You might also like
- Duplex WeldingDocument4 pagesDuplex WeldingVishal Sparkle QE3100% (1)
- Properties and Welding Procedure For Grade 91 Alloy Steel: Siddharth Pant and Swati BhardwajDocument6 pagesProperties and Welding Procedure For Grade 91 Alloy Steel: Siddharth Pant and Swati BhardwajArvind ShuklaNo ratings yet
- Flexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsFrom EverandFlexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsSean M. GarnerNo ratings yet
- Duplex Stainless Steel - Part 1 - TWIDocument6 pagesDuplex Stainless Steel - Part 1 - TWItuanNo ratings yet
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- TWI Article On Super Duplex Welding - 1Document4 pagesTWI Article On Super Duplex Welding - 1kapsarcNo ratings yet
- Analysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceDocument5 pagesAnalysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceTanjidul IslamNo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272No ratings yet
- 71IJMPERDDEC201871Document9 pages71IJMPERDDEC201871TJPRC PublicationsNo ratings yet
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- Metrode Duplex Welding EWDDocument7 pagesMetrode Duplex Welding EWDClaudia MmsNo ratings yet
- Laser Beam Welding of Quenched and Tempered Astm A 517 GR.B SteelDocument7 pagesLaser Beam Welding of Quenched and Tempered Astm A 517 GR.B SteelbiancogallazziNo ratings yet
- With The Knowledge of Now Error-Free in The Future-1Document5 pagesWith The Knowledge of Now Error-Free in The Future-1apNo ratings yet
- Awst 11 04Document8 pagesAwst 11 04Herd ImanNo ratings yet
- AVESTA How To Weld Duplex SteelDocument20 pagesAVESTA How To Weld Duplex SteelGMacella100% (1)
- Wear Resistance of High C High Si Steel With Low RDocument11 pagesWear Resistance of High C High Si Steel With Low RChristina Christina ChristinaNo ratings yet
- 06 VD Mee-Welding of Super Duplex Stainless SteelsDocument12 pages06 VD Mee-Welding of Super Duplex Stainless SteelsKareem AbdelazizNo ratings yet
- 06 VD Mee-Welding of Super Duplex Stainless Steels PDFDocument12 pages06 VD Mee-Welding of Super Duplex Stainless Steels PDFVishal Sparkle QE3No ratings yet
- Influence of Machining of EN GJL 25Document11 pagesInfluence of Machining of EN GJL 25Turtle ArtNo ratings yet
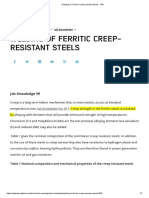
- Creep-Resistant Steels - TWI PDFDocument6 pagesCreep-Resistant Steels - TWI PDFFarid Ahmed KhwajaNo ratings yet
- Creep-Resistant Steels - TWIDocument6 pagesCreep-Resistant Steels - TWIJlkKumarNo ratings yet
- 3 Edwin NT JongDocument15 pages3 Edwin NT JongfelixNo ratings yet
- Molten Metal Flow Analysis of Housing Component: Bodhayana M.R., N RameshaDocument4 pagesMolten Metal Flow Analysis of Housing Component: Bodhayana M.R., N RameshaagungfebryNo ratings yet
- 0833Document8 pages0833Edmilson OtoniNo ratings yet
- Duplex Stainless Steel - Welding-TwiDocument4 pagesDuplex Stainless Steel - Welding-TwiNatrajj SivakumarNo ratings yet
- Corus SHS Welding GuideDocument42 pagesCorus SHS Welding GuideThomas FritzNo ratings yet
- Choice of Specifications and Design Codes For Duplex Stainless SteelsDocument12 pagesChoice of Specifications and Design Codes For Duplex Stainless SteelsRonald Leyva GiraldoNo ratings yet
- SHS WeldingDocument42 pagesSHS Weldingsleepyhead1984100% (2)
- Welding Hydrogen-Charged Steel GuideDocument9 pagesWelding Hydrogen-Charged Steel Guideramadoss_alwar7307No ratings yet
- Soldering: Badrulariffin Mohd AlwaiDocument23 pagesSoldering: Badrulariffin Mohd AlwaiAli JavedNo ratings yet
