 pagesA Review On Derivative Uv-Spectrophotometry Analysis of Drugs-Jcchems-63!03!4126Gustavo100% (1)
- Use of Near-Infrared Spectroscopy and Multipoint Measurements For Quality Control of Pharmaceutical Drug ProductsDocument8 pagesUse of Near-Infrared Spectroscopy and Multipoint Measurements For Quality Control of Pharmaceutical Drug ProductsYusticaNo ratings yet
- Pha 404 Final Sample QuestionDocument18 pagesPha 404 Final Sample QuestionTanvir FahimNo ratings yet
- Quantitative analysis of tapioca starch using FT-IR spectroscopy and PLS regressionDocument6 pagesQuantitative analysis of tapioca starch using FT-IR spectroscopy and PLS regressionZulman EfendiNo ratings yet
- Controle D'hpmogénéité-Document Envoyé Par EloiseDocument4 pagesControle D'hpmogénéité-Document Envoyé Par EloiseAbderrazzak ZOUANENo ratings yet
- Turn-Key On-Line Analysis Systems Based On Spectroscopical Methods in The Near Infrared (NIR)Document14 pagesTurn-Key On-Line Analysis Systems Based On Spectroscopical Methods in The Near Infrared (NIR)Nicolae VisanNo ratings yet
- Investigation of Partial Least Squares (PLS) Calibration Performance Based On Different Resolutions of Near Infrared SpectraDocument5 pagesInvestigation of Partial Least Squares (PLS) Calibration Performance Based On Different Resolutions of Near Infrared SpectraNhi LeNo ratings yet
- Flourescence Detector 363 PDFDocument96 pagesFlourescence Detector 363 PDFMartin Fco EncinasNo ratings yet
- Monograph NIRSDocument46 pagesMonograph NIRSGeo ThaliathNo ratings yet
- Raman Spectroscopy For Quality Control and DetectiDocument5 pagesRaman Spectroscopy For Quality Control and DetectiThya efeNo ratings yet
- Validated Spectroscopic Method For Estimation of Naproxen From Tablet FormulationDocument3 pagesValidated Spectroscopic Method For Estimation of Naproxen From Tablet FormulationAdil AminNo ratings yet
- Spectroscopy: Zainab Khalid (FA17-BPH-033) Sadia Tufail (FA17-BPH-067) DR - Shahid NazirDocument11 pagesSpectroscopy: Zainab Khalid (FA17-BPH-033) Sadia Tufail (FA17-BPH-067) DR - Shahid NazirBeenish HassanNo ratings yet
- Effect of β-amylase on starchDocument13 pagesEffect of β-amylase on starchNUR SABRINA MOHD SHAHNo ratings yet
- Technology PDFDocument3 pagesTechnology PDFmohamadi42No ratings yet
- Process Control Using NIR SpectrosDocument4 pagesProcess Control Using NIR SpectrosÖzgeSevinKeskin100% (1)
- Quantitative Analysis of Apis in Blending Mixtures and TabletsDocument5 pagesQuantitative Analysis of Apis in Blending Mixtures and TabletspalikaddNo ratings yet
- Estimation of Levocetirizine in Bulk and Formulation by First Order Derivative Area Under Curve UV-Spectrophotometric MethodsDocument7 pagesEstimation of Levocetirizine in Bulk and Formulation by First Order Derivative Area Under Curve UV-Spectrophotometric Methodsnhan phamNo ratings yet
- Formulation and Evaluation of Analytical Methods For Determination of IndacaterolDocument24 pagesFormulation and Evaluation of Analytical Methods For Determination of IndacaterolIJRASETPublicationsNo ratings yet
- Notes On Hyperspectral CameraDocument12 pagesNotes On Hyperspectral CameraAshoka VanjareNo ratings yet
- Best Practice Guide: For Generating Mass SpectraDocument33 pagesBest Practice Guide: For Generating Mass SpectraHuiqiNo ratings yet
- ProStar 363 Fluorescence Detector Service ManualDocument96 pagesProStar 363 Fluorescence Detector Service ManualmarcoNo ratings yet
- Why FT-NIR Spectrocopy ENDocument2 pagesWhy FT-NIR Spectrocopy ENPradeep Kumar GandamNo ratings yet
- Application Note AN N283: Why FT-NIR Spectroscopy?Document2 pagesApplication Note AN N283: Why FT-NIR Spectroscopy?DouglasNo ratings yet
- Chapter 9 - Importance of Analytical ChemistryDocument43 pagesChapter 9 - Importance of Analytical ChemistryThalagawali RajagopalNo ratings yet
- Bru Ker Almanac 2012Document208 pagesBru Ker Almanac 2012Alex FerdmanNo ratings yet
