You might also like
- Computer Integrated ConstructionFrom EverandComputer Integrated ConstructionH. WagterNo ratings yet
- Sulzer 6rlb76 Me Diesel Engines SulzerDocument300 pagesSulzer 6rlb76 Me Diesel Engines SulzerJoseph AbrahamNo ratings yet
- Iracore Catalogue PDFDocument93 pagesIracore Catalogue PDFRay100% (1)
- Briggs & Stratton Operating & Maintenance Instructions Model 80200 To 82200Document8 pagesBriggs & Stratton Operating & Maintenance Instructions Model 80200 To 82200supercub100% (1)
- Types and Characteristics of Common Grinding Circuit Flow SheetsDocument9 pagesTypes and Characteristics of Common Grinding Circuit Flow SheetsJoseluis Campean SedanoNo ratings yet
- Proper Assembly and Alignment of Holes for Structural Steel ConnectionsDocument3 pagesProper Assembly and Alignment of Holes for Structural Steel ConnectionsfilipeNo ratings yet
- City bus Ikarus 543.30Document2 pagesCity bus Ikarus 543.30Kft. UnipartsNo ratings yet
- $TMP MAN 1263 001 00Document66 pages$TMP MAN 1263 001 00Ricardo AzevedoNo ratings yet
- Challenges Specific To Artificial Lift: Ai (1jtDocument18 pagesChallenges Specific To Artificial Lift: Ai (1jtAngela Centofanti RodriguezNo ratings yet
- Mackie ART300ADocument22 pagesMackie ART300AJoao Raffagnato CaldasNo ratings yet
- Caterpillar Underground EquipmentDocument52 pagesCaterpillar Underground EquipmentsyaniliffaNo ratings yet
- B&s 8hp Engine 190700-190707 Op ManualDocument6 pagesB&s 8hp Engine 190700-190707 Op ManualB GNo ratings yet
- GrothCorporationIndustrialCatalog (TTT)Document194 pagesGrothCorporationIndustrialCatalog (TTT)Huynh Thanh TamNo ratings yet
- 08 09 Honda Accord Manual de Taller en InglesDocument2,944 pages08 09 Honda Accord Manual de Taller en Inglesmario100% (2)
- Artisan Technology Group - Quality Equipment Solutions | (888) 88-SOURCE | www.artisantg.comDocument55 pagesArtisan Technology Group - Quality Equipment Solutions | (888) 88-SOURCE | www.artisantg.comjnachum9465No ratings yet
- Banks ManualDocument27 pagesBanks Manualchuckles1313No ratings yet
- TCVN 6305-11: Requirements and test methods for pipe hangersDocument17 pagesTCVN 6305-11: Requirements and test methods for pipe hangersHuan Dinh QuangNo ratings yet
- 904 - Crosshead With Connecting RodDocument19 pages904 - Crosshead With Connecting RodVuHongNhatNo ratings yet
- Asphalt Paper - QCDocument79 pagesAsphalt Paper - QCAbercon MbedzyNo ratings yet
- Huh Pressure Seamless Steel Gas Cylinders: Manufacturer ofDocument10 pagesHuh Pressure Seamless Steel Gas Cylinders: Manufacturer ofjai kumarNo ratings yet
- Supra PremiumDocument1 pageSupra PremiumNarciso VasquezNo ratings yet
- Offshore201406 DLDocument168 pagesOffshore201406 DLmehdi6409100% (1)
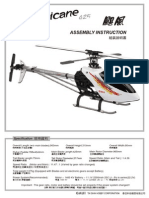
- An 01 en Explosion Elektro Heli Hurricane 425Document19 pagesAn 01 en Explosion Elektro Heli Hurricane 425Alexkobi SoulbaryNo ratings yet
- Design of Comminution Circuits Rowland 1982Document46 pagesDesign of Comminution Circuits Rowland 1982alnemangiNo ratings yet
- Design Features of The Standard Gear SeriesDocument29 pagesDesign Features of The Standard Gear SeriesRepositorio MantenimientoNo ratings yet
- Pneumatic Slide GateDocument7 pagesPneumatic Slide Gateemad sabriNo ratings yet
- Mackie D8B Service Notes SmallDocument117 pagesMackie D8B Service Notes SmallsalvaesNo ratings yet
- FR Ait Prai MultichoceDocument13 pagesFR Ait Prai Multichoceaitotal engineeringNo ratings yet
- Shell Omala S2 G 2202Document2 pagesShell Omala S2 G 2202Sholhan AzizNo ratings yet
- Know The Network For Sis98Document21 pagesKnow The Network For Sis98Luis Vargas PradoNo ratings yet
- Hydrocyclones: D-Sa N Der D-SilterDocument10 pagesHydrocyclones: D-Sa N Der D-Siltersaa6383No ratings yet