- Hardness Test of WeldsDocument4 pagesHardness Test of Weldsjose_sebastian_2No ratings yet
- Welding Technology Solutions To Geothermal Energy Production Challenges - tcm153-574191Document5 pagesWelding Technology Solutions To Geothermal Energy Production Challenges - tcm153-574191JulioNo ratings yet
- Control of Cracks in 9Cr-1Mov (P91) Material: Jacob Mathew and Sanu NakulanDocument8 pagesControl of Cracks in 9Cr-1Mov (P91) Material: Jacob Mathew and Sanu NakulanSadhasivam VeluNo ratings yet
- 6 (WG11)Document22 pages6 (WG11)alimajdNo ratings yet
- Wire Rod of Boron-Bearing Low-Carbon Steel For Direct Deep DrawingDocument9 pagesWire Rod of Boron-Bearing Low-Carbon Steel For Direct Deep DrawingNicolas ValleNo ratings yet
- DataDocument39 pagesDataJunghoon LeeNo ratings yet
- Unit-4 Unconventional Manufacturing ProcessDocument18 pagesUnit-4 Unconventional Manufacturing Processbrijkishor201767% (3)
- A 1 Gen MC SP 0001Document8 pagesA 1 Gen MC SP 0001api-19762124100% (1)
- Paper 5qa 002 Sa2Document12 pagesPaper 5qa 002 Sa2Siva Kumar100% (1)
- Metal2021 Ingber MetalDocument8 pagesMetal2021 Ingber MetalAlex VegaNo ratings yet
- AnchorDocument5 pagesAnchorpadalakirankumarNo ratings yet
- 03 Comparative Study of The Parameters Influencing The MachinabilityDocument6 pages03 Comparative Study of The Parameters Influencing The MachinabilityAli MoussaNo ratings yet
- Design Consideration For Internal Welding Attachments in Clad Pressure VesselsDocument6 pagesDesign Consideration For Internal Welding Attachments in Clad Pressure VesselsJose ManuelNo ratings yet
- Aar603 StructureDocument9 pagesAar603 StructureMUHAMMAD AQIL BIN RAMLINo ratings yet
- Welding ProcessesDocument50 pagesWelding ProcessesTg TarroNo ratings yet
- IIW, IX-H-736-11 DSS Welding DSS - Review of Current Recommendations 2011Document17 pagesIIW, IX-H-736-11 DSS Welding DSS - Review of Current Recommendations 2011Anonymous jlciIdX8q100% (1)
- The Effect of Groove Welding On Mechanical PropertDocument8 pagesThe Effect of Groove Welding On Mechanical PropertMuhammad Zuhairy jabarNo ratings yet
- KEM.545.182Document7 pagesKEM.545.182katfyNo ratings yet
- Duplex Stainless SteelDocument4 pagesDuplex Stainless SteelKumar RNo ratings yet
- Effects of Normalizing Processes On Microstructure and Impact Toughness in Ti-Bearing Weld Metal of Multilayer MAG Welded HSLA SteelDocument6 pagesEffects of Normalizing Processes On Microstructure and Impact Toughness in Ti-Bearing Weld Metal of Multilayer MAG Welded HSLA Steelarjun prajapatiNo ratings yet
- Outokumpu Corrosion Management News Acom 1 2014 PDFDocument8 pagesOutokumpu Corrosion Management News Acom 1 2014 PDFJoshua WalkerNo ratings yet
- Introduction CHAPTER 1Document12 pagesIntroduction CHAPTER 1Sp PatelNo ratings yet
- 2019 036 PeguesDocument8 pages2019 036 Peguesshweta shuklaNo ratings yet
- T 91 WeldingDocument12 pagesT 91 WeldingMohammad KhaliquzzamaNo ratings yet
- Es 1S71 1K251 Ac+2002 12Document12 pagesEs 1S71 1K251 Ac+2002 12Popescu AlinNo ratings yet
- All B31 Code Cases in Effect As of September 21, 2007 Will Remain Available For Use Unless Annulled by The B31 Standards CommitteeDocument24 pagesAll B31 Code Cases in Effect As of September 21, 2007 Will Remain Available For Use Unless Annulled by The B31 Standards CommitteealiNo ratings yet
- PNFJ8000Document71 pagesPNFJ8000seenu189100% (1)
- Guide NfpaDocument2 pagesGuide NfpaAritonang SuryaNo ratings yet
- 74 75 DoPDocument3 pages74 75 DoPaliNo ratings yet
