You might also like
- The Strategy Machine (Review and Analysis of Downes' Book)From EverandThe Strategy Machine (Review and Analysis of Downes' Book)No ratings yet
- Quality 12thDocument9 pagesQuality 12thMohammed QatariNo ratings yet
- Operations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationFrom EverandOperations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationNo ratings yet
- Amm PDFDocument13 pagesAmm PDFShruti AirenNo ratings yet
- How to Create Continuous Production Flow?: Toyota Production System ConceptsFrom EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- Production in SCMDocument12 pagesProduction in SCMSonia LawsonNo ratings yet
- Operation Management Lean ManagementDocument7 pagesOperation Management Lean ManagementSakshi SharmaNo ratings yet
- Implementation of Lean Manufacturing Principles in Auto PDFDocument6 pagesImplementation of Lean Manufacturing Principles in Auto PDFsagarbolisettiNo ratings yet
- Lean Manufacturing The Way To Manufacturing ExcellenceDocument24 pagesLean Manufacturing The Way To Manufacturing ExcellenceGarmentLearner100% (2)
- As 1 2003Document7 pagesAs 1 2003Harprit SinghNo ratings yet
- Dokumen - Tips - Quality Engineering and ManagementDocument32 pagesDokumen - Tips - Quality Engineering and ManagementJhordins GustavoNo ratings yet
- Final Report On Graduation Project Done at Laguna ClothingDocument59 pagesFinal Report On Graduation Project Done at Laguna ClothingSaurabh Suman83% (12)
- Lean OutlookDocument24 pagesLean OutlookcucumucuNo ratings yet
- 6 1507540220 - 09-10-2017 PDFDocument5 pages6 1507540220 - 09-10-2017 PDFRahul SharmaNo ratings yet
- Seminar Report On Lean ManufacturingDocument26 pagesSeminar Report On Lean ManufacturingShivraj Allagi67% (3)
- Understanding Project ManagementDocument16 pagesUnderstanding Project ManagementlalitNo ratings yet
- Week 5 - Topic OverviewDocument15 pagesWeek 5 - Topic OverviewmichNo ratings yet
- Agile & Lean ManufacturingDocument5 pagesAgile & Lean ManufacturingGagan RajpootNo ratings yet
- Notes Unit 1Document16 pagesNotes Unit 1Dandally RoopaNo ratings yet
- Lean Manufacturing, or Lean Production DefinitionDocument8 pagesLean Manufacturing, or Lean Production DefinitionAnjan KumarNo ratings yet
- 45 - Rutuja Valte - BPR - Assignment 1Document8 pages45 - Rutuja Valte - BPR - Assignment 1Rutuja ValteNo ratings yet
- KANBAN JIT PPT FinalDocument56 pagesKANBAN JIT PPT Finalmobashreen m i sNo ratings yet
- Chapter 15 - World Class ManufacturingDocument8 pagesChapter 15 - World Class ManufacturingSuresh BhatNo ratings yet
- Operations and Supply Chain Chapter 12Document5 pagesOperations and Supply Chain Chapter 12Arturo QuiñonesNo ratings yet
- Lean Manufacturing ReportDocument16 pagesLean Manufacturing Reportsampat kumarNo ratings yet
- Quality ManagementDocument6 pagesQuality ManagementNickesh ShahNo ratings yet
- Agile ManufacturingDocument3 pagesAgile ManufacturinganurajNo ratings yet
- Lean Production Research PapersDocument5 pagesLean Production Research Papersc9s9h7r7100% (1)
- SIP Project of VSMDocument77 pagesSIP Project of VSMPrasad BachhavNo ratings yet
- Manufacturing Process AssignmentDocument5 pagesManufacturing Process AssignmentPalani SuntharajanNo ratings yet
- Seminar Report On Lean ManufacturingDocument26 pagesSeminar Report On Lean ManufacturingAbhishek BhardwajNo ratings yet
- Mrs.B.Ramya Hariganesan., M.F.C., M.Phil.: Impact of Lean Production Strategy in Different SectorsDocument9 pagesMrs.B.Ramya Hariganesan., M.F.C., M.Phil.: Impact of Lean Production Strategy in Different SectorsramyathecuteNo ratings yet