- Malvern Spraytec Particle Sizing MRK690 03 LRLLDocument9 pagesMalvern Spraytec Particle Sizing MRK690 03 LRLLdio prabowoNo ratings yet
- Near-Infrared Spectroscopy: Comparison of Techniques: M. SchillingDocument9 pagesNear-Infrared Spectroscopy: Comparison of Techniques: M. SchillingDouglasNo ratings yet
- 6 BIO552 Spectro W6LDocument36 pages6 BIO552 Spectro W6LMohd AriffNo ratings yet
- Development and Validation Analysis of Acyclovir Tablet Content Determination Method Using FTIRDocument6 pagesDevelopment and Validation Analysis of Acyclovir Tablet Content Determination Method Using FTIRArtika ArtikaNo ratings yet
- PAT For TabletingDocument8 pagesPAT For Tabletingmanthan212No ratings yet
- Composition SensorsDocument13 pagesComposition SensorsJorge Huerta100% (1)
- Eustaquio 1999Document8 pagesEustaquio 1999Audry AriasNo ratings yet
- NIRLAB Brochure - ENDocument4 pagesNIRLAB Brochure - ENMihaly JNo ratings yet
- Artigo 3Document16 pagesArtigo 3Ricardo PáscoaNo ratings yet
- Assessment of Internal Quality of Blueberries Using Hyperspectral Images With Selected WavelengthsDocument6 pagesAssessment of Internal Quality of Blueberries Using Hyperspectral Images With Selected Wavelengths'Kesowo Hari MurtiNo ratings yet
- Application - ASTM 7678 - Oil and Grease in WaterDocument5 pagesApplication - ASTM 7678 - Oil and Grease in Watergunianjos0% (1)
- Non-Destructive Food Quality Analysis Using Optical SpectroscopyDocument17 pagesNon-Destructive Food Quality Analysis Using Optical SpectroscopyDIBINo ratings yet
- 7 SAMPLING AND LAB MEASUREMENTSDocument28 pages7 SAMPLING AND LAB MEASUREMENTSFranz CulagbangNo ratings yet
- 7 Sampling and Preparation For Laboratory Measurements: August 2000 MARSSIM, Revision 1Document28 pages7 Sampling and Preparation For Laboratory Measurements: August 2000 MARSSIM, Revision 1smaonahNo ratings yet
- Fast, Spectroscopy-Based Prediction of in Vitro Dissolution Profile of Extended Release Tablets Using Artificial Neural NetworksDocument18 pagesFast, Spectroscopy-Based Prediction of in Vitro Dissolution Profile of Extended Release Tablets Using Artificial Neural NetworksAli RizviNo ratings yet
- Disclosure To Promote The Right To InformationDocument13 pagesDisclosure To Promote The Right To Informationmukesh gargNo ratings yet
- High Performance Thin Layer Chromatographic Method With Densitometry Analysis For Determination of Rivaroxaban From Its Tablet Dosage FormDocument4 pagesHigh Performance Thin Layer Chromatographic Method With Densitometry Analysis For Determination of Rivaroxaban From Its Tablet Dosage FormPinak PatelNo ratings yet
- APP - Pharma Manufacturing QA QC SolutionsDocument47 pagesAPP - Pharma Manufacturing QA QC Solutionssyed ali mesum rizviNo ratings yet
- Rugged AotfDocument6 pagesRugged AotfIvanaColinNo ratings yet
- Research ArticleDocument7 pagesResearch ArticleFina DopiNo ratings yet
- Certificate of Analysis: National Institute of Standards & TechnologyDocument9 pagesCertificate of Analysis: National Institute of Standards & Technologymatthew.brownNo ratings yet
- Sakatal, Ishizawal,: Kanail NishimatsulDocument4 pagesSakatal, Ishizawal,: Kanail Nishimatsulapi-27593072No ratings yet
- Innovare Innovare Innovare Innovare Academic Sciences Academic Sciences Academic Sciences Academic SciencesDocument7 pagesInnovare Innovare Innovare Innovare Academic Sciences Academic Sciences Academic Sciences Academic SciencesPinak PatelNo ratings yet
- Best Practice Guide For Generating Mass Spectra PDFDocument36 pagesBest Practice Guide For Generating Mass Spectra PDFedwardlistNo ratings yet
- MCR AlsDocument10 pagesMCR AlsAndrés F. CáceresNo ratings yet
- E275-08 (2013) Standard Practice For Describing and Measuring Performance of Ultraviolet and Visible SpectrophotometersDocument11 pagesE275-08 (2013) Standard Practice For Describing and Measuring Performance of Ultraviolet and Visible Spectrophotometersislamaktham100% (3)