- Gases in Steam: Material Btu/hr-Ft2 - °f/inDocument5 pagesGases in Steam: Material Btu/hr-Ft2 - °f/inaliNo ratings yet
- V2Thickness Measurement - Jun 11 2021Document183 pagesV2Thickness Measurement - Jun 11 2021aliNo ratings yet
- NFPA 704, 2022 Edition, Standard System For The Identification of The Hazards of Materials For Emergency ResponseDocument6 pagesNFPA 704, 2022 Edition, Standard System For The Identification of The Hazards of Materials For Emergency ResponsepNo ratings yet
- Ubc 2012 Spring Karakama KeigoDocument191 pagesUbc 2012 Spring Karakama KeigoaliNo ratings yet
- MSS SP-55 2011Document24 pagesMSS SP-55 2011ali100% (5)
- MSS SP-44-2016Document54 pagesMSS SP-44-2016aliNo ratings yet
- MSS SP-91-2009Document12 pagesMSS SP-91-2009aliNo ratings yet
- MSS SP-134Document23 pagesMSS SP-134aliNo ratings yet
- Prediction of Welding Distortion in Butt Joint of Thin Plates - Long-2009Document11 pagesPrediction of Welding Distortion in Butt Joint of Thin Plates - Long-2009DonatasNo ratings yet
- Ghavamian Et Al. - 2018 - Detection, Localisation and Assessment of Defects in Pipes Using Guided Wave Techniques A Review PDFDocument48 pagesGhavamian Et Al. - 2018 - Detection, Localisation and Assessment of Defects in Pipes Using Guided Wave Techniques A Review PDFNohemy GómezNo ratings yet
- 2013-R-08 Best Practices in Asset ManagementDocument70 pages2013-R-08 Best Practices in Asset ManagementaliNo ratings yet
- Water: Fficiency in Water Transmission PipelinesDocument15 pagesWater: Fficiency in Water Transmission PipelinesaliNo ratings yet
- Transcript BigpictureDocument4 pagesTranscript BigpicturealiNo ratings yet
- 2013-R-08 Best Practices in Asset ManagementDocument70 pages2013-R-08 Best Practices in Asset ManagementaliNo ratings yet
- 3 1 Brief Intro To ISO55000Document37 pages3 1 Brief Intro To ISO55000Arif Miftahur Rohman100% (2)
- Transcript BigpictureDocument4 pagesTranscript BigpicturealiNo ratings yet
- ISO 55001 Asset Management Certification TrainingDocument3 pagesISO 55001 Asset Management Certification Trainingali100% (1)
- Initial Inspection: Course Length: Cost: InstructorDocument1 pageInitial Inspection: Course Length: Cost: InstructoraliNo ratings yet
- PP 1999 12Document4 pagesPP 1999 12hpmonNo ratings yet
- 570 Publications Effectivity Sheet Dec 1 2010asDocument1 page570 Publications Effectivity Sheet Dec 1 2010asFabio MiguelNo ratings yet
- API 571 - PoliciesDocument4 pagesAPI 571 - PoliciesaliNo ratings yet
- Tes Bok0704Document9 pagesTes Bok0704Anonymous ubGLoO7Hc7No ratings yet
- PolyExoC MMDocument62 pagesPolyExoC MMLéa SorelNo ratings yet
- 570 Publications Effectivity Sheet Dec 1 2010asDocument1 page570 Publications Effectivity Sheet Dec 1 2010asFabio MiguelNo ratings yet
- API 510 Examination Sample ItemsDocument3 pagesAPI 510 Examination Sample ItemsMagira PasaribuNo ratings yet
- Chapter 5 Perfect CompetitionDocument20 pagesChapter 5 Perfect Competition刘文雨杰No ratings yet
- AmboooDocument39 pagesAmboooTesfaye DegefaNo ratings yet
- Sample Resume For HRDocument2 pagesSample Resume For HRnapinnvoNo ratings yet
- V200 User ManualDocument171 pagesV200 User ManualuriahskyNo ratings yet
- Main Body Recruitment Process of Human Resource Division in Brac BankDocument55 pagesMain Body Recruitment Process of Human Resource Division in Brac BankAsfia PrantyNo ratings yet
- v16 n3Document219 pagesv16 n3Mark ReinhardtNo ratings yet
- DEME Offshore Brochure_2022Document16 pagesDEME Offshore Brochure_2022amin32No ratings yet