- Lean Manufacturing: Just in Time (JIT)Document11 pagesLean Manufacturing: Just in Time (JIT)Vijay SinghNo ratings yet
- Fashionsta and WanistaDocument14 pagesFashionsta and WanistaZeyshan TariqNo ratings yet
- Lean Manufacturing-Case Study at MACPLDocument53 pagesLean Manufacturing-Case Study at MACPLpraful100% (1)
- Ram ReportDocument84 pagesRam ReportRaman LuxNo ratings yet
- Lean Manufacturing: Lean Manufacturing Is A Business Model and Collection of Tactical Methods ThatDocument10 pagesLean Manufacturing: Lean Manufacturing Is A Business Model and Collection of Tactical Methods ThatEngr Nargis HussainNo ratings yet
- Henderson - Lean ManufacturingDocument79 pagesHenderson - Lean ManufacturingSharif M Mizanur RahmanNo ratings yet
- Lean Thinking Redefines O&M PracticesDocument10 pagesLean Thinking Redefines O&M PracticesAsel Juárez ViteNo ratings yet
- Report On Just in Time and Lean ManufacuringDocument30 pagesReport On Just in Time and Lean ManufacuringSiddharth PatelNo ratings yet
- (Production and Operations Management) Chapter 5 SummaryDocument6 pages(Production and Operations Management) Chapter 5 Summarytrang.ngo71No ratings yet
- Ford Vs ToyotaDocument9 pagesFord Vs ToyotaAdri SanchoNo ratings yet
- m2 Ford and ToyotaDocument14 pagesm2 Ford and ToyotaVictor Abrego RomeroNo ratings yet
- International Scenario and Indian ScenarioDocument4 pagesInternational Scenario and Indian Scenarioanuraj100% (1)
- Chapter FiveDocument28 pagesChapter FiveBahredin AbdellaNo ratings yet
- What Is Lean Manufacturing?: 1. Specify Value. Identify The Value of A Specific Product From The Customer'sDocument8 pagesWhat Is Lean Manufacturing?: 1. Specify Value. Identify The Value of A Specific Product From The Customer'sVijay KumarNo ratings yet
- 01 Operations Management - IntroductionDocument44 pages01 Operations Management - IntroductionJhanna Mae PacibleNo ratings yet
- Cimtec Lean Manufacturing MarchDocument2 pagesCimtec Lean Manufacturing MarchuddinsalahNo ratings yet
- Practical Data Management A Smart Alternative To Product Lifecycle ManagementDocument6 pagesPractical Data Management A Smart Alternative To Product Lifecycle ManagementmindwriterNo ratings yet
- All in OneDocument22 pagesAll in OnevamsikskNo ratings yet
- Development 1Document14 pagesDevelopment 1kashifbutty2kNo ratings yet
- Lean Manufacturing RamDocument27 pagesLean Manufacturing RamSridatt BulbuleNo ratings yet
- Lean ManufacturingDocument17 pagesLean ManufacturingAmbarish100% (6)
- 2.lean Production and Agile Manufacturing PDFDocument16 pages2.lean Production and Agile Manufacturing PDFMahmoud Zregat0% (1)
- 0600498X MainDocument12 pages0600498X Mainveronica29asvNo ratings yet
- Toyota - ChapteroneDocument2 pagesToyota - Chapteronepvdspieg8750No ratings yet
- SCM Toyota Group10Document24 pagesSCM Toyota Group10ANKIT SHAH MBA IB 2018-20 (DEL)100% (1)
- 142-5045 Lean ManufacturingDocument7 pages142-5045 Lean Manufacturing2b-or-not2bNo ratings yet
- Lean Manufacturing Research PaperDocument6 pagesLean Manufacturing Research Papercan8t8g5100% (1)
- Operation Management Portfolio A4Document17 pagesOperation Management Portfolio A4Jessie jorgeNo ratings yet
- Forensic Odontology Involvement in Disaster Victim IdentificationDocument10 pagesForensic Odontology Involvement in Disaster Victim IdentificationSekarSukomasajiNo ratings yet