- Yashica FR LanguagesDocument41 pagesYashica FR LanguagesPodium TreinamentoNo ratings yet
- Shell Flavex Oil 595: Specifications, Approvals & RecommendationsDocument2 pagesShell Flavex Oil 595: Specifications, Approvals & RecommendationsΠΑΝΑΓΙΩΤΗΣΠΑΝΑΓΟΣNo ratings yet
- Sans 1200 HaDocument3 pagesSans 1200 Hafilipe100% (1)
- filtro cetus -filter-cetus-sieveDocument8 pagesfiltro cetus -filter-cetus-sieveClayton Manoel FerreiraNo ratings yet
- Tratat de Istorie A ReligiilorDocument25 pagesTratat de Istorie A ReligiiloredymicNo ratings yet
- Unkeringproceduresandchecklist: Pollut Ion PR Event IonDocument6 pagesUnkeringproceduresandchecklist: Pollut Ion PR Event IonSharvin sNo ratings yet
- Static excitation alternator manualDocument10 pagesStatic excitation alternator manualjashmathewwNo ratings yet
- Mechanical Maintenance MECASIGN MECAPRO - Ang - CN7000Document16 pagesMechanical Maintenance MECASIGN MECAPRO - Ang - CN7000Alexandru BurcaNo ratings yet
- Rama Brochure Cylinder ManufacturerDocument10 pagesRama Brochure Cylinder ManufacturerSebastian RajeshNo ratings yet
- 2000-08 Honda S2000 SMDocument1,970 pages2000-08 Honda S2000 SMcorgoracingNo ratings yet
- Reid 618hr Ins Man Part ListDocument20 pagesReid 618hr Ins Man Part ListzuhzuhzuhNo ratings yet
- Pedal Maintenance Schedule JUN20ADocument1 pagePedal Maintenance Schedule JUN20AAlejandroz GonzalezNo ratings yet
- Design of Comminution Circuits Rowland 1982Document46 pagesDesign of Comminution Circuits Rowland 1982Eigen Galvez100% (1)
- 211001Document22 pages211001Mitchell MartinezNo ratings yet
- Mosil Arg - 2000: Chemical Resistant PasteDocument2 pagesMosil Arg - 2000: Chemical Resistant PasteAMIT JOSHINo ratings yet
- Centrum &magnum C-3000Document12 pagesCentrum &magnum C-3000ศูนย์เครื่องจักรบางบอนโดยวงศ์ธนาวุฒิNo ratings yet
- SANS1200ADocument15 pagesSANS1200ANiyazudeen VakilNo ratings yet
- 3 Глава ДонорDocument8 pages3 Глава ДонорdesuyaNo ratings yet
- IFR 1500 Maintenance Manual PDFDocument670 pagesIFR 1500 Maintenance Manual PDFMitchell DanielsNo ratings yet
- Wherever Theres Mining BrochureDocument52 pagesWherever Theres Mining Brochureshelby621100% (1)
- Comprehensive Guide To ActionDocument108 pagesComprehensive Guide To ActionMoodi SejiniNo ratings yet
- Premium multi-purpose extreme-pressure grease characteristicsDocument2 pagesPremium multi-purpose extreme-pressure grease characteristicsGabby HanganuNo ratings yet
- OptimDocument11 pagesOptimjonathan gonzalezNo ratings yet
- Carbon Dioxide Fire Extinguishing Installation RulesDocument13 pagesCarbon Dioxide Fire Extinguishing Installation RulesPrinceSadhotraNo ratings yet
- BFL Chanju - 13846 SPV o & M Manual PDFDocument64 pagesBFL Chanju - 13846 SPV o & M Manual PDFजितेन्द्र कुमार शर्माNo ratings yet
- Alkon Valves CatalogDocument88 pagesAlkon Valves CatalogZoran JankovNo ratings yet
- Industrial Hazard and Safety Handbook: (Revised impression)From EverandIndustrial Hazard and Safety Handbook: (Revised impression)Rating: 4 out of 5 stars4/5 (8)
- Air receiver volume and compressor flow rate calculationDocument86 pagesAir receiver volume and compressor flow rate calculationyoyoNo ratings yet
- Orifice plate dimensioning for air flowDocument21 pagesOrifice plate dimensioning for air flowDang Hieu NguyenNo ratings yet
- Tutuka Heat BalanceDocument3 pagesTutuka Heat BalanceOmphemetsekhupariNo ratings yet
- CCM BrochureDocument3 pagesCCM BrochureOmphemetsekhupariNo ratings yet
- Werner P3-70 Bareshaft PumpDocument2 pagesWerner P3-70 Bareshaft PumpOmphemetsekhupariNo ratings yet
- Air Heater Not RotatingDocument1 pageAir Heater Not RotatingOmphemetsekhupariNo ratings yet
- Air Heater On FireDocument2 pagesAir Heater On FireOmphemetsekhupariNo ratings yet