- Pavements ConstructedDocument16 pagesPavements ConstructedjoryNo ratings yet
- LinAlg CompleteDocument331 pagesLinAlg Completes0uizNo ratings yet
- dgx670 Es Om b0Document116 pagesdgx670 Es Om b0rafael enrique cely rodriguezNo ratings yet
- Hospital NetworkDocument36 pagesHospital NetworkAbhishek MishraNo ratings yet
- Delays in Endoscope Reprocessing and The Biofilms WithinDocument12 pagesDelays in Endoscope Reprocessing and The Biofilms WithinHAITHM MURSHEDNo ratings yet
- Investigation of Nursing Students Knowledge of and Attitudes About Problem Based LearningDocument4 pagesInvestigation of Nursing Students Knowledge of and Attitudes About Problem Based LearningasdasdasdasNo ratings yet
- ID Strategi Integrated Marketing Communication Imc Untuk Meningkatkan Loyalitas AngDocument17 pagesID Strategi Integrated Marketing Communication Imc Untuk Meningkatkan Loyalitas AngAiman AzhariNo ratings yet
- CV Jubilee Bubala Environmental SpecialistDocument4 pagesCV Jubilee Bubala Environmental SpecialistNomayi100% (2)
- ISO 9000 Standards Guide Quality Systems InternationallyDocument12 pagesISO 9000 Standards Guide Quality Systems InternationallyArslan Saleem0% (1)
- Brute Force AttacksDocument9 pagesBrute Force AttacksAKSHITNo ratings yet
- Filed & Entered: SBN 143271 SBN 165797 SBN 259014Document8 pagesFiled & Entered: SBN 143271 SBN 165797 SBN 259014Chapter 11 DocketsNo ratings yet
- Acoustic Emission InspectionDocument7 pagesAcoustic Emission InspectionAntonio PerezNo ratings yet
- Saura, Jasmin E. - DVM - 2B Biochemistry (Activity 2)Document2 pagesSaura, Jasmin E. - DVM - 2B Biochemistry (Activity 2)Jasmin SauraNo ratings yet
- Asme B18.24-2020Document190 pagesAsme B18.24-2020윤규섭0% (1)
- Diagnosing and Managing Acute and Chronic SinusitisDocument14 pagesDiagnosing and Managing Acute and Chronic SinusitisAnonymous y3TIOwX8100% (1)
- 178 - 7 - Fun For Flyers. Progress Tests - 2017, 4th - 91p.pdf Foods NatureDocument1 page178 - 7 - Fun For Flyers. Progress Tests - 2017, 4th - 91p.pdf Foods NatureYu KoNo ratings yet
- E46 Climate ControlDocument40 pagesE46 Climate Controltykunas100% (3)
- Labcir - Marwa - FinalDocument119 pagesLabcir - Marwa - FinalMashavia AhmadNo ratings yet
- Falling Weight Deflectometer (FWD) Projects in IndiaDocument13 pagesFalling Weight Deflectometer (FWD) Projects in IndiaKaran Dave100% (1)
- Omega 1 Akanksha 9069664Document5 pagesOmega 1 Akanksha 9069664Akanksha SarangiNo ratings yet
- Pradeep Kumaresan Resume - Software Testing ExperienceDocument3 pagesPradeep Kumaresan Resume - Software Testing ExperienceSANTANo ratings yet
- Gauss Jordan MethodDocument6 pagesGauss Jordan MethodnNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Robotics: Designing the Mechanisms for Automated MachineryFrom EverandRobotics: Designing the Mechanisms for Automated MachineryRating: 4.5 out of 5 stars4.5/5 (8)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Conduct of Operations and Operational Discipline: For Improving Process Safety in IndustryFrom EverandConduct of Operations and Operational Discipline: For Improving Process Safety in IndustryRating: 5 out of 5 stars5/5 (1)
- Perfume Engineering: Design, Performance and ClassificationFrom EverandPerfume Engineering: Design, Performance and ClassificationRating: 4 out of 5 stars4/5 (5)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Major Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsFrom EverandMajor Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsNo ratings yet