- Type of Sampling Method: Type of Surface On Which Dna Is DepositedDocument1 pageType of Sampling Method: Type of Surface On Which Dna Is DepositedNuriyah IzzatiNo ratings yet
- Algorithm and FlowchartDocument34 pagesAlgorithm and Flowchartmd sufiyanNo ratings yet
- Valve Cladding SystemDocument4 pagesValve Cladding Systemhcsharma1967No ratings yet
- Measurements, Instrumentation, and Sensors: Halit ErenDocument14 pagesMeasurements, Instrumentation, and Sensors: Halit ErenNurNo ratings yet
- Cryptography - Exercises: 1 Historic CiphersDocument7 pagesCryptography - Exercises: 1 Historic CiphersBeni RodriguezNo ratings yet
- Floating-Point Multiplication Unit With 16-Bit Significant and 8-Bit ExponentDocument6 pagesFloating-Point Multiplication Unit With 16-Bit Significant and 8-Bit ExponentAjeeshAzeezNo ratings yet
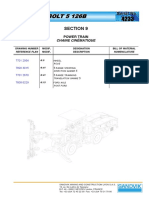
- S09 Power TrainDocument90 pagesS09 Power TrainPLANEAMIENTO MDRILLNo ratings yet
- Rakib CVDocument4 pagesRakib CVapi-3824881No ratings yet
- Independent MDT Feature Parameter Description: Huawei Technologies Co., LTDDocument11 pagesIndependent MDT Feature Parameter Description: Huawei Technologies Co., LTDAhmed100% (1)
- RT 200Document50 pagesRT 200Memo PáezNo ratings yet
- Math Iv Chapter 1Document25 pagesMath Iv Chapter 1Benjamin AkingeneyeNo ratings yet
- Untitled10 - Jupyter NotebookDocument9 pagesUntitled10 - Jupyter NotebookSakura chanNo ratings yet
- We Plan... We Deliver... : Integrated Urban Development & Infrastructure ConsultantsDocument19 pagesWe Plan... We Deliver... : Integrated Urban Development & Infrastructure ConsultantsSenthilKumaranDNo ratings yet
- Manual For EOT CranesDocument39 pagesManual For EOT CranesManish Jha67% (12)
- HPE - A00088924en - Us - HPE Primera OS - Recovering From Disaster Using RemoteDocument89 pagesHPE - A00088924en - Us - HPE Primera OS - Recovering From Disaster Using RemoteSyed Ehtisham AbdullahNo ratings yet
- RX-K Rx-King CylinderDocument1 pageRX-K Rx-King CylinderAkbar Pontoh Hwoarang NurmagomedovNo ratings yet
- Design and Development of A Novel Acoustic Rain SeDocument9 pagesDesign and Development of A Novel Acoustic Rain SeRenzo FornelozaNo ratings yet
- Corporate Disclosure Via Social Media: A Data Science ApproachDocument21 pagesCorporate Disclosure Via Social Media: A Data Science ApproachMUHAMMAD AJI DHARMANo ratings yet
- Dhwani Patel: Contactno:814-314-9061 Email-IdDocument6 pagesDhwani Patel: Contactno:814-314-9061 Email-IdadeshNo ratings yet
- Parts of The FrontpageDocument4 pagesParts of The Frontpagecathymae riveraNo ratings yet
- Air Cooled ASP Series PDFDocument13 pagesAir Cooled ASP Series PDFAAR143No ratings yet
- Grade 9 q1 Pecs Aqs Week 1Document39 pagesGrade 9 q1 Pecs Aqs Week 1Alexis Emmanuel BalagotNo ratings yet
- Focuspro th6000 SeriesDocument24 pagesFocuspro th6000 SeriesXplo By AteoNo ratings yet
- Representing Functions in Real LifeDocument24 pagesRepresenting Functions in Real LifeAllyza Marie LiraNo ratings yet
- Professional Communication Skills For Engineers: DR Atul Aman SaslDocument13 pagesProfessional Communication Skills For Engineers: DR Atul Aman SaslRishi JhaNo ratings yet
- Thesis Using ArduinoDocument6 pagesThesis Using Arduinofjdxfc4v100% (2)
- Mercedes Clase S S Guard 2014 INTDocument28 pagesMercedes Clase S S Guard 2014 INTShreyasNo ratings yet
- What Is A Project? - Definition and Key CharacteristicsDocument6 pagesWhat Is A Project? - Definition and Key Characteristicschandan kumarNo ratings yet
- Sap PP Configuration DocumentDocument75 pagesSap PP Configuration DocumentRafaelCasagrandeNo ratings yet