- Sensors: Comparison of Dual Beam Dispersive and FTNIR Spectroscopy For Lactate DetectionDocument11 pagesSensors: Comparison of Dual Beam Dispersive and FTNIR Spectroscopy For Lactate DetectionEdward Quispe CervantesNo ratings yet
- Math Ed 485 Algebra Course KCDocument5 pagesMath Ed 485 Algebra Course KCExtra MailNo ratings yet
- Vol 5, No 2 November, Pp. 99-111 P-ISSN 2549-4880, E-ISSN 2614-1310 Journal DOI: WebsiteDocument11 pagesVol 5, No 2 November, Pp. 99-111 P-ISSN 2549-4880, E-ISSN 2614-1310 Journal DOI: WebsiteSyarah RamadhaniNo ratings yet
- Manesar Case QuestionsDocument3 pagesManesar Case QuestionsShivam AroraNo ratings yet
- Sow English Year 5 2021Document14 pagesSow English Year 5 2021AZRINA ZARIFAH BINTI ZAINAL MoeNo ratings yet
- Glue Blender: Main FeaturesDocument2 pagesGlue Blender: Main FeaturesCarlos Maduro BuendíaNo ratings yet
- Advanced Materials For Hydrogen ProductionDocument150 pagesAdvanced Materials For Hydrogen ProductionGhazanfar SheikhNo ratings yet
- Analysis of Amino AcidsDocument3 pagesAnalysis of Amino AcidsRinaldi SukarnoNo ratings yet
- How To Comply With NADCAP AC7114 For LED UV LampsDocument4 pagesHow To Comply With NADCAP AC7114 For LED UV LampsRaistlin1No ratings yet
- Probability TheoryDocument9 pagesProbability TheoryAlamin AhmadNo ratings yet
- Probability and Statistics Tutorial for EQT 272Document2 pagesProbability and Statistics Tutorial for EQT 272Jared KuyislNo ratings yet
- BiographyDocument3 pagesBiographyPatricia Anne Nicole CuaresmaNo ratings yet
- 9.06&9.01social Psychology JournalDocument17 pages9.06&9.01social Psychology JournalMatthew CheungNo ratings yet
- FAO Fisheries & Aquaculture - Cultured Aquatic Species Information Programme - Penaeus Vannamei (Boone, 1931)Document14 pagesFAO Fisheries & Aquaculture - Cultured Aquatic Species Information Programme - Penaeus Vannamei (Boone, 1931)Dalis FaNo ratings yet
- Questions of Reliability Centered MaintenanceDocument15 pagesQuestions of Reliability Centered Maintenancemariana100% (1)
- CO2 Declaration Summary - Template - 1.2Document3 pagesCO2 Declaration Summary - Template - 1.2Musa GürsoyNo ratings yet
- An Introduction To The Philosophy of Physics by Marc Lange PDFDocument340 pagesAn Introduction To The Philosophy of Physics by Marc Lange PDFMohamad Daoud100% (1)
- UntitledDocument76 pagesUntitledjaiNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument7 pagesInspection & Testing Requirements Scope:: Test and Inspection PerWael ChouchaniNo ratings yet
- Parts 1 and 2 Notes On The Coinage of Julian The ApostateDocument9 pagesParts 1 and 2 Notes On The Coinage of Julian The ApostateΣπύρος ΑNo ratings yet
- Energy Resources Conversion and Utilization: Liq-Liq Extract. & Other Liq-Liq Op. and EquipDocument3 pagesEnergy Resources Conversion and Utilization: Liq-Liq Extract. & Other Liq-Liq Op. and EquipyanyanNo ratings yet
- 1.5 MM ss304 Material Test ReportDocument1 page1.5 MM ss304 Material Test ReportBalaji DefenceNo ratings yet
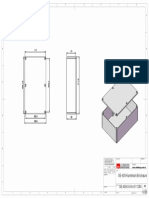
- SE-409 Aluminium Enclosure SE-409-0-0-A-0-11284: RevisionDocument1 pageSE-409 Aluminium Enclosure SE-409-0-0-A-0-11284: RevisionAhmet MehmetNo ratings yet
- Sanjeeda Akter - DhakaDocument2 pagesSanjeeda Akter - DhakaHimesh ReshamiaNo ratings yet
- Grow Your Mindset CHDocument4 pagesGrow Your Mindset CHapi-468161460No ratings yet
- Notes CH 6Document10 pagesNotes CH 6Charlie RNo ratings yet
- TOPNOTCH DIGITAL HANDOUT - BIOCHEMISTRY Juan Dela CruzDocument2 pagesTOPNOTCH DIGITAL HANDOUT - BIOCHEMISTRY Juan Dela CruzJoy Fucanan100% (1)
- ADVANCED PRACTICE TEST 2Document7 pagesADVANCED PRACTICE TEST 2phươngNo ratings yet
- Leadership and Management ModuleDocument6 pagesLeadership and Management ModuleMichael AngelesNo ratings yet
- Avrami 1939 Kinetics of Phase Change. I General TheoryDocument11 pagesAvrami 1939 Kinetics of Phase Change. I General TheoryrobertNo ratings yet
- ME 554 Problem Set-04 Nozzle Theory-Part-2Document1 pageME 554 Problem Set-04 Nozzle Theory-Part-2rahul prakashNo ratings yet