- High Temp Alarm in Boiler 03Document2 pagesHigh Temp Alarm in Boiler 03OmphemetsekhupariNo ratings yet
- Air Heater Not RotatingDocument1 pageAir Heater Not RotatingOmphemetsekhupariNo ratings yet
- Air Heater On FireDocument2 pagesAir Heater On FireOmphemetsekhupariNo ratings yet
- 00 Mentor Guide MechanicalDocument7 pages00 Mentor Guide MechanicalOmphemetsekhupariNo ratings yet
- High Temp Alarm in Boiler 03Document2 pagesHigh Temp Alarm in Boiler 03OmphemetsekhupariNo ratings yet
- F 25 Sensor Family Miniature Sensors for Precision DetectionDocument34 pagesF 25 Sensor Family Miniature Sensors for Precision DetectionAlex GarduñoNo ratings yet
- Is 1726 1991Document17 pagesIs 1726 1991RaykochiNo ratings yet
- Mine Pool AtlasDocument172 pagesMine Pool AtlasRishiraj SahooNo ratings yet
- Boiler BlowdownDocument2 pagesBoiler BlowdownbaratheonNo ratings yet
- Chapter 2Document21 pagesChapter 2mlyth1668No ratings yet
- Leptospirosis National Guidelines - Sri LankaDocument56 pagesLeptospirosis National Guidelines - Sri LankaBrainy-Paykiesaurus LuminirexNo ratings yet
- Modern Chicken Types & BreedsDocument14 pagesModern Chicken Types & BreedsMelody DacanayNo ratings yet
- Fine ArtsDocument12 pagesFine Artsatul prajapatiNo ratings yet
- Graphing linear functions and writing equations in standard formDocument15 pagesGraphing linear functions and writing equations in standard formnmarjonoNo ratings yet
- Occupation Certificate DocumentsDocument1 pageOccupation Certificate Documentsarungupta366No ratings yet
- Astm C1396 C1396M-17Document8 pagesAstm C1396 C1396M-17Stefano CamillucciNo ratings yet
- Men FootwearDocument442 pagesMen FootwearAbhishekNo ratings yet
- Joe Rozencwajg InterviewDocument17 pagesJoe Rozencwajg InterviewGold SunriseNo ratings yet
- Sample Weekly Home Learning PlansDocument2 pagesSample Weekly Home Learning PlansJINGKY HUMAMOYNo ratings yet
- 18.national Forestry Act 1984Document92 pages18.national Forestry Act 1984Sudhir A K KumarenNo ratings yet
- Amulets Talismans and CharmsDocument3 pagesAmulets Talismans and CharmsreikiladyNo ratings yet
- Herbal PatchDocument6 pagesHerbal PatchRiana Maya OktavianiNo ratings yet
- Runningrate Asiaking Juli'23Document32 pagesRunningrate Asiaking Juli'23cecilia ivadaaNo ratings yet
- March 31-Drugs PDFDocument10 pagesMarch 31-Drugs PDFfan-a-tykNo ratings yet
- 240 Speaking TopicsDocument268 pages240 Speaking TopicsrahimiphdNo ratings yet
- L6219 Evaluation Board Application NoteDocument4 pagesL6219 Evaluation Board Application NoteBeenish MirzaNo ratings yet
- Mnemonics Anatomy 1st SemDocument4 pagesMnemonics Anatomy 1st SemNastassja Callmedoctor Douse67% (3)
- HeavyMetalLimits For Leachability PROP 65 PB and CDDocument3 pagesHeavyMetalLimits For Leachability PROP 65 PB and CDspades24kNo ratings yet
- EC538 LTspice IntroDocument10 pagesEC538 LTspice IntroTeferi LemmaNo ratings yet
- JW1782BDocument13 pagesJW1782BGustavo AlonsoNo ratings yet
- The Macadamia Industry in MalawiDocument77 pagesThe Macadamia Industry in Malawiwarlord_ckNo ratings yet
- Detection Dogs Allow For Systematic Non-Invasive Collection of DNA Samples From Eurasian LynxDocument5 pagesDetection Dogs Allow For Systematic Non-Invasive Collection of DNA Samples From Eurasian Lynxsusey madelit apaza mamaniNo ratings yet
- DATASHEET Transistor 13003ADDocument4 pagesDATASHEET Transistor 13003ADCarlos MoraNo ratings yet
- HSE Report On Mooring IntegrityDocument313 pagesHSE Report On Mooring IntegritysanumajNo ratings yet
- How Elevator Is Made - Used, Parts, Dimensions, Structure, Machine, Design, Raw Materials PDFDocument4 pagesHow Elevator Is Made - Used, Parts, Dimensions, Structure, Machine, Design, Raw Materials PDFpersephoniseNo ratings yet